船体分段钢结构焊接材料消耗定额计算方法
- 格式:doc
- 大小:52.50 KB
- 文档页数:3
关于焊材消耗定额的计算
编制:张洪宇 毕业学校:中南大学 专业:机车车辆
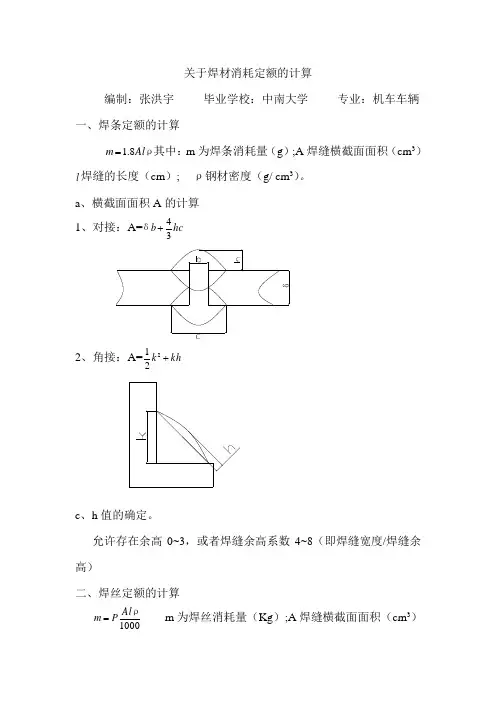
一、焊条定额的计算
ρAl m 8.1=其中:m 为焊条消耗量(g );A 焊缝横截面面积(cm 3)
l 焊缝的长度(cm );
ρ钢材密度(g/ cm 3)。
a 、横截面面积A 的计算
1、对接:A=hc b 34
+δ
2、角接:A=kh k +221
c 、h 值的确定。
允许存在余高0~3,或者焊缝余高系数4~8(即焊缝宽度/焊缝余高)
二、焊丝定额的计算
1000ρ
Al P m = m 为焊丝消耗量(Kg );A 焊缝横截面面积(cm 3)
L 焊缝的长度(cm );ρ钢材密度(g/ cm 3);p 损耗系数,气体保护焊接p=1.06,埋弧焊p=1.02。
a 、横截面面积A 的计算
1、对接:A=hc b 34+δ
(图形同上) 2、角接:A=kh
k +221
(图形同上) c 、h 值的确定。
允许存在余高0~3,或者焊缝余高系数4~8(即焊缝宽度/焊缝余高)。
三、焊剂消耗定额的制定
概略计算约是焊丝消耗量的1倍。
四、保护气体的消耗量
概略计算约是焊丝消耗量的0.7倍。
附录:
角度焊缝长度密度列表。

钢质造船及经营维修物资料消耗定额手册一、概述在船舶制造和维修过程中,物资消耗的管理和控制是非常重要的。
钢质造船及经营维修物资料消耗定额手册作为一种规范和参考,对于船舶制造企业和维修单位都具有重要的指导意义。
本手册将对钢质造船及经营维修涉及的主要物资消耗进行定额化以及管理方法进行详细介绍。
二、钢质造船物资消耗定额1. 钢材消耗在船舶建造过程中,钢材是主要的原材料之一。
根据船舶建造的不同类型和大小,钢材的消耗量也会有所不同。
一般来说,船舶建造中常用的钢材有船体用钢、舾装用钢等。
在物资消耗定额手册中,应该明确不同种类船舶建造所需的钢材消耗定额,以及不同级别和种类的船舶对应的钢材消耗标准。
2. 焊材消耗船舶的焊接是船体制造的重要环节,在焊接过程中耗费的焊材也是不容小觑的。
物资消耗定额手册中应该包括不同类型和规格的焊材的消耗标准,以及根据船舶的大小和结构特点进行合理的定额规定。
3. 防腐材料消耗船舶建造后需要进行防腐处理,而防腐材料的消耗也是物资管理的重要一环。
在物资消耗定额手册中,应包括船舶防腐涂料、底漆等材料的消耗标准,以确保在船舶建造过程中进行合理的物资消耗管理。
三、经营维修物资消耗定额1. 维修用钢材消耗船舶在使用和运营过程中,经常需要进行维修保养,这就需要大量的维修用钢材。
在经营维修物资消耗定额手册中,应包括不同种类和规格的钢材的消耗标准,以及按照船舶不同部位和结构的维修所需进行合理的定额规定。
2. 维修用焊材消耗船舶维修中焊接作业也是常见的工作环节,因此维修用焊材的消耗管理也是很重要的。
在经营维修物资消耗定额手册中,应包括不同类型和规格的焊材的消耗标准,以及根据船舶不同部位和维修工艺的需要进行合理的定额规定。
