汽车覆盖件拉延模设计方法
- 格式:ppt
- 大小:119.00 KB
- 文档页数:13
汽车覆盖件拉伸模的设计及调试【摘要】介绍汽车覆盖件拉伸模的设计要点及主要的调试经验,并对汽车覆盖件在拉伸过程中容易出现的起皱和开裂现象进行了分析,从工艺分析、模具结构设计及调试等几个方面详细说明了拉伸模设计及调试的重要性。
1 大型覆盖件拉伸模的设计1.1 拉伸件冲压工艺方案的确定拉伸件的工艺性是编制覆盖件冲压工艺首先要考虑的问题,只有设计出一个合理的、工艺性好的拉伸件,才能保证在拉伸过程中不起皱、不开裂、少起皱、少开裂。
覆盖件拉伸工序的处理不仅是为拉伸工序 建立良好的变形条件,而且要为以后的工序提供方便。
所以在设计拉伸件时不但要考虑冲压方向、压料面的形状、拉延筋的形状及位置、工艺补充部分的合理性以及与下道工序之间的关系。
(1)冲压方向的确定。
正确地确定拉伸方向不仅是获得理想拉伸件的保证,而且将对后续工序的安排产生较大的影响,因此拉伸方向是确定拉伸件的第一要素。
确定拉伸方向时主要考虑:保证凸模能顺利进入凹模,且进入拉伸件的所有角落;开始拉伸时凸模与毛坯应尽量的使接触面大,且接触面应尽量位于冲模中心;压料面各进料阻力应均匀。
(2)合理增加工艺补充部分。
汽车覆盖件种类繁多,一些覆盖件形状复杂,结构不对称,直接成形较困难,设置必要的工艺补充部分有利于改善拉伸件的工艺性,提高拉伸件的质量。
工艺补充部分是拉伸件不可缺少的部分,在拉伸完成 后又需要将它切掉,因此,确定拉伸件工艺补充部分应遵循以下原则:使拉伸深度尽量浅;尽量利于垂直修边;工艺补充部分应尽量小。
(3)压料面形状的确定。
压料面是工艺补充的一部分,在增加工艺补充时必须正确确定压料面的形状,使压料面各部分的进料阻力均匀。
要做到这一点,必须保证 各方向的拉伸深度均匀,因为只有在压边圈将拉伸毛坯压紧在凹模压 料面上,不形成皱纹或折痕,才能保证拉伸件不皱不裂。
在确定压料面形状时要尽量降低拉伸深度,使形面平缓,由于凸模对拉伸毛坏要有一定的拉伸作用,所以必须保证压料面展开长度比凸模展开长度短,材料才能产生拉伸,如果压料面展开长度比凸模长,拉伸时可能会形成波纹或起皱。
汽车覆盖件数值模拟与拉延模设计汽车覆盖件(简称覆盖件)是指覆盖汽车发动机、底盘、构成驾驶室和车身的薄钢板异形体的表面零件(外覆盖件)和(内部零件),与一般冲压件相比较,具有材料薄、形状复杂、结构尺寸大、表面质量要求高及生产成本高等特点。
在覆盖件的冲压工艺设计、模具设模具制造工艺上,也具有独自的特点【1】,一般需要经过多道工序(如拉延、冲孔修边、翻边、整形等)才能完成。
在其整个生产中,拉延成形则是一道关键的工序,而决定拉延成败和工件质量的,则是拉延成形的模具。
以前采取单件压制,生产效率、材料利用率和设备利用率均比较低。
将拉延工艺作了改进,采用中心对称一模两件的方法重新设计和制模,大大提高了设备利用率和生产效率[2]。
1冲压工艺分析(1)rember冲压工艺rember零件的材料为cr340,板料厚度为1mm, 抗拉强度750 mpa,延伸率16% 。
零件的结构外形如图1所示。
该零件的结构复杂,需要经过多道工序才能完成,根据该工件的工艺分析,工艺路线为:落料→拉延→冲孔、修边→cam修边→翻制→冲孔、分离。
具体工序图如图2所示。
该零件局部成形较多,是冲孔、拉延和翻边、修边复合的结果。
在拉延过程中,采用一模两件对称方式进行拉延,为保证能将拉延件的全部空间形状一次拉延出来,不应有凸模接触不到的“死区”,即既要保证凸模能全部进入,尽量使拉延深度差最小,以减小材料流动性和变形分布的不均匀性。
工艺补充是拉延工艺不可缺少的部分,但工艺补充部分应尽量减少,以提高材料的利用率。
工艺补充部分除考虑拉延工艺和压料面的需要外,还要考虑修边和翻边工序的要求。
该工件的工艺补充面和垂直修边线如图3所示:(2)拉延仿真结果与成形性分析。
