001讲义焊接基础知识-电阻焊
- 格式:ppt
- 大小:1021.50 KB
- 文档页数:19
电阻焊基本知识及操作要求一.电阻焊1.1 电阻焊概念:将被焊工件置于两电极之间加压,并在焊接处通以电流,利用电流流经工件接触面及其临近区域产生锝电阻热将其加热到熔化或塑性状态,使之达到金属结合而形成牢固接头的工艺过程。
1.2 电阻焊设备是指采用电阻加热的原理进行焊接操作的一种设备,它主要由以下部分组成:①焊接回路:以阻焊变压器为中心,包括二次回路和工件。
②机械装置:由机架、夹持、加压及传动机构组成。
③气路系统:以气缸为中心,包括气体、控制等部分④冷却系统:冷却二次回路和工件,保证焊机正常工作。
⑤控制部分:按要求接通电源,并能控制焊接循环的各段时间及调整焊接电流等。
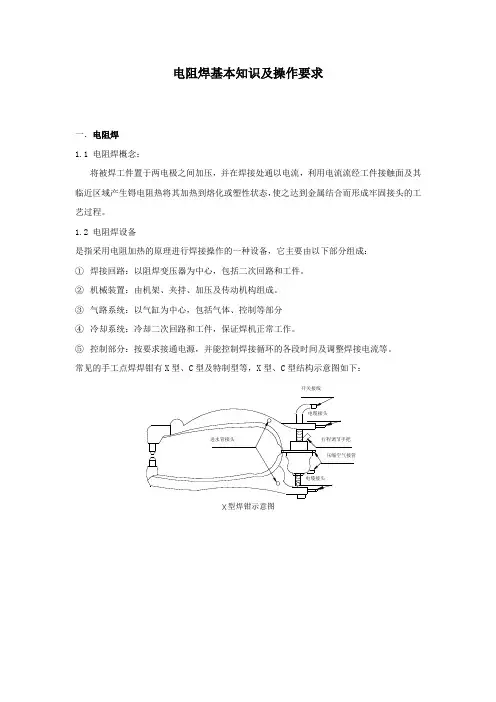
常见的手工点焊焊钳有X型、C型及特制型等,X型、C型结构示意图如下:注:X型焊钳主要用来焊接水平或基本处于水平位置的工件; C型焊钳主要用来焊接垂直或近似垂直位置的工件;而特制焊钳主要用来焊接有特殊位置或尺寸要求的工件。
1.3 电阻点焊操作注意事项:①焊接过程中,在电极与工件接触时,尽量使电极与工件接触点所在的平面保持垂直。
(不垂直会使电极端面与工件的接触面积减小,通过接触面的电流密度就会增大,导致烧穿、熔核直径减小、飞溅增大等焊接缺陷。
)②焊接过程中,应避免焊钳与工件接触,以免两极电极短路。
③电极头表面应保证无其它粘接杂物,发现电极头磨损严重或端部出现凹坑,必须立即更换。
(因为随着点焊的进行,电极端面逐渐墩粗,通过电极端面输入焊点区域的电流密度逐渐减小,熔核直径减小。
当熔核直径小于标准规定的最小值,则产生弱焊或虚焊。
一般每打400∽450个焊点需用平锉修磨电极帽一次,每个电极帽在修磨9∽10次后需更换。
)④定期检查气路、水路系统,不允许有堵塞和泄露现象。
⑤定期检查通水电缆,若发现部分导线折断,应及时更换。
⑥停止使用时应将冷却水排放干净。
1.4 电阻焊的优缺点电阻焊的优缺点(表1)二、点焊2.1 点焊质量的一般要求2.1.1 破坏后的焊点焊接面积不应小于电极接触面积的80%。

电阻焊接的基本知识(一)来源: 发布时间:2008-08-30 点击次数:12421、概述电阻焊是指将焊件组合后,通过电极对其施加压力,利用电流通过接头的接触面及邻近区域产生的电阻热进行焊接的方法。
又称接触焊。
2、电阻焊机点焊机:利用强大的电流流过被焊金属,将结合点加热至塑熔状态并施加压力形成焊点。
凸焊机:焊接原理、焊接结构型式与点焊机相同,但电极是平面板状。
被焊金属的焊接处预先冲成突出点,在压紧通电状态下一次可以形成几个焊点。
缝焊机:焊机结构型式类似点焊机。
电极是一对滚轮,被焊金属经过滚轮电极的通电与挤压,即形成一连串焊点。
对焊机:利用强大的电流流过两根被焊工件的接触点,将金属接触端面加热成塑性状态并施加顶锻压力,即形成焊接接头。
3、电阻焊的物理本质电阻焊过程的物理本质,是利用焊接区金属本身的电阻热和大量塑性变形能量,使两个分离表面的金属原子之间接近到晶格距离(0.3~0.5nm),形成金属键,在结合面上产生足够量的共同晶粒而得到焊点、焊缝或对接接头。