3. 维修用油漆消耗船舶维修中还需要进行油漆喷涂工作,因此维修用油漆的消耗管理也是必不可少的一环。
在经营维修物资消耗定额手册中,应包括不同类型和规格的油漆的消耗标准,以及根据船舶不同部位和维修工艺的需要进行合理的定额规定。
船体分段钢结构焊接材料消耗定额计算方法
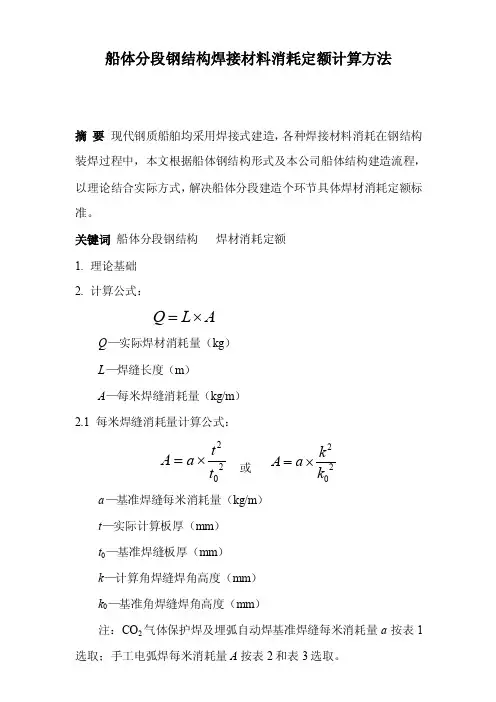
摘 要 现代钢质船舶均采用焊接式建造,各种焊接材料消耗在钢结构装焊过程中,本文根据船体钢结构形式及本公司船体结构建造流程,以理论结合实际方式,解决船体分段建造个环节具体焊材消耗定额标准。
关键词 船体分段钢结构 焊材消耗定额 1. 理论基础 2. 计算公式:
A L Q ⨯=
Q —实际焊材消耗量(kg ) L —焊缝长度(m )
A —每米焊缝消耗量(kg/m ) 2.1 每米焊缝消耗量计算公式:
202
t t a A ⨯= 或 2
2
k k a A ⨯=
a —基准焊缝每米消耗量(kg/m ) t —实际计算板厚(mm )
t 0—基准焊缝板厚(mm ) k —计算角焊缝焊角高度(mm ) k 0—基准角焊缝焊角高度(mm )
注:CO 2气体保护焊及埋弧自动焊基准焊缝每米消耗量a 按表1选取;手工电弧焊每米消耗量A 按表2和表3选取。
3. 焊材使用说明
装焊使用焊接材料按图纸中对焊接要求执行,装配阶段使用手工焊条。
装配焊缝长度计算说明:部件区域每米装配长度按160mm焊缝计算,分段区域每米装配长度按300mm焊缝计算,装配角焊缝和对接焊缝均按角焊缝6mm焊角高度计算。
表1 CO2气体保护焊及埋弧自动焊基准焊缝焊材消耗标准
表2 手工电弧焊对接焊焊条消耗标准
表3 手工电弧焊角焊缝焊条消耗标准
关于印发《船体钢结构焊接材料消耗定额计算方法(暂行)》的通知公司各单位:
为了对公司船舶产品船体钢结构焊接材料消耗进行定额管理,特制定《船体钢结构焊接材料消耗定额计算方法(暂行)》,现予印发,请各单位遵照执行。
2010.7.30。
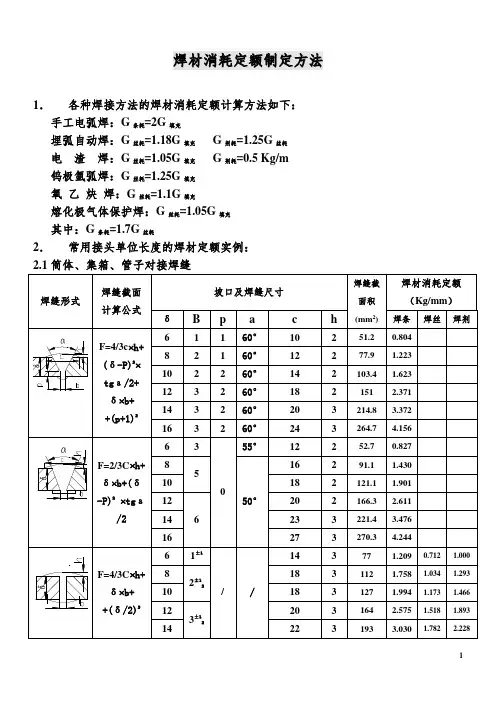
1.各种焊接方法的焊材消耗定额计算方法如下:手工电弧焊:G条耗=2G填充埋弧自动焊:G丝耗=1.18G填充G剂耗=1.25G丝耗电渣焊:G丝耗=1.05G填充G剂耗=0.5 Kg/m钨极氩弧焊:G丝耗=1.25G填充氧乙炔焊:G丝耗=1.1G填充熔化极气体保护焊:G丝耗=1.05G填充其中:G条耗=1.7G丝耗2.常用接头单位长度的焊材定额实例:2管接头、吊耳、钢架等结构角焊缝2.3 热交换器、空气预热器管子与管板对接焊缝2.4常用焊缝填充金属比重单位:g/cm 3角焊缝焊材计算系数Kg/m2=0.0314 7=0.3847 14=1.5386 3=0.0707 8=0.5024 15=1.7663 4=0.1256 9=0.6359 16=2.00965=0.1963 10=0.758 18=2.54346=0.2826 12=1.1304 20=3.144.5=0.1503各种焊接材料互换系数G焊条=2G填充=1.25G焊丝=1.7Gco2=1.75G焊剂焊材转换系数焊条:埋弧焊丝:焊剂=1:0.6:0.9氩弧焊打底的角焊缝焊材定额(Kg/m)焊角坡口为50°δ2=0.0186*1.2=0.02256 