焊接消耗定额标准
- 格式:doc
- 大小:898.00 KB
- 文档页数:20
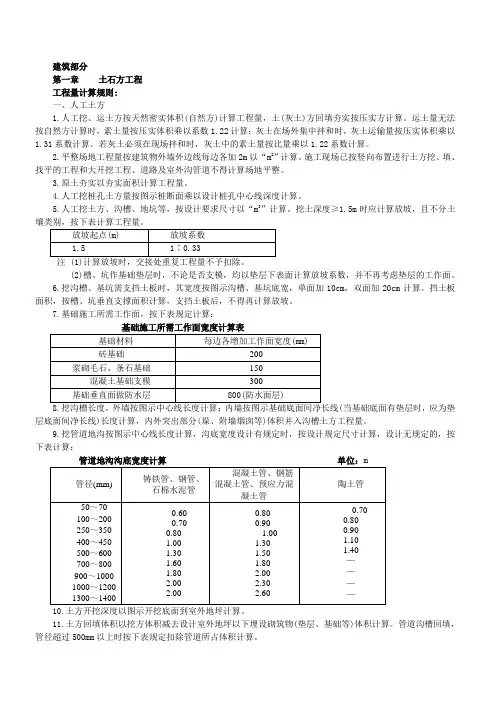
建筑部分第一章土石方工程工程量计算规则:一、人工土方1.人工挖、运土方按天然密实体积(自然方)计算工程量,土(灰土)方回填夯实按压实方计算。
运土量无法按自然方计算时,素土量按压实体积乘以系数1.22计算;灰土在场外集中拌和时,灰土运输量按压实体积乘以1.31系数计算。
若灰土必须在现场拌和时,灰土中的素土量按比量乘以1.22系数计算。
2.平整场地工程量按建筑物外墙外边线每边各加2m以“m2”计算。
施工现场已按竖向布置进行土方挖、填、找平的工程和大开挖工程、道路及室外沟管道不得计算场地平整。
3.原土夯实以夯实面积计算工程量。
4.人工挖桩孔土方量按图示桩断面乘以设计桩孔中心线深度计算。
5.人工挖土方、沟槽、地坑等,按设计要求尺寸以“m3”计算。
挖土深度≥1.5m时应计算放坡,且不分土注 (1)计算放坡时,交接处重复工程量不予扣除。
(2)槽、坑作基础垫层时,不论是否支模,均以垫层下表面计算放坡系数,并不再考虑垫层的工作面。
6.挖沟槽、基坑需支挡土板时,其宽度按图示沟槽、基坑底宽,单面加10cm,双面加20cm计算。
挡土板面积,按槽、坑垂直支撑面积计算,支挡土板后,不得再计算放坡。
7.基础施工所需工作面,按下表规定计算:8.挖沟槽长度,外墙按图示中心线长度计算;内墙按图示基础底面间净长线(当基础底面有垫层时,应为垫层底面间净长线)长度计算,内外突出部分(垛、附墙烟囱等)体积并入沟槽土方工程量。
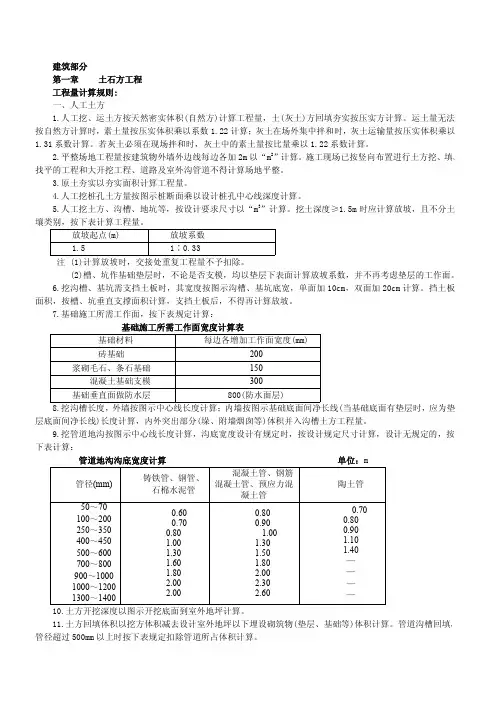
9.挖管道地沟按图示中心线长度计算,沟底宽度设计有规定时,按设计规定尺寸计算,设计无规定的,按下表计算:管道地沟沟底宽度计算单位:m10.土方开挖深度以图示开挖底面到室外地坪计算。
11.土方回填体积以挖方体积减去设计室外地坪以下埋设砌筑物(垫层、基础等)体积计算。
管道沟槽回填,管径超过500mm以上时按下表规定扣除管道所占体积计算。
管道扣除土方体积表单位:m3/m12.房心回填土,按主墙(承重墙或厚度在15cm以上的墙)之间的面积乘以填土平均厚度计算,不扣除垛、附墙烟囱、垃圾道及地沟等所占的体积。
电力建设焊接专业施工定额兰本第9册焊接、热处理、焊缝检验电力工业部电力定额站1994年电力建设焊接专业施工定额兰本目录第一部分 单项定额第一章 管材焊接说明┉┉┉┉┉┉┉┉┉┉413. 搭接角缝双面焊┉┉┉┉┉┉┉┉┉┉┉┉┉841. 小径管氧炔焊┉┉┉┉┉┉┉┉┉┉┉┉┉614. 中薄板材制作单面焊┉┉┉┉┉┉┉┉┉┉┉852. 管材氩弧焊┉┉┉┉┉┉┉┉┉┉┉┉┉┉8第三章 有色金属焊接说明┉┉┉┉┉┉┉┉┉863. 管材氩、电联焊┉┉┉┉┉┉┉┉┉┉┉┉1315. 铜板氧炔焊┉┉┉┉┉┉┉┉┉┉┉┉┉┉┉874. 管材电弧焊┉┉┉┉┉┉┉┉┉┉┉┉┉┉5116. 带型铝母线氩弧焊┉┉┉┉┉┉┉┉┉┉┉┉885. 有缝管电弧焊┉┉┉┉┉┉┉┉┉┉┉┉┉6517. 槽型铝母线氩弧焊第二章 金属结构焊接说明┉┉┉┉┉┉┉┉7218. 管型铝母线氩弧焊┉┉┉┉┉┉┉┉┉┉┉┉906. 对接不开坡口单面焊┉┉┉┉┉┉┉┉┉┉73第四章 钢材氧炔切割说明┉┉┉┉┉┉┉┉┉927. 对接单边坡口单面焊┉┉┉┉┉┉┉┉┉┉7419. 钢板手工氧炔切割┉┉┉┉┉┉┉┉┉┉┉┉938. 对接V型坡口单面焊┉┉┉┉┉┉┉┉┉┉7520. 钢管手工氧炔切割┉┉┉┉┉┉┉┉┉┉┉┉959. 对接U型坡口单面焊┉┉┉┉┉┉┉┉┉┉7721. 钢板机械氧炔切割┉┉┉┉┉┉┉┉┉┉┉10910. 