获得电阻焊优质接头的基本条件:适当的热+机械(力)作用4、电阻焊机的主要技术指标⑴电源电压、频率⑵初级电流⑶焊接电流⑷短路电流⑸连续焊接电流⑹最大、最小电极力、顶锻力、夹紧力⑺最大、最小伸臂和臂间开度(点、凸、缝)⑻最大、最小焊轮线速度⑼最大允许功率,最大焊接功率⑽额定负载持续率⑾生产率、重量⑿焊接能力⒀各种控制功能5、错位及偏角的三个方面a.电极没有调正b.顶锻力太大c.工件伸出长度过大6.表面烧伤有以下五个方面a.支持力过小b.电极夹口表面不佳c.电极夹口与工件配合不佳d.工件表面不佳e.电极冷却不足7.未焊透的三个原因a.电流不足b.焊接时间不足c.顶锻力不足8.焊口脆工件材质含碳量高,需要做退火处理电阻焊接的基础知识(二)来源: 发布时间:2009-03-26 点击次数:331电阻点焊的基础知识使用金属材料制作零件的场合,有许多时候都需要将材料切断成规定的尺寸,再将其连接起来。
电阻焊基本知识及操作要求————————————————————————————————作者:————————————————————————————————日期:电阻焊基本知识及操作要求一.电阻焊 1.1 电阻焊概念:将被焊工件置于两电极之间加压,并在焊接处通以电流,利用电流流经工件接触面及其临近区域产生锝电阻热将其加热到熔化或塑性状态,使之达到金属结合而形成牢固接头的工艺过程。
1.2 电阻焊设备是指采用电阻加热的原理进行焊接操作的一种设备,它主要由以下部分组成: ① 焊接回路:以阻焊变压器为中心,包括二次回路和工件。
② 机械装置:由机架、夹持、加压及传动机构组成。
③ 气路系统:以气缸为中心,包括气体、控制等部分 ④ 冷却系统:冷却二次回路和工件,保证焊机正常工作。
⑤ 控制部分:按要求接通电源,并能控制焊接循环的各段时间及调整焊接电流等。
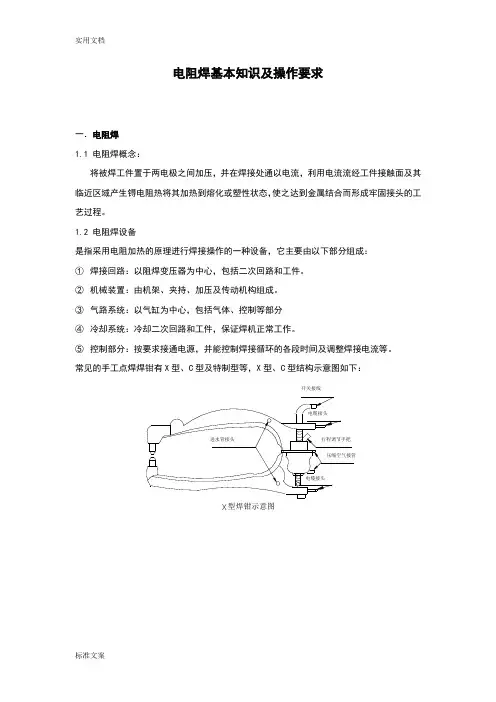
常见的手工点焊焊钳有X 型、C 型及特制型等,X 型、C 型结构示意图如下:型焊钳示意图进水管接头电缆接头开关接线行程调节手把压缩空气接管电缆接头开关接线电缆接头进水管接头行程调节手把压缩空气接管型焊钳示意图注:X 型焊钳主要用来焊接水平或基本处于水平位置的工件; C 型焊钳主要用来焊接垂直或近似垂直位置的工件;而特制焊钳主要用来焊接有特殊位置或尺寸要求的工件。
1.3 电阻点焊操作注意事项:① 焊接过程中,在电极与工件接触时,尽量使电极与工件接触点所在的平面保持垂直。
(不垂直会使电极端面与工件的接触面积减小,通过接触面的电流密度就会增大,导致烧穿、熔核直径减小、飞溅增大等焊接缺陷。
)② 焊接过程中,应避免焊钳与工件接触,以免两极电极短路。
③ 电极头表面应保证无其它粘接杂物,发现电极头磨损严重或端部出现凹坑,必须立即更换。
(因为随着点焊的进行,电极端面逐渐墩粗,通过电极端面输入焊点区域的电流密度逐渐减小,熔核直径减小。
当熔核直径小于标准规定的最小值,则产生弱焊或虚焊。

第4节电阻焊技术4.1电阻焊概述4.1.1、电阻焊基本原理1.定义:电阻焊,是工件组合后通过电极施加压力,利用电流通过接头的接触面及邻近区域产生电阻热进行焊接的方法,属压焊。
