焊接工时定额标准(发布版-焊接)(第2版)
- 格式:doc
- 大小:127.00 KB
- 文档页数:3
焊接工时计算标准简介焊接工时计算标准是指根据焊接工艺要求和工件的特性来确定焊接作业所需的时间,并以此为基准进行工时统计和产能评估。
焊接工时计算标准的合理制定能够帮助企业合理安排生产计划、评估产能和成本,并为产品制造提供有力的依据和参考。
焊接工时计算的影响因素焊接工时的计算涉及到许多因素,以下为一些常见的影响因素:1.焊接材料和材质:不同的焊接材料和材质对焊接工时的影响是不同的。
一般来说,焊接材料越硬、材质越厚,需要的焊接时间就越长。
2.焊接方法和工艺:不同的焊接方法和工艺也会对焊接工时有一定的影响。
例如,手工焊接相比自动焊接通常需要更长的时间。
3.焊缝的形状和尺寸:焊接工时与焊缝的形状和尺寸密切相关,通常来说,焊面积越大、焊缝越多,需要的焊接时间也会越长。
4.焊接操作员的技能水平:焊接操作员的技能水平对焊接工时也会产生影响。
技术熟练的操作员相比技术不熟练的操作员通常能够更快地完成焊接作业。
焊接工时计算的方法确定焊接工时的准确性和合理性对于生产计划和成本控制非常重要。
以下是一些常用的焊接工时计算方法:1.标准时间法:根据实际焊接操作经验或参照行业标准,对常见的焊接工艺和工件进行时间测量,得出一套标准时间,作为工时计算的依据。
这种方法可以提高计算的准确性,但对工艺和操作要求的把握要求较高。
2.经验法:根据过去的生产经验和类似工艺的历史数据,通过对比和参照,估算出焊接工时。
这种方法相对简单,但准确性可能有所差别。
3.数据分析法:通过对焊接作业数据的统计和分析,建立数学模型来预测焊接工时。
这种方法需要有较多的历史数据和分析能力,可以更精确地估算焊接工时。
焊接工时计算的标准化为了更好地确保焊接工时计算的准确性和可比性,标准化的方法和指导被广泛采用。
以下是一些常见的焊接工时计算标准:1.国家标准:一些国家和地区制定了具体的焊接工时计算标准,根据不同的焊接材料、工艺和尺寸等因素,制定了相应的工时计算指导。
2.行业标准:一些行业组织或协会也制定了焊接工时计算的标准,供企业参考和应用。
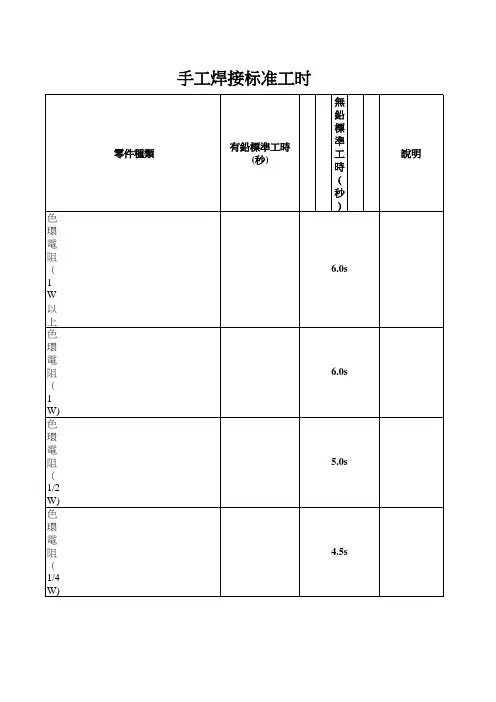
無鉛標準工時(秒)色環電阻(1W 以上)色環電阻(1W)色環電阻(1/2W)色環電阻(1/4W)色環電阻(1/8W)條電容 (224)條電容 (104)條電容 (223)磁片電容 <二點分開焊>磁片電容 <二點拖焊>電容 (Φ≧25.0mm)電容 (25.0mm>Φ≧12.5mm)電容 (12.5mm >Φ≧8.0mm)電容 (8.0mm >Φ≧5.0mm)電容 (Φ<5.0mm)二極管 (5400)二極管 (4001)二極管 (4148)穩壓二極管三級管 (882方形) (三點分開焊)焊電池片到PCB板上 (858XX系列)電線端點焊接 (線粗≧22#)電線端點焊接 (22#>線粗≧26#)電線端點焊接 (26#>線粗≧30#)電線端點焊接 (30#>線粗≧34#)電線端點焊接 (線粗<34#)排線(5排/15排) (每增加一排線加1秒)雙排排插 (少于或凳等于4排)雙排排插 (4排以上,每增加一排線加1秒)三腳電位器三腳開關BONING IC焊線到元件腳(腳距≦4mm )焊線到元件腳 (6mm ≧腳距>4mm)焊線到元件腳 (腳距>6mm)焊線到電池片 (穿孔式焊線)焊線到電池片 (線平貼於電池片焊接)焊線到馬達接地腳2.5s 7.0s 三極管(與9011-9015、8050、8550、3904-3906、945、1015、1815等管腳大小相同)4.0s 4.0s5.0s 24/10=2.4s 7.0s5+N 5+2N 4.0s 4.2s N為線數3.0+P 10.0S 9.0S 說明8.5s 5.0s6.0s 5.0s 4.5s 4.0s N 為排插或排針排數P 為腳數4.5s 3.5s 3.0s 2.5s (N+3)s 4.5s 4.0s 4.0s 6.5s 6.0s 6.0s 6.0s 4.0s 3.5s 3.5s 零件種類4.5s5.0s 5.0s 手工焊接标准工时有鉛標準工時(秒) 4.5s N為排數數執補錫帶整理元件(點數以總點數的5%計算)注: 1>.需要手工焊接模的工位另需增加實測裝模時間和拿放烙鐵時間.N為焊點數3N。
焊工加工时定额简介本文档旨在介绍焊工在加工过程中的工作定额。
提供了焊接过程中所需的工时估计和相应的操作步骤,以便在项目计划和预算中进行合理的规划和控制。
工时估计根据我国焊工加工的实践经验和行业标准,以下是一些常见焊接任务的工时估计:1. 手工电弧焊接(钢结构):每米焊缝拉焊约需10分钟,角焊缝约需15分钟。
2. TIG氩弧焊接(不锈钢):每米焊缝拉焊约需8分钟,角焊缝约需12分钟。
3. MIG焊接(铝合金):每米焊缝拉焊约需6分钟,角焊缝约需10分钟。
请注意,以上估计仅供参考,实际工时可能受到多种因素的影响,如焊接技术水平、材料特性等。
操作步骤以下是焊工进行加工过程中常用的操作步骤:1. 准备工作:确保焊接区域清洁、干燥,并摆放好所需的焊接设备和材料。
2. 准备焊接材料:根据设计要求,选择合适的焊接材料,并对其进行切割、装配等预处理工作。
3. 装配夹具:根据焊接任务的特点,搭建适当的夹具以固定焊接材料。
4. 焊接准备:对焊接材料进行清洁和除锈处理,以确保焊接质量。
5. 进行焊接:根据焊接工艺要求,选择合适的焊接方法(手工电弧焊、TIG氩弧焊、MIG焊接等),按照规定的焊接顺序和参数进行焊接操作。
6. 焊后处理:对焊接完成后的焊缝进行检查、修整和打磨,以确保焊接质量和外观。
7. 清理工作区:清理焊接区域的焊渣、废料等,保持工作区的整洁。
以上操作步骤是常见的焊接加工流程,具体操作可能因项目要求而略有差异。
结论本文档介绍了焊工在加工过程中的工时估计和操作步骤。
通过合理的估算和规范的操作,能够帮助焊工在项目中高效地完成焊接任务,确保焊接质量和进度的控制。
然而,由于每个项目的具体要求和情况不同,建议根据实际情况进行具体的工时估计和操作安排。