δ3=0.0421*1.2=0.05052δ4=0.0749*1.2=0.0899δ5=0.11694*1.2=0.14073 δ6=0.16839*1.2=0.2021δ7=0.2292*1.2=0.2751δ8=0.29936*1.2=0.3593氩弧焊打底的对接焊缝焊材定额(Kg/m)焊角坡口为60°δ2=0.01813*1.2=0.02176 δ3=0.04079*1.2=0.04895δ4=0.07252*1.2=0.08742 δ5=0.1133*1.2=0.13597δ6=0.16316*1.2=0.1958 δ7=0.2220*1.2=0.2665全焊透骑座式管头焊材定额(焊条)(kg/个)插入式管头焊材定额及封板定额(Kg/个)对接板的焊材定额(kg/m)(焊条)。
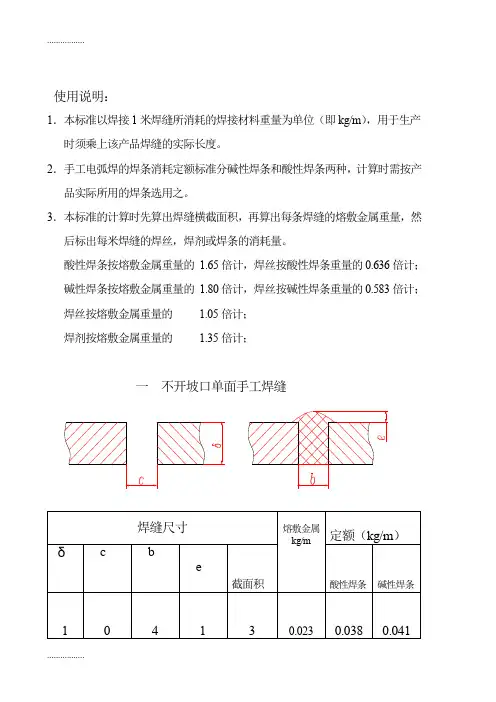
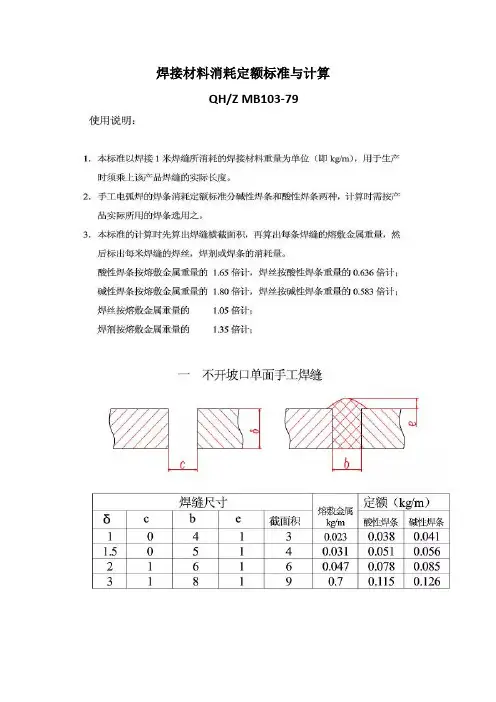
使用说明:
1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的1.65倍计,焊丝按酸性焊条重量的0.636倍计;
碱性焊条按熔敷金属重量的1.80倍计,焊丝按碱性焊条重量的0.583倍计;
焊丝按熔敷金属重量的 1.05倍计;
焊剂按熔敷金属重量的 1.35倍计;
一不开坡口单面手工焊缝
二不开坡口双面手工焊缝
三V型坡口单面手工焊缝
四V型坡口双面手工焊缝
五对称双面X型坡口手工焊缝
六单面U型坡口手工焊缝
八单面V型坡口角度手工焊缝(双面焊)。
钢构加工定额损耗计算公式钢结构是一种重要的建筑材料,广泛应用于工业厂房、桥梁、体育场馆等各类建筑中。
在钢结构加工过程中,由于材料的损耗和浪费,需要对损耗进行合理的计算和控制,以确保加工过程的经济效益和质量。
钢构加工定额损耗计算公式是针对钢结构加工过程中的损耗情况进行计算的一种方法,通过该公式可以合理地估算材料的损耗量,从而为生产过程的管理和控制提供参考依据。
钢构加工定额损耗计算公式的具体内容包括以下几个方面:1. 材料损耗率的计算。
材料损耗率是指在钢结构加工过程中,由于切割、焊接、磨削等工艺操作而导致的材料损耗量与原材料总量的比值。
通常情况下,材料损耗率可以通过实际生产过程中的数据统计和分析来确定,也可以通过历史数据和经验值来估算。
材料损耗率的计算公式为:材料损耗率 = (材料损耗量 / 原材料总量) 100%。
其中,材料损耗量是指在生产过程中由于各种原因而导致的材料损耗量,原材料总量是指生产过程中所使用的原材料的总量。
2. 材料损耗量的计算。
材料损耗量是指在钢结构加工过程中由于各种原因而导致的材料损耗量,通常情况下,材料损耗量可以通过实际生产过程中的数据统计和分析来确定,也可以通过历史数据和经验值来估算。
材料损耗量的计算公式为:材料损耗量 = 原材料总量材料损耗率。
其中,原材料总量是指生产过程中所使用的原材料的总量,材料损耗率是指在钢结构加工过程中由于各种原因而导致的材料损耗率。
3. 损耗成本的计算。