对接X型坡口双面焊┉┉┉┉┉┉┉┉┉┉79第五章 焊口热处理说明┉┉┉┉┉┉┉┉┉┉11011. T型接无坡口单面焊┉┉┉┉┉┉┉┉┉┉8122. 碳钢焊口热处理┉┉┉┉┉┉┉┉┉┉┉┉11212. T型接K型坡口双面焊┉┉┉┉┉┉┉┉┉8323. 低合金钢焊口热处理┉┉┉┉┉┉┉┉┉┉11524. 中高合金钢焊口热处理┉┉┉┉┉┉┉┉12438. K型接坡口双面焊┉┉┉┉┉┉┉┉┉┉┉┉19325. 氧炔火焰加热焊口预热┉┉┉┉┉┉┉┉13339. 搭接角缝双面焊┉┉┉┉┉┉┉┉┉┉┉┉194第六章 焊缝质量检验说明┉┉┉┉┉┉┉13540. 板材构件安装单面焊┉┉┉┉┉┉┉┉┉┉19526. X射线探伤┉┉┉┉┉┉┉┉┉┉┉┉┉13741. 金属结构件安装焊接┉┉┉┉┉┉┉┉┉┉19627. r射线探伤┉┉┉┉┉┉┉┉┉┉┉┉┉139第九章 焊口热处理说明┉┉┉┉┉┉┉┉┉┉19728. 超声波探伤┉┉┉┉┉┉┉┉┉┉┉┉┉14542. 碳钢焊口热处理┉┉┉┉┉┉┉┉┉┉┉┉198第二部分 综合定额43. 低合金钢焊口热处理┉┉┉┉┉┉┉┉┉┉202第七章 管材焊接说明┉┉┉┉┉┉┉┉┉14744. 中高合金钢焊口热处理┉┉┉┉┉┉┉┉┉21529. 锅炉受热面管子焊接┉┉┉┉┉┉┉┉┉148第十章 焊缝检验说明┉┉┉┉┉┉┉┉┉┉22830. 承压管道焊接┉┉┉┉┉┉┉┉┉┉┉┉15745. 射线探伤┉┉┉┉┉┉┉┉┉┉┉┉┉┉┉22931. 工业管道焊接┉┉┉┉┉┉┉┉┉┉┉┉17846. 超声波探伤┉┉┉┉┉┉┉┉┉┉┉┉┉┉23032. 氩电联焊管道焊接┉┉┉┉┉┉┉┉┉┉18247. 理化检验┉┉┉┉┉┉┉┉┉┉┉┉┉┉┉231第八章 金属结构安装焊接说明┉┉┉┉┉186第十一章 焊工培训说明┉┉┉┉┉┉┉┉┉┉23233. 对接不开坡口单面焊┉┉┉┉┉┉┉┉┉18748. Ⅰ类小径管焊工培训┉┉┉┉┉┉┉┉┉┉23334. 对接单边坡口单面焊┉┉┉┉┉┉┉┉┉18849. Ⅰ类大径管焊工培训┉┉┉┉┉┉┉┉┉┉23435. 对接V型坡口单面焊┉┉┉┉┉┉┉┉┉18950. Ⅱ类小径管焊工培训┉┉┉┉┉┉┉┉┉┉23536. 对接X型坡口双面焊┉┉┉┉┉┉┉┉┉19051. Ⅱ类大径管焊工培训┉┉┉┉┉┉┉┉┉┉23637. T型接无坡口双面焊┉┉┉┉┉┉┉┉┉19152. Ⅲ类焊工培训┉┉┉┉┉┉┉┉┉┉┉┉┉237附录:火力发电机组成套设备安装焊接专业综合工日表┉┉┉┉┉┉┉┉┉┉┉238第一部分单 项 定 额第一章 管材焊接说明1.本章包括的项目有手工氧炔焊、手工电弧焊、手工全氩焊、手工氩电联焊单项定额。
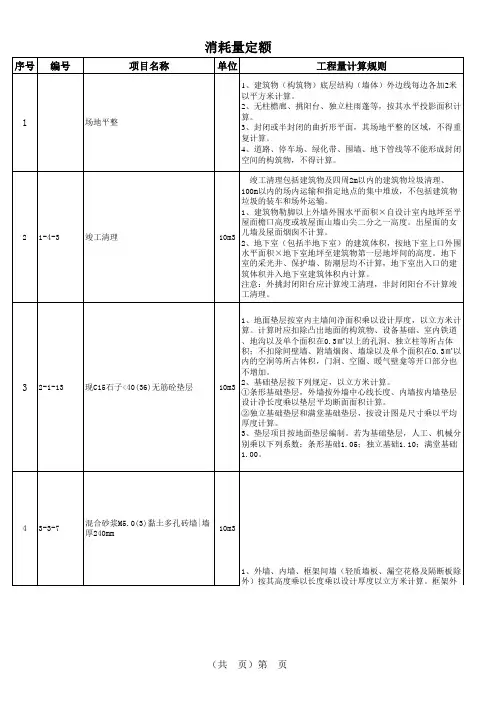
内蒙钢结构工程消耗量定额
一、钢材消耗量定额
1. 钢材的种类:包括碳钢、合金钢、不锈钢等。
2. 钢材的规格:包括板材、型材、管材等。
3. 钢材的消耗量:根据不同的钢结构形式和规格,有不同的消耗量标准。
二、焊接材料消耗量定额
1. 焊条:根据不同的钢材和焊接要求,有不同的消耗量标准。
2. 焊丝:根据不同的钢材和焊接要求,有不同的消耗量标准。
3. 焊剂:根据不同的焊接方法和要求,有不同的消耗量标准。
三、紧固件消耗量定额
1. 螺栓:根据不同的规格和用途,有不同的消耗量标准。
2. 螺母:根据不同的规格和用途,有不同的消耗量标准。
3. 垫圈:根据不同的规格和用途,有不同的消耗量标准。
四、涂料消耗量定额
1. 涂料的种类:包括油漆、防腐涂料、防火涂料等。
2. 涂料的消耗量:根据不同的涂刷方法和要求,有不同的消耗量标准。
五、气体消耗量定额
1. 气体的种类:包括氧气、乙炔、丙烷等。
2. 气体的消耗量:根据不同的焊接方法和要求,有不同的消耗量标准。
六、劳动力消耗量定额
1. 工人的种类:包括焊工、铆工、油漆工等。