工时定额计算标准一.锯床工时定额计算标准1.工时计算公式:T=(k m T机+nT吊+T装卸)k2式中: k m—材料系数n—一次装夹工件数;n=1-2;k2—次装夹工件数修正系数,k2=1 ( n=1); k2=0.55 (n=2 )2.机动时间:T机2.1. 方料:T 机 = k B H 20式中:H-板厚mmk B - 材料宽度系数,查下表B<5050-8080-150>150k B0.95 1.0 1.05 1.082.2.棒料:T 机=D 24式中 D—棒料外径mm2.3. 管料:T 机=D—d022410000式中 d0—管料内径;mm2.4..方管:T机=H—H0*B0 208000式中: H —方管外形高mm;H0—方管内腔高mm; B0—方管内腔宽mm;3.吊料时间:T 吊=L 10004.装卸料时间及其它时间:L DT 装卸 =0.12+1800+840综上所述:方料: T=(0.12+n0.0519H+0.001L)k2-0.00013 H0*B0(min)圆料: T=(0.12+n0.0429D+0.001L)k2-0.0001 d02(min)n—一次装夹工件数;n=1-2;k2—次装夹工件数修正系数,k2=1 ( n=1); k2=0.55 (n=2 )二.剪板冲压折弯工时定额计算标准1..剪板工时定额计算方法剪板单件工时定额:T= k* ( a + b a)3a—每块工时系数、见表b—剪角次数剪板工时系数表L0~100100~300300~600600~900900~12001200~15001500~18001800~21002100~24002400以上a0.50.60.70.80.91 1.1 1.2 1.3 1.5注:准备工时按100 件基数计算,每件0.2,共计 200 分剪板毛刺工时:T=0.3 + 处理长度 /400剪板校正T 校=k*T材料系数K=1~ 1.52.冲压每冲一次工时规格0~100100~300300~500a0.30.40.53..折弯工时定额计算方法折弯工时定额: t2=Σa i折弯工时定额系数表规格0~100100~300300~600600~900900~12001200~15001500~18001800~21002100~24002400 以上a0.50.60.70.80.9 1.0 1.1 1.2 1.3 1.5注:规格栏中,为折弯长度, a 为每折一刀的工时(理论计算:每刀0.15 分×折 1.5=0.225+0.2=0.425→0.5)↓准备工时三.风割焊接工时定额计算标准1.风割工时板厚V 切割速度 mm/min<1050010~ 3040030~ 60300T 风割=风割长度公式:×3+1.5 V修磨工时含补焊工时 : T 修磨 = T 风割 / 22.焊接单件工时: T 焊接 =T 工件装卸 +T 点焊 + T 全焊2.1 装卸工件工时: T 工件装卸 =(T01+0.2n)B式中: T01—装卸基本工时;(取 T01=0.2);n-- 工件数B-- 重量系数(见表)2.2.点焊单件工时: T= T02点焊式中: T02—点焊基本工时; J—点焊数; N—点焊时工件翻转次数;2.3. 