拉延仿真选用的材料与上面相同,板坯尺寸为920mm×200mm,摩擦系数为0.1,压边力初定为95kn,冲头速度5000mm/s,在定义好模具各部分运动和边界条件后,提交工作到ls-dyna进行计算。



江苏华强模具科技有限公司实习设计说明书8号横梁冲压工艺设计及模具设计学生姓名:指导教师:二〇一四年八月摘要本设计说明书介绍了上汽集团某型号商用车8号横梁加强板的冲压模具设计过程。
首先根据该覆盖件的结构特点,利用CAD和CAE技术,对该零件进行了全面的冲压工艺分析,接着制定了合理的工艺方案,在设计工艺方案的过程中重点介绍了拉深工艺的设计过程,其中主要包括拉深方向的选择、工艺补充面的设计、压料面的设计和拉深筋的设计。
最后根据已定的工艺方案,利用UG软件完成了拉延模、修边冲孔模和侧整形模这三套模具的结构设计。
关键词:汽车覆盖件,CAD,CAE,工艺补充,拉延模。
AbstractThe design specification describes a model number of commercial vehicles SAIC 8 beam stiffeners stamping die design process. Firstly, according to the structural characteristics of the cover, the use of CAD and CAE technology, the components of a comprehensive analysis of the stamping process, and then developed a reasonable process solutions. In the course of the program's design process focuses on the process of drawing the design process, which mainly include the drawing direction of choice addendum design, design and design drawbead binder surface. Finally, according to the process scheme has been set, using UG software to complete the drawing die, punching die design and side trimming plastic mold co three mold.Keywords: auto cover, CAD, CAE, addendum, drawing die.目录第一章概论 (1)1.1课题背景 (1)1.2课题的意义 (1)第二章产品工艺方案的确定 (2)2.1产品的结构分析 (2)2.2产品的成形可行性分析 (2)2.3工艺方案的提出 (2)2.4工艺方案的选择 (3)第三章拉延模的工艺设计 (5)3.1拉延工艺的设计原则 (5)3.2拉延制件的设计 (6)3.2.1拉深方向的选择 (6)3.2.2工艺补充部分的设计 (7)3.2.3压料面的设计 (9)3.2.4拉延筋的设计 (10)3.2.5拉深制件的创建 (13)第四章拉延模的设计 (15)4.1拉延模的类型 (15)4.2拉延模类型的选择 (15)4.3拉延模工艺参数的计算 (15)4.3.1压力中心的确定 (15)4.3.2拉伸力的计算 (16)4.3.3压边力的计算 (16)4.3.4冲压设备的选择 (17)4.5拉延模主要零件的结构设计 (18)4.5.1拉延凹模的设计 (18)4.5.2拉延凸模的设计 (20)4.5.3压料装置的设计 (20)4.5.4顶件装置的设计 (21)4.5.5导向装置的设计 (22)4.5.6限位和起吊装置的设计 (22)4.4.7模架铸件结构的设计 (23)4.4.8拉延模的整体设计 (24)第五章修边模的设计 (26)5.1修边模工艺参数的计算 (26)5.1.1修边凸、凹模刃口尺寸计算 (26)5.1.2压边力的计算 (26)5.1.3冲裁力的计算 (27)5.1.4卸料力的计算 (27)5.1.5顶件力的计算 (27)5.1.6冲裁工艺力的计算 (27)5.1.7冲裁设备的选择 (27)5.2修边模主要零件的结构设计 (29)5.2.1修边模结构设计原则 (29)5.2.2修边模类型的选择 (29)5.2.3修边模结构方案设计 (30)5.2.4修边模主要零件的设计 (30)5.2.5修边冲孔模的整体设计 (32)第六章侧整形模的设计 (33)6.1整形 (33)6.2斜楔机构 (33)6.2.1斜楔机构的组成 (33)6.2.2斜楔机构的类型 (33)6.2.3斜楔机构的运动分析 (34)6.2.4斜楔机构的受力分析 (35)6.2.5滑块的工作效率 (35)6.2.5斜楔机构的选择原则 (35)6.3侧整形模工艺参数的计算 (36)6.3.1整形力的计算 (36)6.3.2冲压设备的选择 (36)6.4侧整形模主要零件的结构设计 (38)6.4.1整形刀块的设计 (38)6.4.2压料装置的设计 (39)6.4.3顶件装置的设计 (39)6.4.4侧整形模整体的设计 (40)结论 (41)参考文献 (42)致谢 (43)第一章概论1.1课题背景此次设计产品依托所在江苏华强模具科技有限公司的“无锡振华SV71项目”,产品名称8号横梁加强版,产品编号C00018679。
(7)各个截面延伸变薄成形之变形程度的均匀化:对于主要由大曲率曲面组成的汽车车身覆盖件,例如前侧车门外板、轿车顶盖等,它们都是浅拉延成形的冲压件,其覆盖件主曲面主要的变形方式不是塑流变形,而是延伸变薄成形。
塑流变形程度的均匀化不能有效解决其覆盖件主曲面变形程度均匀化的问题,因此,要求处理好其汽车车身覆盖件的拉延成形制件各个截面延伸变薄成形之变形程度的均匀化,只有这样才能得到其汽车车身覆盖件的光洁外表曲面。
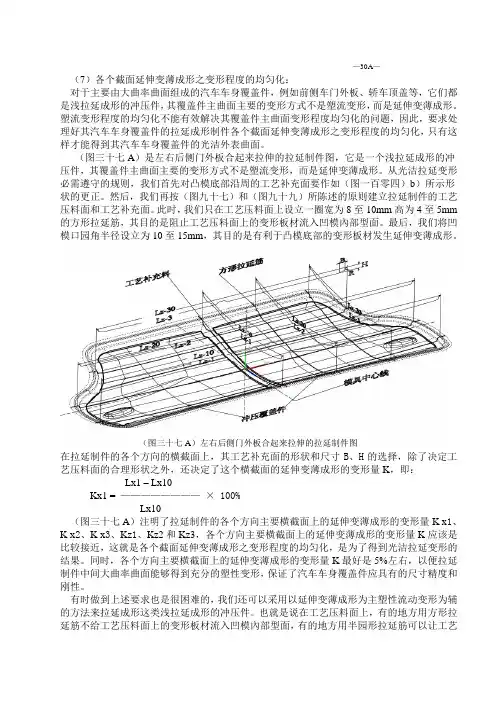
(图三十七A)是左右后侧门外板合起来拉伸的拉延制件图,它是一个浅拉延成形的冲压件,其覆盖件主曲面主要的变形方式不是塑流变形,而是延伸变薄成形。
从光洁拉延变形必需遵守的规则,我们首先对凸模底部沿周的工艺补充面要作如(图一百零四)b)所示形状的更正。
然后,我们再按(图九十七)和(图九十九)所陈述的原则建立拉延制件的工艺压料面和工艺补充面。
此时,我们只在工艺压料面上设立一圈宽为8至10mm高为4至5mm 的方形拉延筋,其目的是阻止工艺压料面上的变形板材流入凹模內部型面。
最后,我们将凹模口园角半径设立为10至15mm,其目的是有利于凸模底部的变形板材发生延伸变薄成形。
(图三十七A)左右后侧门外板合起来拉伸的拉延制件图在拉延制件的各个方向的横截面上,其工艺补充面的形状和尺寸B、H的选择,除了决定工艺压料面的合理形状之外,还决定了这个横截面的延伸变薄成形的变形量K,即:Lx1 – Lx10Kx1 = ————————× 100%Lx10(图三十七A)注明了拉延制件的各个方向主要横截面上的延伸变薄成形的变形量K x1、K x2、K x3、Kz1、Kz2和Kz3,各个方向主要横截面上的延伸变薄成形的变形量K应该是比较接近,这就是各个截面延伸变薄成形之变形程度的均匀化,是为了得到光洁拉延变形的结果。
同时,各个方向主要横截面上的延伸变薄成形的变形量K最好是5%左右,以便拉延制件中间大曲率曲面能够得到充分的塑性变形,保证了汽车车身覆盖件应具有的尺寸精度和刚性。