2. 工人的数量:根据不同的工程规模和要求,有不同的消耗量标准。
七、机械消耗量定额
1. 机械的种类:包括焊机、切割机、钻床等。
2. 机械的消耗量:根据不同的机械型号和使用要求,有不同的消耗量标准。
八、其他材料消耗量定额
1. 其他材料的种类:包括填充材料、保护材料等。
2. 其他材料的消耗量:根据不同的工程要求和使用情况,有不同的消耗量标准。

常用焊材定额标准目录1.封面.............................................................................................. ..1 2.目录. (2)3.前言 (3)4.手工角接焊缝焊材消耗量定额标准....................................................... ..4 5.手工对接焊缝焊条消耗量定额标准 (5)6.埋弧自动焊对接焊缝焊材消耗量定额标准 (6)7.埋弧自动焊(×型坡口)对接焊缝焊材消耗量定额标准........................ (7)8.CO2单面焊对接焊缝焊材消耗量定额标准.............................................8-11 9.CO2打底+埋弧焊盖面对接焊缝焊材消耗量定额标准.............................12-14 10.SG―2对接焊缝焊材消耗量定额标准................................................15-16 11.焊材消耗量计算公式. (17)前言本《常用焊材定额标准》,材料消耗定额量是通过焊接实测计算出的结果。
由于在测试过程中每种板材厚度不全,所得的实测数据不连续,因此在归纳整理数据过程中使用插值的方法予以补充,得出此焊材消耗定额标准。
1 范围本标准规定了各类焊缝手工及自动焊接材料消耗定额。
本标准适用于船舶新制工程,船舶维修、改装工程也可参照使用。
2 焊材消耗量定额2.1手工角接焊缝焊材消耗量定额标准2.2手工对接焊缝焊条消耗量定额标准注:焊缝坡口当采用碳弧气刨时,消耗量应较表列数量增加20%。
2.3 埋弧自动焊对接焊缝焊材消耗量定额标准2.4 埋弧自动焊(×型坡口)对接焊缝焊材消耗量定额标准2.5、CO2单面焊对接焊缝焊材消耗量定额标准2.6 CO2打底+埋弧焊盖面对接焊缝焊材消耗量定额标准2.7 SG―2对接焊缝焊材消耗量定额标准。
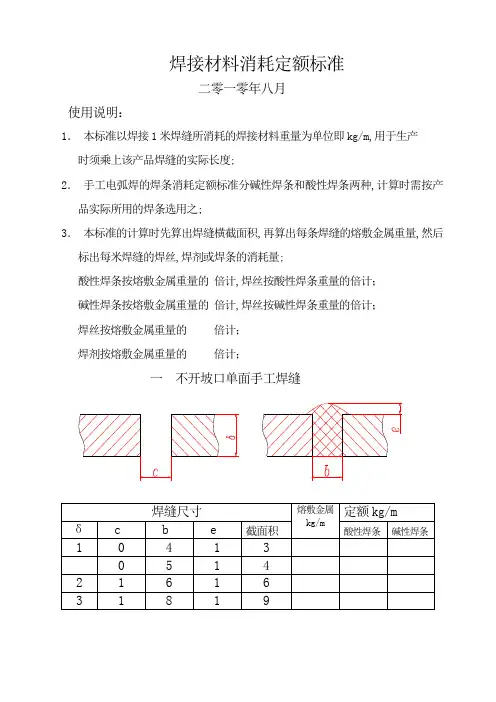
焊接材料消耗定额标准二零一零年八月使用说明:1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位即kg/m,用于生产时须乘上该产品焊缝的实际长度;2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之;3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量;酸性焊条按熔敷金属重量的倍计,焊丝按酸性焊条重量的倍计;碱性焊条按熔敷金属重量的倍计,焊丝按碱性焊条重量的倍计;焊丝按熔敷金属重量的倍计;焊剂按熔敷金属重量的倍计;一不开坡口单面手工焊缝二不开坡口双面手工焊缝三 V型坡口单面手工焊缝四 V型坡口双面手工焊缝五对称双面X型坡口手工焊缝六单面U型坡口手工焊缝七不开坡口丁字接头单面手工焊缝注:双面焊定额加倍. δ1≥δ. 