全焊单件工时: T 全焊 = T03+0.1M+0.1N+L Σ/200+0.2NC式中: T03—全焊基本工时; M —焊缝段数;N—全焊时工件翻转次数;LΣ --焊缝长NC--- 焊接参数调节次数注:小件装卸与点焊工时合并,统称点焊工时;重量系数( B)重量0~5kg5~10kg10~20kg20~30kg30~40kg40~50kg50~60kg B1 1.1 1.2 1.3 1.4 1.5 1.61、飞溅按焊接工时的二分之一计算+0.12、校正按焊接工时的二分之一计算+0.13、有辅助工帮助表卸模,从焊接工时中分取三分之一4、焊接有准备工时按每项20 分钟5、点焊螺母按 0.5 分钟一个四.钻床工时定额1、T=kT机+ T装卸其中 k—难度系数有工差要求k=1.5有深度要求k=1.1扩孔及攻丝k=0.8 2、机动时间 : T机L20406080100<φ100.6~1.07 1.59 2.11 2.63 3.15φ 10~φ 150.62~1.16 1.72 2.28 2.84 3.40φ 15~φ 250.76~1.42 2.11 2.79 3.48 4.17φ~φ350.97~1.812.693.574.455.3325φ 35~φ 50 1.42~2.65 3.93 5.22 6.517.80φ 50~φ 60 1.81~3.37 5.01 6.658.299.93注: L/D ≥8 时,须另增排屑时间60%。
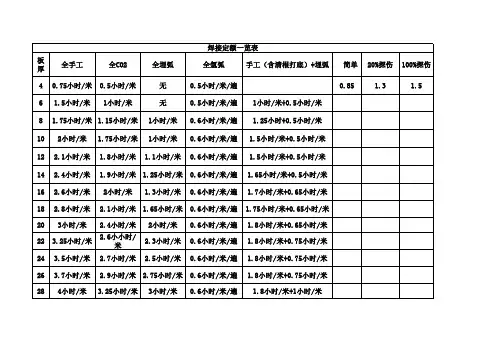
板厚全手工全CO2全埋弧全氩弧手工(含清根打底)+埋弧 简单20%探伤100%探伤40.75小时/米0.5小时/米无0.5小时/米/遍0.85 1.3 1.56 1.5小时/米1小时/米无0.5小时/米/遍1小时/米+0.5小时/米8 1.75小时/米 1.15小时/米1小时/米0.6小时/米/遍 1.25小时+0.5小时/米102小时/米 1.75小时/米1小时/米0.6小时/米/遍 1.5小时/米+0.5小时/米12 2.1小时/米 1.8小时/米 1.1小时/米0.6小时/米/遍 1.5小时/米+0.5小时/米14 2.4小时/米 1.9小时/米 1.25小时/米0.6小时/米/遍 1.65小时/米+0.5小时/米16 2.6小时/米2小时/米 1.3小时/米0.6小时/米/遍 1.7小时/米+0.65小时/米18 2.8小时/米 2.1小时/米 1.65小时/米0.6小时/米/遍 1.75小时/米+0.65小时/米203小时/米 2.4小时/米2小时/米0.6小时/米/遍 1.8小时/米+0.65小时/米22 3.25小时/米2.6小小时/米2.3小时/米0.6小时/米/遍 1.8小时/米+0.75小时/米24 3.5小时/米 2.7小时/米 2.5小时/米0.6小时/米/遍 1.8小时/米+0.75小时/米26 3.7小时/米 2.9小时/米 2.75小时/米0.6小时/米/遍 1.8小时/米+0.75小时/米284小时/米 3.25小时/米3小时/米0.6小时/米/遍 1.8小时/米+1小时/米焊接定额一览表30 4.25小时/米 3.5小时/米3小时/米0.6小时/米/遍 1.8小时/米+1小时/米32 4.5小时/米 3.75小时/米 3.25小时/米0.6小时/米/遍2小时/米+1.25小时/米34 4.75小时/米4小时/米 