损耗成本是指在钢结构加工过程中由于材料损耗而产生的成本,包括原材料的损耗成本和生产过程中的损耗成本。
通常情况下,损耗成本可以通过实际生产过程中的数据统计和分析来确定,也可以通过历史数据和经验值来估算。
损耗成本的计算公式为:损耗成本 = 材料损耗量材料单价。
其中,材料损耗量是指在生产过程中由于各种原因而导致的材料损耗量,材料单价是指原材料的单价。
通过以上的计算公式,可以合理地估算钢结构加工过程中的材料损耗量和损耗成本,从而为生产过程的管理和控制提供参考依据。
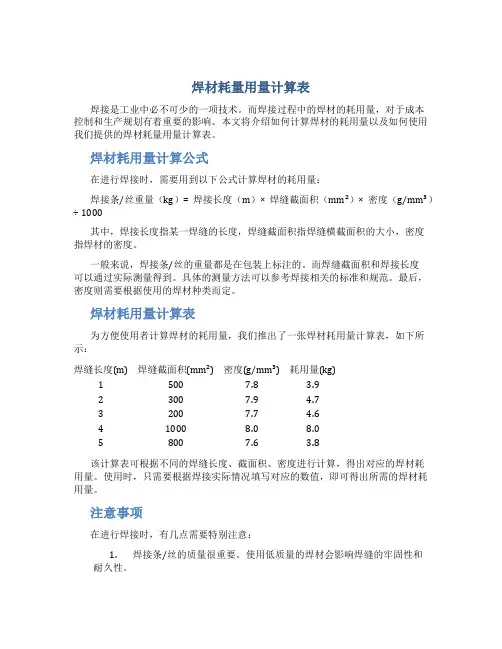
焊材耗量用量计算表焊接是工业中必不可少的一项技术。
而焊接过程中的焊材的耗用量,对于成本控制和生产规划有着重要的影响。
本文将介绍如何计算焊材的耗用量以及如何使用我们提供的焊材耗量用量计算表。
焊材耗用量计算公式在进行焊接时,需要用到以下公式计算焊材的耗用量:焊接条/丝重量(kg)= 焊接长度(m)× 焊缝截面积(mm²)× 密度(g/mm³)÷ 1000其中,焊接长度指某一焊缝的长度,焊缝截面积指焊缝横截面积的大小,密度指焊材的密度。
一般来说,焊接条/丝的重量都是在包装上标注的。
而焊缝截面积和焊接长度可以通过实际测量得到。
具体的测量方法可以参考焊接相关的标准和规范。
最后,密度则需要根据使用的焊材种类而定。
焊材耗用量计算表为方便使用者计算焊材的耗用量,我们推出了一张焊材耗用量计算表,如下所示:焊缝长度(m) 焊缝截面积(mm²) 密度(g/mm³) 耗用量(kg)1 500 7.8 3.92 300 7.9 4.73 200 7.7 4.64 1000 8.0 8.05 800 7.6 3.8该计算表可根据不同的焊缝长度、截面积、密度进行计算,得出对应的焊材耗用量。
使用时,只需要根据焊接实际情况填写对应的数值,即可得出所需的焊材耗用量。
注意事项在进行焊接时,有几点需要特别注意:1.焊接条/丝的质量很重要。
使用低质量的焊材会影响焊缝的牢固性和耐久性。
2.焊接参数需要根据不同焊材种类、工件材料和焊接方法等因素进行调整,以确保焊接质量。
3.良好的焊接环境也对焊接质量有很大的影响,需要保持良好的通风和清洁。
结论通过本文的介绍,相信读者已经对焊材耗用量计算有了更深入的了解。
同时,我们提供的焊材耗用量计算表也将方便焊接工作者快速计算所需用量。
最后,希望焊接工作者们能够认真对待每一次焊接,并严格控制成本,提升生产效率。
中小型船舶空船重量及钢材耗量的估算方法1.建立船舶的设计草图:包括船的外形、尺寸、布局、舱口、机器、辅机和设备布置等。
2.估算船舶的基本结构件重量:将船舶分为船体、上层建筑以及船舶相关设备,并按照一定的经验因子对每个部分进行估算,如船体结构的重量常常使用船舶的修正系数(修正显著性)方法。
3.估算船舶附属设备重量:根据船舶的排水量、船长和业主所要求的装备水平,确定船舶所需的设备和附属装置,然后根据相应的统计资料,对设备按照单位质量和比例进行估算。
4.估算船舶燃料和水的质量:根据航次所需的燃料和水量,结合船舶的工作能力和性质,进行估算。