八单面V型坡口角度手工焊缝双面焊九油缸缸底焊缝焊丝定额CG1-30型气割机切割规范钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV 常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式国际焊接学会:C eq=C+Mn/6+Cr+Mo+V/5+Ni+Cu/15 %当C eq>%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热.Ito-Bessyo计算预热温度公式:T0=[])C︒350C-(25.0——T0预热温度℃——C=C X+C P————尺寸碳当量: C P=C X S为板厚————成分碳当量: C X=C+Mn+Cr/9+Ni/18+7Mo/90钢板最小弯曲半径圆钢最小弯曲半径钢管最小弯曲半径L=π×R+Y系数×T×θ/90L: 钣金展开长度; R: 折弯处的内侧半径; T: 材料厚度; θ: 折弯角度; Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=π/2×K;材料Y系数K系数软黄铜Soft brass和铜copper硬黄铜Hard brass 和铜、软钢Soft Steel、铝Aluminum硬铜、青铜Bronze、冷轧钢Hard steel、弹簧钢Spring steel油缸油漆定额换算以长度1米为计量单位注:1底漆及面漆的型号、颜色,根据设计要求确定;2稀释剂品种根据漆的品种来选定;3底漆:~m2;稀释剂:底漆+面漆X~;结构件底漆:~m2;面漆:m2两次;稀释剂:底漆+面漆;。

钢管焊接预算定额钢管焊接预算定额》的背景和目的可以简要介绍如下:该定额是为了规范钢管焊接预算并提供指导,以确保工程质量和预算控制。
钢管焊接在很多工程项目中起着重要作用,因此对其进行预算定额的规范是非常必要的。
通过准确的预算定额,可以帮助工程师和项目经理在项目规划和执行过程中制定合理的预算。
同时,定额还提供了关于钢管焊接预算的具体指导和建议,使工程团队能够更好地进行预算控制和成本管理。
钢管焊接预算定额的编制基于经验总结和实践,结合钢管焊接的特点进行了系统的分析和归纳。
通过参考和应用该定额,可以提高钢管焊接工程的效率和质量,减少预算超支和成本风险。
总之,本文将详细介绍《钢管焊接预算定额》的内容和应用,并为工程师和项目经理提供钢管焊接预算的参考依据,以确保工程的成功实施。
钢管焊接预算定额》的结构由以下主要章节组成:预算编制原则:该章节详细介绍了编制钢管焊接预算的基本原则和方法。
这包括确定费用计算依据、材料和人工成本的考虑因素等内容。
工程量计算方法:该章节描述了钢管焊接工程中工程量计算的具体方法和步骤。
这包括计算所需钢管数量、焊接材料的用量、焊接时间等。
费用计算:该章节说明了如何根据工程量计算和其他相关因素计算钢管焊接的费用。
这包括材料费、人工费、设备费、管理费等费用的计算方法。
其他注意事项:该章节提供了一些额外的注意事项,例如安全措施、质量要求和监控等方面的考虑。
每个章节都会详细阐述相关的内容和要点,以帮助用户编制钢管焊接预算时能够准确全面地考虑各个方面的因素。
在这一段中,我们将介绍《钢管焊接预算定额》适用的范围和条件。
该定额适用于钢管焊接工程,包括各种规格和材质的钢管焊接。
它适用于建筑工程、桥梁工程、管道工程等不同类型的工程项目。
该定额的特点在于,提供了一套标准化的预算计算方法,能够确保钢管焊接工程的经济合理性和施工质量。
它基于相关法律法规和技术标准,为钢管焊接工程提供了详细的预算规定和参考指南。
在适用该定额时,应注意遵守相关的法律法规和技术标准。