3.5小时/米0.6小时/米/遍2小时/米+1.5小时/米365小时/米 4.25小时/米 3.5小时/米0.6小时/米/遍 2.25小时/米+1.75小时/米38 5.25小时/米 4.5小时/米 3.75小时/米0.6小时/米/遍 2.25小时/米+2小时/米40 5.5小时/米 4.75小时/米 3.75小时/米0.6小时/米/遍 2.3小时/米+2小时/米42 5.75小时/米5小时/米4小时/米0.6小时/米/遍 2.5小时/米+2小时/米456小时/米 5.25小时/米4小时/米0.6小时/米/遍 2.75小时/米+2.25小时/米50 6.5小时/米 5.5小时/米 4.25小时/米0.6小时/米/遍3小时/米+2.25小时/米557小时/米 5.75小时/米 4.3小时/米0.6小时/米/遍 3.25小时/米+2.35小时/米607.25小时/米6小时/米 4.5小时/米0.6小时/米/遍 3.5小时/米+2.5小时/米。
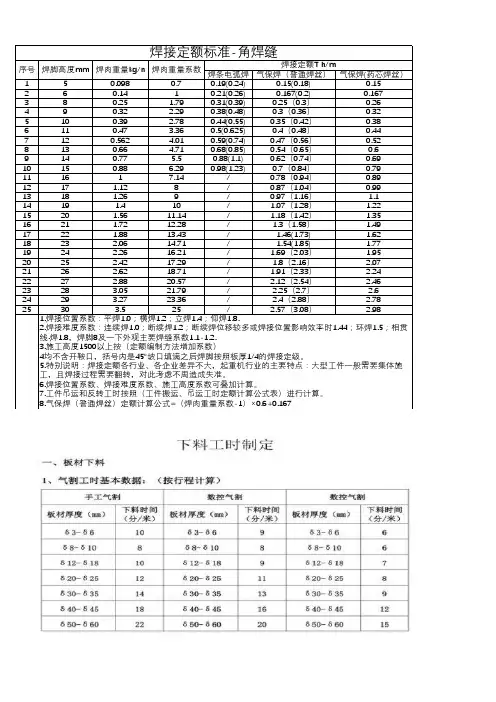
焊条电弧焊气保焊(普通焊丝)气保焊(药芯焊丝)150.0980.70.19(0.24)0.15(0.18)0.15260.1410.21(0.26)0.167(0.2)0.167380.25 1.790.31(0.39)0.25(0.3)0.26490.32 2.290.38(0.48)0.3(0.36)0.325100.39 2.780.44(0.55)0.35(0.42)0.386110.47 3.360.5(0.625)0.4(0.48)0.447120.562 4.010.59(0.74)0.47(0.56)0.528130.66 4.710.68(0.85)0.54(0.65)0.69140.77 5.50.88(1.1)0.62(0.74)0.6910150.88 6.290.98(1.23)0.7(0.84)0.79111617.14/0.78(0.94)0.891217 1.128/0.87(1.04)0.991318 1.269/0.97(1.16) 1.11419 1.410/ 1.07(1.28) 1.221520 1.5611.14/ 1.18(1.42) 1.351621 1.7212.28/ 1.3(1.58) 1.491722 1.8813.43/ 1.46(1.73) 1.621823 2.0614.71/ 1.54(1.85) 1.771924 2.2616.21/ 1.69(2.03) 1.952025 2.4217.29/ 1.8(2.16) 2.072126 2.6218.71/ 1.91(2.33) 2.242227 2.8820.57/ 2.12(2.54) 2.462328 3.0521.79/ 2.25(2.7) 2.62429 3.2723.36/ 2.4(2.88) 2.782530 3.525/ 2.57(3.08) 2.981.焊接位置系数:平焊1.0;横焊1.2;立焊1.4;仰焊1.8.2.焊接难度系数:连续焊1.0;断续焊1.2;断续焊位移较多或焊接位置影响效率时1.44;环焊1.5;相贯线·焊1.8,焊脚8及一下外观主要焊缝系数1.1-1.2.3.施工高度1500以上按(定额编制方法增加系数)4均不含开鞍口,括号内是45°坡口填满之后焊脚按照板厚1/4的焊接定级。