某型汽车覆盖件—发动机支撑罩拉延模设计汽车覆盖件(以下简称覆盖件)是指构成汽车车身或驾驶室、覆盖发动机和底盘的薄金属板料制成的异形体表面和内部零件。
覆盖件的制造是汽车车身制造的关控环节。
文章通过分析某型汽车覆盖件--发动机支撑罩结构特点,根据工厂生产时所使用的冲压设备,确定拉延模结构形式,进一步进行模具的凸模、凹模、压料圈及辅助零件的结构设计。
标签:覆盖件;拉延模;设计1 工艺分析发动机支撑罩零件如图1,材料为08F,板厚为t=0.7mm,有三角孔或大的四边形孔,工艺难度一般。
根据工厂生产规模为中批量生产,生产处于比较稳定长期生产状态,按照零件特点,本设计适合采用单动拉延模,且本设计按3600KN 油压机参数设计。
图1 某汽车发动机支撑罩零件图2 单动拉延模结构在单动压力机上,倒装拉延模是凸模直接装在下工作台上,压边圈则使用压力机下面的顶出缸,通过顶杆获得所需的压料力。
图2是单动拉延模的典型结构。
其结构简单,成本较低,模座用钢板或整体铸件,呈倒装形式,凸模和压边圈在下,安装在压力机下台面垫板上,压边圈依靠顶杆顶起起到卸料和压料作用;凹模在上,直接装在上工作面上。
凸模与压边圈、凹模与压边圈之间分别装有内、外导向装置。
模具的外廓尺寸和闭合高度必须与压力机技术参数的要求相符合。
图2 单动拉延模的典型结构3 模具结构设计要点3.1 凸模设计凸模作为零件成型的重要部件,凸模的质量直接决定了冲压件质量的好坏。
除工艺上的特殊要求外,其轮廓尺寸和深度即为产品图尺寸。
在凸模工作部分设计有厚度为40mm的筋;在凸模上沿压料面上有一段40-80mm的直壁需要加工,为减少加工余量,保证凸模轮廓尺寸,缩短整修工时,直壁上用45°斜面过渡。
在缩小10-15mm为不加工面。
本设计材料为HT300。
凸模的结构如图3所示。
3.2 凹模设计凹模的作用是形成凹模压料面和凹模圆角。
拉延毛坯是通过凹模圆角逐渐进入凹模内腔,直到拉延成凸模形状。
汽车覆盖件拉深模的制造方法摘要:汽车覆盖件具有形状复杂、表面质量要求高等特点,常采用拉深成形。
本文通过分析汽车覆盖件拉深模的制造特点和制造工艺,针对其调试时出现的问题,举实例提出了相应的解决方法。
关键词:汽车覆盖件;拉深模;制造方法;调试一、汽车覆盖件拉深模的制造特点汽车覆盖件和一般冲压件相比较,具有材料薄、形状复杂、多为空间曲面、结构尺寸较大、表面质量高等特点。
为了满足覆盖件表面质量高,尺寸、形状准确,刚性好的要求,多数覆盖件的成形都采用拉深模进行。
汽车覆盖件拉深模有如下特点:(一)轮廓尺寸大。
汽车覆盖件拉深模的轮廓尺寸(长与宽之和)一般都在2500mm以上,重量一般都在5吨以上。
制造这样的模具,需要龙门刨床、龙门铣床、仿形铣床,研配压床等大型设备。
(二)制造工艺复杂。
汽车覆盖件拉深模的工作部分形状大多是由复杂的空间曲面构成的,而且精度和粗糙度的要求都很高。
加工时一般需要配备模型、样架、样板等专用工具。
(三)试冲与调试复杂。
拉深模由于其形状复杂,拉深时各部分材料变形不均匀,经常伴随着起皱和拉裂,这些都给拉深模的调试带来困难。
(四)生产技术准备工作复杂。
汽车覆盖件拉深模的零件毛坯形式一般为铸件、锻件,在制造时需要大型设备和专用工具,且相互之间协调性要求较高,这样在生产技术准备过程中必须考虑周全,微小的疏忽都可能对模具的质量、生产进度产生很大的影响。
二、汽车覆盖件拉深模的制造工艺(一)制造方法根据形状、结构和加工设备的不同,可采用以下三种加工方法:1、分别仿形加工不需投影样板,加工工作量大,加工精度低。
2、组装后仿形加工需投影样板,加工轮廓复杂,但节约仿形工时,精度较高。
3、按断面样板加工不需仿形加工,但需多个断面样板,钳工工作量较大,加工精度较低。
(二)制造过程现以常用的组装后仿形加工方法为例,其加工过程阐述如下:1、检查毛坯的加工余量,划底平面线(基准面)。
有些毛坯需制作起重孔。
2、按线刨底面及侧面(加工基准面)。