5.估算船舶装载物重量:根据船舶的设计任务,确定船舶的最大载货量或载客量,然后按照设计航速和设计载货、载人量确定船舶的载货、载人重量。
6.空船重量计算:根据以上各项估算结果,将估算得到的船体结构重量、附属设备重量、燃料和水质量、以及装载物重量合计,即可得到船舶的空船重量。
1.确定船舶的钢结构布置:结合船舶的设计草图,确定船舶的船体结构布置和构造要求,包括甲板、底板、侧壁、船底等。
2.估算船舶的钢材分类:根据船舶的设计要求,将船舶的钢材分为不同的规格和品种。
3.计算船舶各个部位的钢板面积:根据船舶的设计尺寸和形状,计算各个部位的钢板面积,包括甲板、底板、侧壁、船底等。
4.计算各个部位的钢材重量:根据钢板面积和钢材规格的密度,计算各个部位所需的钢材重量。
5.钢材总耗量计算:将各个部位所需的钢材重量合计,即可得到船舶的钢材耗量。
在进行船舶空船重量及钢材耗量的估算时,还需要注意以下几个问题:1.估算的依据和数据应该尽量准确和可靠,可以参考类似船舶的设计实例和统计数据。
2.不同类型的船舶其空船重量和钢材耗量会有不同的估算方法和依据,需要根据具体船舶类型进行相应的调整和处理。
总之,船舶的空船重量及钢材耗量的估算是船舶设计过程中非常重要的一项工作,需要综合考虑船舶的外形、结构、设备及性能等因素,并采用适当的估算方法和依据进行计算。
焊材消耗定额计算首先,焊材消耗定额计算需要明确以下几个参数:1.焊接方法:包括手工电弧焊、埋弧焊、气体保护焊、等离子焊等。
2.焊接材料:焊丝,包括焊芯材料和焊剂,通常根据焊接方法不同而选择不同的焊芯材料和焊剂。
3.焊接层数:焊缝的层数,通常有单层焊缝和多层焊缝两种。
4.焊缝形式:包括直焊缝、横焊缝、角焊缝等形式。
在进行焊材消耗定额计算时,需要根据以上参数选择相应的计算公式。
以下是一些常用的计算公式的示例:1.焊接电流计算:焊接电流(A)= 焊缝长度(m)× 焊接速度(m/min)× 焊丝截面积(mm²/m)2.焊丝消耗量计算:焊丝消耗量(kg/m)= 焊接电流(A)× 焊接时间(h)× 焊丝直径(mm)× 电流效率3.焊剂消耗量计算:焊剂消耗量(kg/m)= 焊缝长度(m)× 焊接速度(m/min)× 焊剂厚度(mm)4.焊剂厚度计算:焊剂厚度(mm)= 焊缝截面积(mm²)× 焊剂密度(kg/m³)÷ 焊缝长度(m)通过以上公式计算得到的数值,即为焊材消耗定额。
需要注意的是,焊材消耗定额计算中还需考虑一些因素的修正:1.考虑焊接过程中的损耗情况,例如焊丝的溅射、飞溅和风化等。
2.考虑焊接工艺因素的修正,包括焊接电流、焊接速度、焊接层数等的影响。
焊材消耗定额计算是一项比较复杂的工作,需要根据具体焊接工艺和焊接材料进行计算。
在实际生产中,可以参考相关的焊接手册和标准,或者请专业人员进行计算。
通过定额计算,可以合理控制焊材消耗量,提高焊接效率和经济效益。
总第90期第3期2004年9月电 站 辅 机Pow er Station Auxiliary EquipmentVol.90,NO.3Sep.2004文章编号:1672-0210(2004)03-0043-05焊接材料消耗定额的计算和分析宦 凌,姚晴里,张淑萍(上海动力设备有限公司工艺处 200090 上海)摘 要:本文主要阐述了产品焊接材料消耗定额的计算方法,并通过对其进行研究,其更深远的意义是,提高企业经济效益,促进焊接技术发展。