2.电阻焊热源的产生电阻焊是将焊件组合后通过电极施压,利用电流通过接头接触面及邻近区域产生的电阻热进行焊接。
要形成一个牢固的焊接接头,两焊件必须具有足够的共同晶粒。
熔焊是利用外加热源使连接处熔化,凝固晶粒而形成焊缝的,而电阻焊则是利用本身的电阻热和塑性变形的能量,形成结合面的共同晶粒而形成焊缝的,从连接的物理本质来看,二者都是靠焊接金属原子之间的结合力结合在一起的。
但他们的热源不同,在接头的形成过程中有无必要的塑性变形也不同,即实现接头坚固结合的途径不同。
这便是电阻焊与一般的熔焊的不同之处。
4.1.2、电阻焊分类电阻焊的种类很多,可根据所使用的焊接的不同特征进行分类。
图14.1.3、电阻焊的特点1.电阻焊的优点1)焊接生产率高。
点焊时通用点焊机每分钟可焊60点,若用快速点焊机则每分钟可达500点以上;对焊直径为40mm的棒材每分钟可焊一个接头;缝焊厚度为l~3mm的薄板时,其焊接速度通常为0.5~lm/min,滚对焊最高焊接速度可达60m/min。
因此电阻焊非常适合大批量生产。
2)焊接质量好。
从焊接接头来说,由于冶金过程简单,且不易受空气的有害作用,所以焊接接头的化学成分均匀,并且与母材基本一致。
从整体结构来看,由于热量集中,受热范围小,热影响区也很小,所以焊接变形不大,并且易于控制。
此外,点、缝焊时由于焊点处于焊件内部,焊缝表面平整光滑,因而焊件表面质量也较好。
3)焊接成本较低。
电阻焊时不用焊接材料,一般也不用保护气体,所以在正常情况下除必需的电力消耗外,几乎没有什么消耗,因而使用成本低廉。
4)劳动条件较好。
电阻焊时既不会产生有害气体,也没有强光辐射,所以劳动条件比较好。
此外,电阻焊焊接过程简单,易于实现机械化、自动化,因而工人的劳动强度较低。
第4节电阻焊技术4.1电阻焊概述4.1.1、电阻焊基本原理1.定义:电阻焊,是工件组合后通过电极施加压力,利用电流通过接头的接触面及邻近区域产生电阻热进行焊接的方法,属压焊。
2.电阻焊热源的产生电阻焊是将焊件组合后通过电极施压,利用电流通过接头接触面及邻近区域产生的电阻热进行焊接。
要形成一个牢固的焊接接头,两焊件必须具有足够的共同晶粒。
熔焊是利用外加热源使连接处熔化,凝固晶粒而形成焊缝的,而电阻焊则是利用本身的电阻热和塑性变形的能量,形成结合面的共同晶粒而形成焊缝的,从连接的物理本质来看,二者都是靠焊接金属原子之间的结合力结合在一起的。
但他们的热源不同,在接头的形成过程中有无必要的塑性变形也不同,即实现接头坚固结合的途径不同。
这便是电阻焊与一般的熔焊的不同之处。
4.1.2、电阻焊分类电阻焊的种类很多,可根据所使用的焊接的不同特征进行分类。
图14.1.3、电阻焊的特点1.电阻焊的优点1)焊接生产率高。
点焊时通用点焊机每分钟可焊60点,若用快速点焊机则每分钟可达500点以上;对焊直径为40mm的棒材每分钟可焊一个接头;缝焊厚度为l~3mm的薄板时,其焊接速度通常为0.5~lm/min,滚对焊最高焊接速度可达60m/min。
因此电阻焊非常适合大批量生产。
2)焊接质量好。
从焊接接头来说,由于冶金过程简单,且不易受空气的有害作用,所以焊接接头的化学成分均匀,并且与母材基本一致。