焊接工时定额标准(第2版)
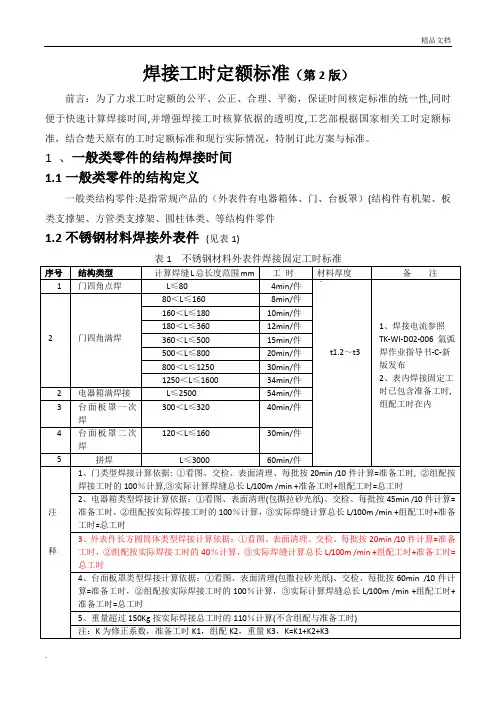
前言:为了力求工时定额的公平、公正、合理、平衡,保证时间核定标准的统一性,同时便于快速计算焊接时间,并增强焊接工时核算依据的透明度,工艺部根据国家相关工时定额标准,结合楚天原有的工时定额标准和现行实际情况,特制订此方案与标准。
1 、一般类零件的结构焊接时间
1.1一般类零件的结构定义
一般类结构零件:是指常规产品的(外表件有电器箱体、门、台板罩)(结构件有机架、板类支撑架、方管类支撑架、圆柱体类、等结构件零件
1.2不锈钢材料焊接外表件(见表1)
表1 不锈钢材料外表件焊接固定工时标准
1.3圆柱体焊接件(见表2)
1.4机架焊接结构件(见表3)
1.5机架断焊焊接结构件(见表4)
表4(机架断焊接加工材料:不锈钢,碳钢)焊接工时标准
1.6方管框架焊焊接结构件(见表5)
表5(方管框架焊接加工材料:不锈钢,碳钢)焊接工时标准
注:根据结构的焊接情况按上表所表列相应的数据,计算工时间定额时,特殊情况的结构焊接需要根据现场观察核实调整
工艺设计部
2018年1月31日
编制: 会审: 批准:。

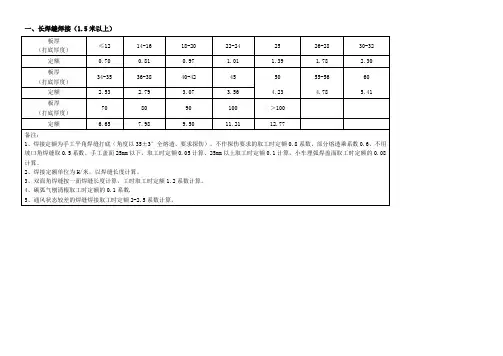
电焊焊接工时定额标准单位:分型钢结构架尖焊接(1≤300mm) 每米时间搭接丁字对角3-4.5 T=+5.194.5-18 T=6.376-18 T=6.19 20以上T=23.23 T=23.63不开坡口单面焊不开坡口双面焊2-6T=+8.24 T=+13.95单坡口双面焊带垫单坡口单面焊4.5-18 T=8.85 T=9.55 20以上T=26.08T=25.84X 型坡口双面焊12以上 T=0.272+50.72说明对角焊 3mm 按厚度4.5mm 算。
钢板结构架焊接(L ≦800mm )每米时间搭接丁字 对角3-4.5 T=+4.274.5-18 T=5.386-18 T=5.16 20以上T=19.2T=19.59接头公式公式 接头公式 公式 公式 接头接头接头不开坡口单面焊不开坡口双面焊2-6 T=+6.78 T=+11.58单坡口双面焊 带垫单坡口单面焊4.5-18 T=7.48 T=7.91 20以上 T=21.48 T=21.36 20以上T=26.08T=25.84X 型坡口双面焊 12以上 T=0.242+36.26说明对角焊 3mm 按厚度4.5mm 算。
自动焊接时间准终:在平地上25分,在转台上144分。
T=自动焊接时间特征吊装工件校头尾按板拉焊线吊装焊机轨道校焊机轨道装焊药调正出线头开关电源 调速试机 清扫焊药返工件合计 总计第一层 10 3.5 1.5 2 2 1.5 3.5 0.5 3 3 10 40.5 121第二层 1 1.5 3.5 0.5 3 3 11.5 第三层 1 1.5 3.5 0.5 3 3 11.5 第四层 1 1.5 3.5 0.5 3 3 11.5 第五层 1 1.5 3.5 0.5 3 3 11.5 第六层 1 1.5 3.5 0.5 3 3 11.5 第七层 1 1.5 3.5 0.5 3 3 11.5 第八层11.5 3.5 0.53311.5辅助时间说明本时间是根据不同钢板厚度确定焊接层次的如板厚50mm 焊接层次为8层,时间为121分。