关键词:焊接材料消耗;计算;应用中图分类号:TB305 文献标识码:C alculation and Analysis of Expendable Q u antum of Welding MaterialHUAN Ling,Y AO Qingli,ZHAN G Shuping(1.Technological Processing Dept.,Shanghai Power Equip.Co.,Ltd.,Shanghai,200090,China)Abstract:A calculation method of welding material expenditure in production was described in this pa2 per,which is applied to increasing the economic benefits of an enterprise and promoting the development of welding technology.K ey w ords:welding material expenditure;calculation;application1 引言焊接材料消耗定额的计算是企业技术经济管理的一项重要基础工作。
制定先进合理的焊接材料消耗定额,能帮助企业制定采购计划,保证生产任务如期完成。
而对产品焊接材料消耗的计算和研究,其意义则远不止这些。
构成船舶重置全价的主要部分。
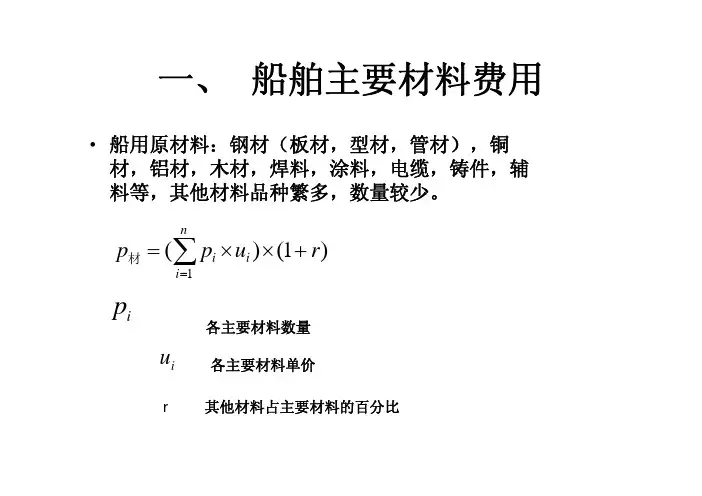
一、材料费用船舶的材料包括钢材、焊接材料、涂装材料、电缆、辅料及其他材料。
1、钢材1)钢材净重钢材是船舶的主要材料,按船舶主尺度估算法进行估算:钢材净重的估算:g=K1(LXBXH)⑴其中:g—船体耗用钢材净重(吨)K1—钢料耗用系数(见表1)L—船舶总长(米)B—型宽(米)H—型深(米)表1钢材系数K1的取值2)钢材实际消耗量由于船舶零部件尺寸规格不统一和钢材供应的尺度问题,钢材不可能得到100%利用,在确定钢材实际消耗量时必须考虑钢材利用率。
G=g/钢材利用率(2)其中:G—钢材总重(吨)g—船体钢材净重(吨)根据评估人员对有关船厂及金属结构制造厂的直接和间接调查,钢材的一次利用率在80~85%左右,二次利用率为3~7%,合计钢材利用率为85~90%。
2、焊接材料焊接材料包括电焊条、焊丝、焊剂、钎料等,是构成船舶重置全价的重要内容。
焊材的熔敷金属量以及在施焊过程中各种工艺性损耗是决定焊材消耗量的主要因素。
焊接材料的选用必须与船舶所耗钢材的牌号相适应,全船焊接材料总消耗量的估算,主要依据全船钢材的总消耗量而定。
焊接材料费用=GXK2X焊接材料单价(3)其中:K2—焊材消耗系数G—钢材总重(吨)焊材消耗系数K取值见下表表2船焊材消耗系数K2我们可以发现,上表中船舶吨位越大或全船钢材消耗量越多,则焊材占钢材消耗量的比例就越小;反之则比例增大。