从整体结构来看,由于热量集中,受热范围小,热影响区也很小,所以焊接变形不大,并且易于控制。
此外,点、缝焊时由于焊点处于焊件内部,焊缝表面平整光滑,因而焊件表面质量也较好。
3)焊接成本较低。
电阻焊时不用焊接材料,一般也不用保护气体,所以在正常情况下除必需的电力消耗外,几乎没有什么消耗,因而使用成本低廉。
4)劳动条件较好。
电阻焊时既不会产生有害气体,也没有强光辐射,所以劳动条件比较好。
此外,电阻焊焊接过程简单,易于实现机械化、自动化,因而工人的劳动强度较低。
电阻焊基本知识及操作要求一.电阻焊1.1 电阻焊概念:将被焊工件置于两电极之间加压,并在焊接处通以电流,利用电流流经工件接触面及其临近区域产生锝电阻热将其加热到熔化或塑性状态,使之达到金属结合而形成牢固接头的工艺过程。
1.2 电阻焊设备是指采用电阻加热的原理进行焊接操作的一种设备,它主要由以下部分组成:①焊接回路:以阻焊变压器为中心,包括二次回路和工件。
②机械装置:由机架、夹持、加压及传动机构组成。
③气路系统:以气缸为中心,包括气体、控制等部分④冷却系统:冷却二次回路和工件,保证焊机正常工作。
⑤控制部分:按要求接通电源,并能控制焊接循环的各段时间及调整焊接电流等。
常见的手工点焊焊钳有X型、C型及特制型等,X型、C型结构示意图如下:注:X型焊钳主要用来焊接水平或基本处于水平位置的工件; C型焊钳主要用来焊接垂直或近似垂直位置的工件;而特制焊钳主要用来焊接有特殊位置或尺寸要求的工件。
1.3 电阻点焊操作注意事项:①焊接过程中,在电极与工件接触时,尽量使电极与工件接触点所在的平面保持垂直。
(不垂直会使电极端面与工件的接触面积减小,通过接触面的电流密度就会增大,导致烧穿、熔核直径减小、飞溅增大等焊接缺陷。
)②焊接过程中,应避免焊钳与工件接触,以免两极电极短路。
③电极头表面应保证无其它粘接杂物,发现电极头磨损严重或端部出现凹坑,必须立即更换。
(因为随着点焊的进行,电极端面逐渐墩粗,通过电极端面输入焊点区域的电流密度逐渐减小,熔核直径减小。
当熔核直径小于标准规定的最小值,则产生弱焊或虚焊。
一般每打400∽450个焊点需用平锉修磨电极帽一次,每个电极帽在修磨9∽10次后需更换。
)④定期检查气路、水路系统,不允许有堵塞和泄露现象。
⑤定期检查通水电缆,若发现部分导线折断,应及时更换。
⑥停止使用时应将冷却水排放干净。
1.4 电阻焊的优缺点电阻焊的优缺点(表1)二、点焊2.1 点焊质量的一般要求2.1.1 破坏后的焊点焊接面积不应小于电极接触面积的80%。
电阻焊基本知识及操作要求一.电阻焊1.1 电阻焊概念:将被焊工件置于两电极之间加压,并在焊接处通以电流,利用电流流经工件接触面及其临近区域产生锝电阻热将其加热到熔化或塑性状态,使之达到金属结合而形成牢固接头的工艺过程。
1.2 电阻焊设备是指采用电阻加热的原理进行焊接操作的一种设备,它主要由以下部分组成:①焊接回路:以阻焊变压器为中心,包括二次回路和工件。
②机械装置:由机架、夹持、加压及传动机构组成。
③气路系统:以气缸为中心,包括气体、控制等部分④冷却系统:冷却二次回路和工件,保证焊机正常工作。
⑤控制部分:按要求接通电源,并能控制焊接循环的各段时间及调整焊接电流等。