焊接工时定额标准(第2版)
前言:为了力求工时定额的公平、公正、合理、平衡,保证时间核定标准的统一性,同时便于快速计算焊接时间,并增强焊接工时核算依据的透明度,工艺部根据国家相关工时定额标准,结合楚天原有的工时定额标准和现行实际情况,特制订此方案与标准。
1 、一般类零件的结构焊接时间
1.1一般类零件的结构定义
一般类结构零件:是指常规产品的(外表件有电器箱体、门、台板罩)(结构件有机架、板类支撑架、方管类支撑架、圆柱体类、等结构件零件
1.2不锈钢材料焊接外表件(见表1)
表1 不锈钢材料外表件焊接固定工时标准
1.3圆柱体焊接件(见表2)
1.4机架焊接结构件(见表3)
1.5机架断焊焊接结构件(见表4)
表4(机架断焊接加工材料:不锈钢,碳钢)焊接工时标准
1.6方管框架焊焊接结构件(见表5)
表5(方管框架焊接加工材料:不锈钢,碳钢)焊接工时标准
注:根据结构的焊接情况按上表所表列相应的数据,计算工时间定额时,特殊情况的结构焊接需要根据现场观察核实调整
工艺设计部
2018年1月31日
编制: 会审: 批准:。
1、规范说明:1.1、本规范工时定额包括:基本时间、辅助时间、布置工作场地时间、休息与生理需要时间、准备与结束时间。
1.2、本规范是以普通碳钢、CO 2气体保护焊接为基准。
1.3、布置工作地时间30分钟,休息与生理需要时间35分钟,准备终了时间25分钟。
2、焊接作业时间T2.1 焊接基本时间T j T j =ω⨯⨯⨯S V LA (min)其中A 为焊缝横截面面积mm 2,L 为焊缝长度m ,V 为焊接速度(m/min),S 为焊丝横截面面积mm 2,ω为焊丝的熔敷率。
注:实芯CO 2气体保护焊丝熔敷率取85%。
2.2焊接辅助时间T f (min) T f =T j ×30% 2.3 T =T j +T f 3、工件重量系数K工件重量(Kg )W ≤5Kg5Kg <W ≤10Kg10Kg <W ≤20Kg20Kg <W ≤100KgW >100Kg系数K11.051.11.151.2注:根据所焊接的工件的重量,按上表所列取相应的系数K ,计算工时定额时,在焊接作业时间T 的基础上乘 以相应的系数K 。
4、工件翻转时间T fz (min) 工件重量(Kg ) W ≤5Kg5Kg <W ≤10Kg10Kg <W ≤20Kg20Kg <W ≤100KgW >100Kg每次翻时间(min)123610注:翻转时间应以工艺设计所需的翻转次数为准,不需进行翻转时,T fz 为零。
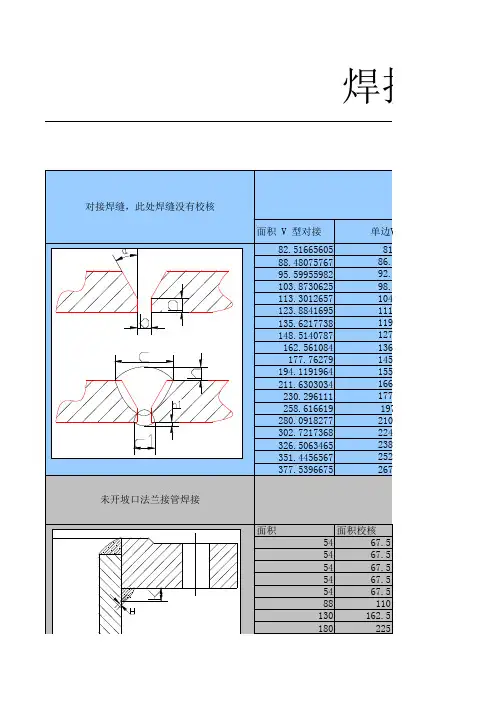