3、涂装材料1)涂装材料主要指油漆,其净消耗量由式(4)确定,Gy1=LX(B+H)XK3(4)其中:Gyl—油漆净重(吨)L—船舶总长B—型宽H—型深K3—每平方米油漆重量2)油漆实际消耗量Gy=Gy1XI/K4(5)其中:Gy—油漆实际消耗量I—油漆稀释系数,取1.15-1.2K4—油漆工艺消耗系数,取0.5-0.554、电缆电缆价格=电缆长度X电缆平均单价(6)电缆长度计算公式:电缆长度=K5X(DWT)0.15X(EKW)0.3(7)其中:K5—电缆消耗系数,见表4DWT—船舶载重吨EKW—全船电源总功率(kw)表4电缆消耗系数K5注:客轮可按载客量换算为载重吨。
钢结构、钢桁架工程消耗定额计算1、目的:控制工程原、辅材料消耗、提高材料利用率,降低生产成本。
2、使用范围:2.1****加工厂生产车间领、退料(主材、辅材、工具、易耗品、劳保用品)。
根据工程加工类型制定限额领料计划,由一线员工按规定要求领用材料,实行节约奖励、超额罚款的奖罚对等原则。
2.2、工、量器具、劳保用品实行定时、定量限额领取发放。
3、职责分配:3.1、计划主管接到生产作业计划后,分工程制定各工程《工程消耗定额表》,发仓库和3个工段各一份。
3.2、各工段一线领料人员开具领料单,按《工程消耗定额表》限额数量领料。
多领、或领后未用完的料应及时办理退料手续。
3.3、工程加工结束后,仓库人员按领料单统计该工程对应材料实际消耗情况,填入《工程消耗定额表》实际消耗栏,并计算理论与实际消耗差额。
3.4、库房按《工程消耗定额表》要求填写完毕后交给核算录入员,由核算录入员统计单价(按采购价格),并分别计算各材料计划和实际消耗成本,并统计差额。
月底按月规整,统计该月所加工完毕工程各材料计划和实际消耗金额,并计算差额。
该差额按节约(超耗)对一线员工进行奖惩:主材按3%、辅材按15%,集体作业的平均分配(当月出勤≥25)。
4、各材料消耗定额:4.1 钢结构4.1.1钢板主材:标准焊接H 型钢结构+3%,异形钢结构+8%,采用成品翼缘板或窄中板的+1.5%,采用热轧H 型钢+3%。
4.1.2板料对接板厚(mm ) 焊材(埋弧焊丝) 氧气(打坡口) 丙烷(打坡口) 备 注UV 双U 4 0.30kg/m 0.027瓶/m 0.0091瓶/m 碳棒:t=6mm时用0.8根/m ;t >6mm 时用 1.2t/d (碳棒直径)。
6 0.45kg/m 0.033瓶/m 0.0112瓶/m 8 0.66kg/m 0.047瓶/m 0.0157瓶/m 10 1.13kg/m 0.059瓶/m 0.0198瓶/m 12 1.56kg/m 0.064瓶/m 0.0214瓶/m 14 1.97kg/m 0.066瓶/m 0.0220瓶/m 16 2.73kg/m 0.068瓶/m 0.0227瓶/m 18 3.16kg/m 0.072瓶/m 0.0241瓶/m 20 3.51kg/m 0.076瓶/m 0.0256瓶/m 22 3.78kg/m 0.078瓶/m 0.0227瓶/m 25 4.90kg/m 0.081瓶/m 0.0229瓶/m 28 6.13kg/m 0.088瓶/m 0.0232瓶/m 30 7.06kg/m 