常见的手工点焊焊钳有X型、C型及特制型等,X型、C型结构示意图如下:注:X型焊钳主要用来焊接水平或基本处于水平位置的工件; C型焊钳主要用来焊接垂直或近似垂直位置的工件;而特制焊钳主要用来焊接有特殊位置或尺寸要求的工件。
1.3 电阻点焊操作注意事项:①焊接过程中,在电极与工件接触时,尽量使电极与工件接触点所在的平面保持垂直。
(不垂直会使电极端面与工件的接触面积减小,通过接触面的电流密度就会增大,导致烧穿、熔核直径减小、飞溅增大等焊接缺陷。
)②焊接过程中,应避免焊钳与工件接触,以免两极电极短路。
③电极头表面应保证无其它粘接杂物,发现电极头磨损严重或端部出现凹坑,必须立即更换。
(因为随着点焊的进行,电极端面逐渐墩粗,通过电极端面输入焊点区域的电流密度逐渐减小,熔核直径减小。
当熔核直径小于标准规定的最小值,则产生弱焊或虚焊。
一般每打400∽450个焊点需用平锉修磨电极帽一次,每个电极帽在修磨9∽10次后需更换。
)④定期检查气路、水路系统,不允许有堵塞和泄露现象。
⑤定期检查通水电缆,若发现部分导线折断,应及时更换。
⑥停止使用时应将冷却水排放干净。
1.4 电阻焊的优缺点电阻焊的优缺点(表1)2.1 点焊质量的一般要求2.1.1 破坏后的焊点焊接面积不应小于电极接触面积的80%。
电阻焊接的基本知识(一)来源: 发布时间:2008-08-30 点击次数:12421、概述电阻焊是指将焊件组合后,通过电极对其施加压力,利用电流通过接头的接触面及邻近区域产生的电阻热进行焊接的方法。
又称接触焊。
2、电阻焊机点焊机:利用强大的电流流过被焊金属,将结合点加热至塑熔状态并施加压力形成焊点。
凸焊机:焊接原理、焊接结构型式与点焊机相同,但电极是平面板状。
被焊金属的焊接处预先冲成突出点,在压紧通电状态下一次可以形成几个焊点。
缝焊机:焊机结构型式类似点焊机。
电极是一对滚轮,被焊金属经过滚轮电极的通电与挤压,即形成一连串焊点。
对焊机:利用强大的电流流过两根被焊工件的接触点,将金属接触端面加热成塑性状态并施加顶锻压力,即形成焊接接头。
3、电阻焊的物理本质电阻焊过程的物理本质,是利用焊接区金属本身的电阻热和大量塑性变形能量,使两个分离表面的金属原子之间接近到晶格距离(0.3~0.5nm),形成金属键,在结合面上产生足够量的共同晶粒而得到焊点、焊缝或对接接头。
获得电阻焊优质接头的基本条件:适当的热+机械(力)作用4、电阻焊机的主要技术指标⑴电源电压、频率⑵初级电流⑶焊接电流⑷短路电流⑸连续焊接电流⑹最大、最小电极力、顶锻力、夹紧力⑺最大、最小伸臂和臂间开度(点、凸、缝)⑻最大、最小焊轮线速度⑼最大允许功率,最大焊接功率⑽额定负载持续率⑾生产率、重量⑿焊接能力⒀各种控制功能5、错位及偏角的三个方面a.电极没有调正b.顶锻力太大c.工件伸出长度过大6.表面烧伤有以下五个方面a.支持力过小b.电极夹口表面不佳c.电极夹口与工件配合不佳d.工件表面不佳e.电极冷却不足7.未焊透的三个原因a.电流不足b.焊接时间不足c.顶锻力不足8.焊口脆工件材质含碳量高,需要做退火处理电阻焊接的基础知识(二)来源: 发布时间:2009-03-26 点击次数:331电阻点焊的基础知识使用金属材料制作零件的场合,有许多时候都需要将材料切断成规定的尺寸,再将其连接起来。