5、焊接位置工时定额修订系数K W焊接位置 平 焊 横 焊 立 焊 仰 焊修正系数K W 1.01.21.31.46、宽放系数μ 宽放系数按25%计算7、计算焊接工时T DT D =T ×K(1+μ)K W +T fz =(T j ×(1+30%)×K )(1+25%)K W T=∑T D +T fz8、附: 对接焊缝坡口截面积计算公式: 8.1、I 形坡口对接焊A=hc b 34.+δ上式为双面焊,若单面焊则A=hc b 32.+δ8.2单边V 形坡口对接焊A=13232221tan )(hc hc p b ++-+βδδ上式为双面焊,若单面焊则A=hc p b 32221tan )(+-+βδδ8.3双边V 形坡口对接焊A=132322tan )(hc hc p b ++-+βδδ上式为双面焊,单面焊则A=hc p b 322tan )(+-+βδδ8.4 X 形坡口对接焊A=hc p b 3422tan )(.+-+βδδ 8.5其余类型接头焊缝型式参考8.1~8.4计算。
焊接工时定额标准(第2版)
前言:为了力求工时定额的公平、公正、合理、平衡,保证时间核定标准的统一性,同时便于快速计算焊接时间,并增强焊接工时核算依据的透明度,工艺部根据国家相关工时定额标准,结合楚天原有的工时定额标准和现行实际情况,特制订此方案与标准。
1 、一般类零件的结构焊接时间
1.1一般类零件的结构定义
一般类结构零件:是指常规产品的(外表件有电器箱体、门、台板罩)(结构件有机架、板类支撑架、方管类支撑架、圆柱体类、等结构件零件
1.2不锈钢材料焊接外表件(见表1)
表1 不锈钢材料外表件焊接固定工时标准
1.3圆柱体焊接件(见表2)
1.4机架焊接结构件(见表3)
1.5机架断焊焊接结构件(见表4)
表4(机架断焊接加工材料:不锈钢,碳钢)焊接工时标准
1.6方管框架焊焊接结构件(见表5)
表5(方管框架焊接加工材料:不锈钢,碳钢)焊接工时标准
注:根据结构的焊接情况按上表所表列相应的数据,计算工时间定额时,特殊情况的结构焊接需要根据现场观察核实调整
工艺设计部
2018年1月31日
编制: 会审: 批准:
[此文档可自行编辑修改,如有侵权请告知删除,感谢您的支持,我们会努力把内容做得更好]。
焊接工时定额标准(第2版)
前言:为了力求工时定额的公平、公正、合理、平衡,保证时间核定标准的统一性,同时便于快速计算焊接时间,并增强焊接工时核算依据的透明度,工艺部根据国家相关工时定额标准,结合楚天原有的工时定额标准和现行实际情况,特制订此方案与标准。
1 、一般类零件的结构焊接时间
1。
1一般类零件的结构定义
一般类结构零件:是指常规产品的(外表件有电器箱体、门、台板罩)(结构件有机架、板类支撑架、方管类支撑架、圆柱体类、等结构件零件
1.2不锈钢材料焊接外表件(见表1)
表1 不锈钢材料外表件焊接固定工时标准
1。
3圆柱体焊接件(见表2)
1.4机架焊接结构件(见表3)
1。
5机架断焊焊接结构件(见表4)
表4(机架断焊接加工材料:不锈钢,碳钢)焊接工时标准
1。
6方管框架焊焊接结构件(见表5)
表5(方管框架焊接加工材料:不锈钢,碳钢)焊接工时标准
注:根据结构的焊接情况按上表所表列相应的数据,计算工时间定额时,特殊情况的结构焊接需要根据现场观察核实调整
工艺设计部
2018年1月31日
编制: 会审: 批准:。