0.091瓶/m 0.0238瓶/m 32 8.03kg/m 0.094瓶/m 0.0241瓶/m 4012.56kg/m0.100瓶/m0.0252瓶/m4.1.3板材切割下料板厚(mm ) 丙烷 氧气(m 3) 备注 4 0.0027瓶/m 0.027瓶/m 折合计算: 1、氧气2.4瓶/t ,丙烷0.24瓶/t.6 0.0033瓶/m 0.033瓶/m 8 0.0047瓶/m 0.047瓶/m 10 0.0059瓶/m 0.059瓶/m 12 0.0064瓶/m 0.064瓶/m 14 0.0066瓶/m 0.066瓶/m 16 0.0068瓶/m 0.068瓶/m 18 0.0072瓶/m 0.072瓶/m 20 0.0076瓶/m 0.076瓶/m 22 0.0080瓶/m 0.080瓶/m 25 0.0083瓶/m 0.083瓶/m 28 0.0085瓶/m 0.085瓶/m 300.0087瓶/m0.087瓶/m4.1.4 制孔按0.01元/孔计算钻头损耗 4.1.5 组立:按构件长度计算截面高度(h ) 根/m (φ3.2) h ≤300 0.3 300<h ≤1000 0.5 h >10000.84.1.6 CO 2气体保护焊接 焊脚或坡口焊板厚(mm ) 焊丝(φ1.2)kg/m 埋弧焊焊丝(φ4) CO2气体(折合混合气1.5瓶) 备注坡口焊角焊缝 4 0.09kg/m 0.078 kg/m 0.0037瓶/m 折合计算: 1、 焊丝(φ1.2)50KG /吨。
船体分段钢结构焊接材料消耗定额计算方法
摘 要 现代钢质船舶均采用焊接式建造,各种焊接材料消耗在钢结构装焊过程中,本文根据船体钢结构形式及本公司船体结构建造流程,以理论结合实际方式,解决船体分段建造个环节具体焊材消耗定额标准。
关键词 船体分段钢结构 焊材消耗定额 1. 理论基础 2. 计算公式:
A L Q ⨯=
Q —实际焊材消耗量(kg ) L —焊缝长度(m )
A —每米焊缝消耗量(kg/m ) 2.1 每米焊缝消耗量计算公式:
202t t a A ⨯= 或 2
2
k k a A ⨯=
a —基准焊缝每米消耗量(kg/m ) t —实际计算板厚(mm )
t 0—基准焊缝板厚(mm ) k —计算角焊缝焊角高度(mm ) k 0—基准角焊缝焊角高度(mm )
注:CO 2气体保护焊及埋弧自动焊基准焊缝每米消耗量a 按表1选取;手工电弧焊每米消耗量A 按表2和表3选取。
3. 焊材使用说明
装焊使用焊接材料按图纸中对焊接要求执行,装配阶段使用手工焊条。
装配焊缝长度计算说明:部件区域每米装配长度按160mm焊缝计算,分段区域每米装配长度按300mm焊缝计算,装配角焊缝和对接焊缝均按角焊缝6mm焊角高度计算。
表1 CO2气体保护焊及埋弧自动焊基准焊缝焊材消耗标准
表2 手工电弧焊对接焊焊条消耗标准
表3 手工电弧焊角焊缝焊条消耗标准
关于印发《船体钢结构焊接材料消耗定额计算方法(暂行)》的通知公司各单位:
为了对公司船舶产品船体钢结构焊接材料消耗进行定额管理,特制定《船体钢结构焊接材料消耗定额计算方法(暂行)》,现予印发,请各单位遵照执行。
2010.7.30。