最近做施工,发现钢附框焊接预算部要我提供焊条用量,本人对这个不太熟,还想请教各们大虾,一般焊条用量怎样算较准确,感谢!!回复:焊条重量W=焊缝截面积S*焊缝长度L/焊条熔敷系数N;N=0.5-0.6(焊条头的损耗、药皮损耗、飞溅损耗)楼上的朋友,我看了你的公式不太懂,比如焊角尺寸为6mm,焊一米长的焊缝所用焊条重量是多少呢?同意二楼算法,楼上所提出的两个贴子所讨论的算法都不全面,只能做参考,实际可根据按二楼所说,先焊缝断面积*焊缝长度*钢比重/消耗率.值得一提的是消耗率根据焊接形式及结构形式不同而不同,普通电焊条在50%~60%,气保焊在85%,埋弧焊更低,同时焊工操作水平不同,消耗率也不同; 另须注意的是焊缝断面积须注意焊缝矢高,角焊缝矢高部份面积约为三角形面积的1.21倍.以角焊为例,焊脚为10MM,焊缝长为10M,则焊材用量为:=0.010*0.01/2*1.21*7850*10/0.6(以电焊条损耗计算)1、提问者很清楚的说明是焊条而非焊丝或其他焊接材料的消耗量。
2、焊缝的截面积当然包括余高在内的消耗的焊条用量,否则会以焊脚高度作为计算参数而不以焊缝截面积。
3、熔敷系数取0.5-0.6是考虑了焊工留焊条头的长短,焊条药皮的厚薄等因素,否则不会用一个取值范围。
4、当然所得到的结果是估算或者说是概算,并非结算。
补充一句,焊脚高及焊缝形式是焊缝面积计算的依据同意dwandwan的看法,我就是想知道焊缝截面积的计算,你说“另须注意的是焊缝断面积须注意焊缝矢高,角焊缝矢高部份面积约为三角形面积的1.21倍”,是指按照三角形算出的面积再乘以1.21吧,我的那个是焊脚为6mm,焊缝面积是6×6/2×1.21=21.8mm2,是这样吗?最近要用到焊缝面积,不知道如何算,不知道我的理解对不对。
6MM焊缝是这样算的,焊脚高度再大的话就适当降低1.21的比例.H型钢制作:15kg/t轻钢厂房综合:12kg/t根据各位大虾的施工经验,一个有代表水平的焊工,一天(8小时)能焊接多少达因量呢?折合成114的管口普通氩电联焊大概每天12道左右焊工的焊接量,根据材质、管径来综合考虑,如果更切合实际一点还应结合管道的施工位置,含支架安装等来计算,下面是我的经验(考虑同管工配合的正常作业及一定经验的管工及合格的焊工):1、预制厂(非自动化或半自动化):DN40 以下对焊CS 35 达因 SS 28 达因DN40 以上对焊CS 48达因 SS 40达因DN40 以下承插焊 CS 50 达因 SS 45达因2、预制部分焊口后现场安装:DN40 以下对焊 CS 18达因 SS 15达因,DN40 以上对焊CS 20达因 SS 18达因DN40 以下承插焊 CS 22 达因 SS 20达因如果是塔区及高空或管廊以上完成量相应减少约30%。
焊工焊接定额的编制焊工焊接定额的编制一、定额编制方法1.准备时间准备时间是深入生产现场,根据现场实际情况确定工时。
2.基本时间基本时间是根据生产实际中的焊接形式,焊缝长度焊丝直径,焊接方法等一系列的计算而得。
3.辅助时间为保证实现基本工作而执行的各种操作所消耗的时间4.休息时间和生理需要时间具体看工作量的大小而定。
5.结束时间结束时间就是所有焊接完成后的整理工作时间,如使用的焊接方法越多,整理的时间越长,根据相对的焊接方法给出合理的时间定额。
二、焊接定额计算1.准备时间①简单的工作时:10分钟;②中等复杂的工作时:17分钟;③复杂的工作时:24分钟。
2.基本时间焊接基本时间Tj Tj=A*L/(V*S* )(min)其中A为焊缝横截面面积mm2,L为焊缝长度m,V为焊接速度(m/min),S为焊丝横截面面积mm2,ω为焊丝的熔敷率。
实芯CO2气体保护焊丝熔敷率取85%,药芯焊丝熔敷效率取90%,手工焊条的熔敷率取80%由于工件重量不同,在焊接基本时间的基础上乘以相应的系数:一般情况下:W≤5kg 时,系数取1,5﹤W≤10kg时,系数取1.05,10﹤W≤20kg时,系数取1.1,20﹤W≤100kg 时,系数取1.15,W >100kg时,系数取1.2。
焊接位置的不同所花费的时间也不同,因此,针对位置取不通的系数值,一般情况下:平焊位置1.0,横焊位置1.2,立焊位置1.3,仰焊位置1.4。
3.辅助时间它包括:①换焊条时间(t1)。
换焊条时间是以焊缝金属的体积乘以熔敷1厘米3焊条金属时所需要的平均更换焊条时间②测量和检查焊缝时间(t2)。
测量和检查焊缝的时间是以焊缝长度乘以与焊缝位置有关的指标来确定。
③清理焊缝和边缘时间(t3)。
清理焊缝和边缘的时间与焊缝长度(米)和熔敷金属的层数有关,可按下式求得:t3=L[0.6+1.2(n-1)](分)式中n——层数。
④焊件翻身时间(t4)。
焊件翻身所消耗的时间与焊件的重量有关,如:W≤5kg时,每次翻转时间为1min,5﹤W≤10kg时,每次翻转时间为2min;10﹤W≤20kg时,每次翻转时间为3min,20﹤W≤100kg 时,每次翻转时间为6min,W>100kg时,每次翻转时间为10min。
中石化压力管道寸口焊接定额
摘要:
1.中石化压力管道寸口焊接定额的概述
2.焊接定额的计算方法
3.焊接定额的应用实例
4.中石化压力管道寸口焊接定额的注意事项
正文:
一、中石化压力管道寸口焊接定额的概述
中石化压力管道寸口焊接定额是指在中石化压力管道焊接过程中,根据管道的尺寸和焊接方式,预先设定的焊接工时和焊接材料消耗量的标准。
这一定额标准对于保证工程质量、控制成本和提高施工效率具有重要的指导意义。
二、焊接定额的计算方法
焊接定额的计算主要包括以下几个步骤:
1.确定管道的尺寸和材料:首先要了解管道的直径、壁厚、材料等信息,这些参数将直接影响到焊接的方式和所需材料。
2.确定焊接方式:根据管道的尺寸和材料,选择合适的焊接方式,如手工电弧焊、气体保护焊等。
3.查阅焊接定额表:根据焊接方式和管道尺寸,查阅相关的焊接定额表,得到对应的焊接工时和材料消耗量。
4.计算焊接定额:根据焊接工时和材料消耗量,计算出总的焊接定额。
三、焊接定额的应用实例
以一条直径为200mm、壁厚为10mm 的碳钢管道为例,采用手工电弧
焊进行焊接,根据焊接定额表,可得到焊接定额为20 小时,焊接材料消耗量为10 公斤。
四、中石化压力管道寸口焊接定额的注意事项
1.在计算焊接定额时,应考虑到各种因素,如施工环境、焊接技术水平等,以确保计算结果的准确性。
2.焊接定额应定期进行修订,以适应新的施工技术和材料。
各类焊接方法焊接材料消耗系数表1.CO2对接焊缝(单面焊双面成型,6mm间隙)焊接材料消耗量,kg/m板厚mm平焊立焊横焊/仰焊综合消耗量kg/m 平/立/横8/1/13 0.400.480.46 0.414 4 0.510.610.58 0.527 5 0.670.810.77 0.694 6 0.800.960.92 0.828 7 0.921.101.06 0.952 8 0.961.151.11 0.994 9 1.341.611.54 1.387 10 1.441.731.66 1.491 11 1.62.01.86 1.666 12 1.802.162.07 1.863 13 2.02.422.31 2.073 14 2.202.642.53 2.277 15 2.412.982.79 2.505 16 2.603.122.99 2.691 17 2.823.343.21 2.911 18 3.053.673.54 3.161 19 3.293.913.78 3.401 20 3.544.164.03 3.651 21 3.84.424.29 3.911 22 4.074.694.56 4.181 2.CO2对接焊缝(反扣清根双面焊,0mm间隙)焊接材料消耗量,kg/m板厚mm平焊立焊横焊/仰焊综合消耗量kg/m 平/立/横8/1/13 0.500.580.56 0.514 4 0.590.70.67 0.609 5 0.730.870.83 0.754 6 0.861.020.98 0.888 7 0.961.141.1 0.992 8 11.191.15 1.034 9 1.371.641.58 1.418 10 1.451.751.68 1.503 11 1.622.021.88 1.686 12 1.802.162.07 1.863 13 1.952.372.26 2.023 14 2.152.582.48 2.226 15 2.342.892.71 2.432 16 2.523.032.9 2.609 17 2.743.243.12 2.82818 2.933.533.4 3.03719 3.163.763.63 3.26720 3.43.993.87 3.50621 3.624.214.09 3.72622 3.884.474.34 3.985 3.埋弧焊对接焊缝焊接材料消耗量,kg/m板厚mmI型坡口V型坡口X型坡口4 0.3065 0.3476 0.3887 0.4398 0.4909 0.54110 0.60211 0.63812 0.66313 0.955(含反扣)14 1.033(含反扣)15 1.45816 1.54517 1.69918 1.78419 1.87320 1.96521 2.04422 2.1264.角焊缝(CO2焊、手工焊)普通填角焊缝焊接材料消耗量,kg/m焊脚高度mm平焊立焊横焊/仰焊综合消耗量kg/m 平/立/横8/1/13 0.180.220.21 0.187 4 0.240.290.28 0.249 5 0.300.360.35 0.311 6 0.390.460.44 0.402 7 0.480.580.55 0.577 8 0.580.690.66 0.599 9 0.700.840.81 0.725 10 0.800.96 0.92 0.828深熔焊(P.P.)焊接材料消耗量,kg/m综合消耗量kg/m 板厚mm平焊立焊横焊/仰焊0.48/0.48 0.480.38/0.386 0.30/0.300.58/0.58 0.580.45/0.457 0.36/0.360.53/0.530.67/0.67 0.678 0.42/0.420.77/0.77 0.770.6/0.69 0.48/0.480.67/0.670.85/0.85 0.8510 0.53/0.530.72/0.720.93/0.93 0.9312 0.57/0.570.95/0.95 0.950.74/0.7412 0.59/0.591.01/1.01 1.010.79/0.7913 0.63/0.631.07/1.07 1.070.84/0.8414 0.67/0.671.17/1.17 1.170.92/0.9215 0.73/0.731.27/1.27 1.270.99/0.9916 0.79/0.791.19/1.191.56/1.56 1.5617 0.93/0.931.67/1.67 1.671.30/1.3018 1.04/1.041.49/1.491.93/1.93 1.9319 1.17/1.171.58/1.582.02/2.02 2.0220 1.26/1.26全焊透(F.P.)焊接材料消耗量,kg/m综合消耗量kg/m 板厚mm平焊立焊横焊/仰焊6 0.40/0.40.64/0.64 0.640.5/0.50.77/0.77 0.777 0.48/0.480.6/0.60.90/0.90 0.908 0.56/0.560.7/0.71.03/1.03 1.030.8/0.89 0.64/0.641.14/1.14 1.1410 0.71/0.710.89/0.891.22/1.22 1.220.94/0.9411 0.75/0.751.27/1.27 1.270.99/0.9912 0.79/0.791.35/1.35 1.351.05/1.0513 0.84/0.841.43/1.43 1.431.11/1.1114 0.89/0.891.55/1.55 1.551.21/1.2115 0.97/0.971.68/1.68 1.681.31/1.3116 1.05/1.052.08/2.08 2.081.59/1.5917 1.24/1.241.74/1.742.23/2.23 2.2318 1.39/1.392.67/2.67 2.672.07/2.0719 1.55/1.552.18/2.182.82/2.82 2.8220 1.66/1.66说明:1、采用CO2焊接方法计算焊材消耗量时,应乘以1.6的系数;2、采用手工电弧焊的焊接方法计算焊材消耗量时,应乘以1.8的系数;3、考虑到现场施工的实际情况,计算对接缝焊材消耗量时,应乘以1.4的系数;计算角焊缝时,应乘以2.0的系数。
焊接材料消耗定额计算方法1、本标准适用于锅炉、压力容器焊材定额的制定和选用2、引用标准GB324《焊缝符号表示法》GB985《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》GB986《埋弧焊焊缝坡口的基本形式和尺寸》3、焊接材料的选择3.1.焊条的选择原则3.1.1考虑母材的机械性能和化学成分(常见化学成分和焊缝金属机械参见表)1、普通结构钢的焊接,通常要求焊缝金属与母材等强度,应选用抗拉强度等于或稍高于母材的焊条2、对于合金结构钢,通常要求焊缝金属的主要成分与母材金属相同或者相近。
3、当母材中C及S、P等元素含量偏高时,焊缝金属容易产生裂纹,应选用抗裂性能好的低氢型焊材。
⑴低碳钢或低合金高强钢的焊接应根据钢材的抗拉强度来选择等强或稍高强度的焊材。
⑵耐热钢或不锈钢的焊接,应选用熔敷金属化学成分与母材相同或相近的焊条⑶异种钢焊接材料的选择比较复杂,选择时应遵循以下一般原则:①组织基本类似,强度等级不同的钢之间的焊接,最好选用抗拉强度介于被焊材料之间的折中焊条。
②碳钢、低碳钢、耐热钢与奥氏体钢焊接,如果产品工作温度较低,选用Cr25Ni13型不锈钢填充金属。
③碳钢与耐热钢焊接4应选用E5015型焊条。
3.1.2考虑焊件的结构复杂程度和刚性⑴形状复杂、结构刚性大以及厚度大的焊件必须采用抗裂性能较好的低氢焊条⑵考虑焊件的工作条件,包括载荷、介质和温度等,选用相应的能满足使用要求的焊条,如高温条件下工作的焊件应选择耐热钢焊条,接触腐蚀介质的焊条应选择不锈钢焊条,承受动载或冲击载荷的焊件应选择强度较高、塑性和韧性较高的低氢型焊条。
在没有规定的情况下,一般受压件选择碱性焊条,结构件选择酸性焊条,对于同一强度级别或同一化学成分的焊条,碱性焊条可代替酸性焊条,强度略低的焊条,但不得反代。
3.1.4考虑改善焊工劳动条件,提高劳动生产率,经济合理性等方面在酸性焊条和碱性焊条都可满足性能的要求时,应尽量采用酸性焊条,在使用性能相同的基础上选择价格较低的焊条。
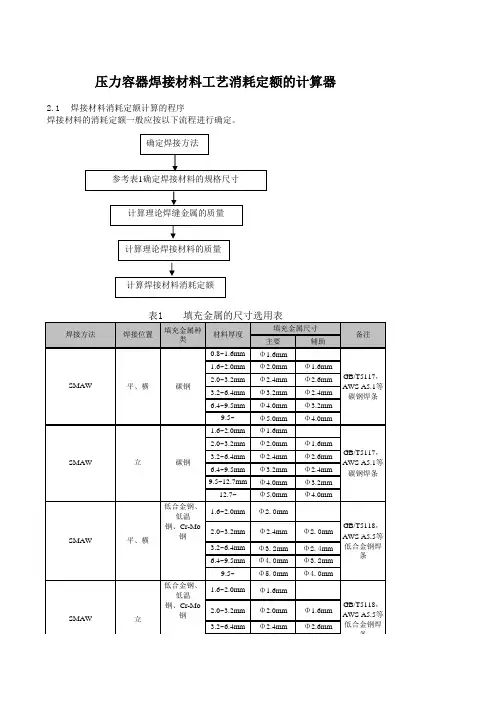
焊材耗量用量计算表
本文介绍了制定焊接材料消耗工艺定额标准所采用的系数,并给出了不同管子对接焊缝的焊缝截面积表格。
焊接材料消耗工艺定额标准所采用的系数是根据不同焊接方式和填充金属重量来确定的。
比如手工焊的系数是G填=G
条/0.5,而埋弧自动焊的系数是G丝=1.1 G填G剂=1.3 G填。
此外,不同焊接方式的焊丝和焊条的定额也不同。
表格中给出了不同管子对接焊缝的焊缝截面积,可以根据管壁厚度来查找。
同时,表中还注明了焊丝和焊条的定额,以及当采用手工氩弧焊打底、手工电弧焊盖面时,表中焊条应乘以0.8的情况。
另外,氩弧焊打底的焊丝按6Kg/100个头计算。
需要注意的是,本文中存在一些格式错误和明显有问题的段落,需要删除或改写。