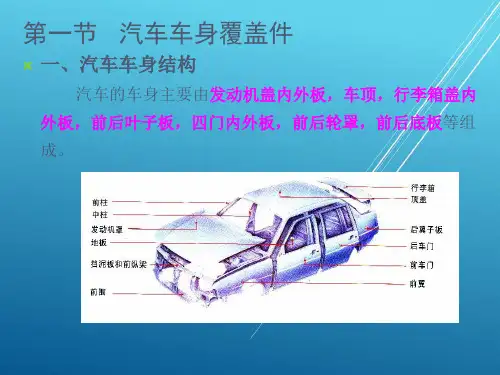
车身覆盖件冲压工艺 ppt课件
- 格式:ppt
- 大小:11.21 MB
- 文档页数:11

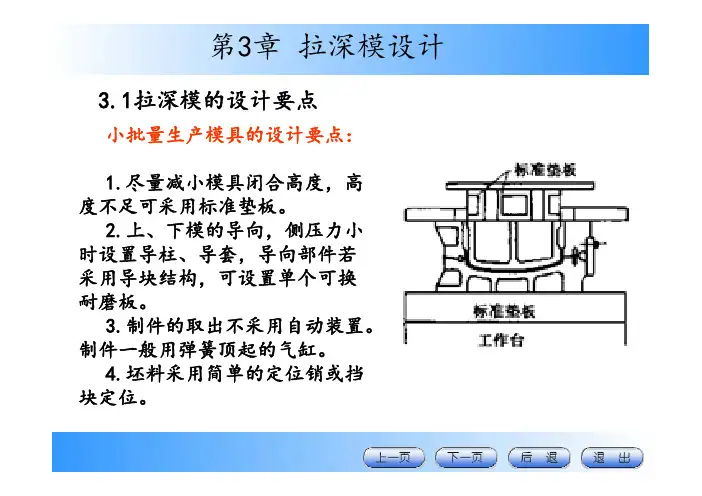
3.1拉深模的设计要点小批量生产模具的设计要点: 1.尽量减小模具闭合高度,高度不足可采用标准垫板。
2.上、下模的导向,侧压力小时设置导柱、导套,导向部件若采用导块结构,可设置单个可换耐磨板。
3.制件的取出不采用自动装置。
制件一般用弹簧顶起的气缸。
4.坯料采用简单的定位销或挡块定位。
3.1拉深模的设计要点中批量生产模具的设计要点: 1.上、下模的导向采用导板2.坯料用手工放入。
3.制件用手工取出。
对于形状复杂的大件则用机械手取出。
对于简单制件也可用气缸顶出。
4.制件采用气缸顶起。
采用单气缸时用H形顶杆结构,采用多气缸时用直接顶起结构。
5.坯件的定位。
后面用可升降的定位板,侧面用定位销或定位板,必要时可安装前定位板。
3.1拉深模的设计要点大批量生产模具的设计要点:1.上、下模的导向和凸模、压边圈的导向采用双面耐磨板。
2.坯件的放入使用薄板送料器。
3.坯件的定位采用后定位板、板、板式导正器和前定位板。
4.制件的取出使用机械手。
5.制件的顶起使用气缸,采用连杆或顶起(杠杆式)结构。
6.模具材料选用火焰硬火的合金铸铁。
对于生产量大的模具,应在模具表面镶工具钢。
7.各滑动部分要加润滑油,采用动加油或分油器集中加油。
3.2拉深模常见典型结构3.2.2 双动拉深模在拉深成形形状复杂的大型汽车覆盖件时,一般采用双动压力机,其原因主要有:(1)压边力大(2)压边力稳定(3)压边力的分布可调节(4)行程大3.2.2 双动拉深模3.2拉深模常见典型结构图3-8 双动拉深模示意图1-压边圈 2-凸模 3-凸模固定板 4-凹模1.拉深凸模结构铸造成形,且为中空式的壳体结构。
3.3工作零件3.3.1 拉深凸、凹模结构双动压力机上模具安装示意图图中H最好为350mm,便于凸模的固定3.3.2凸、凹模及压边圈结构尺寸拉深模结构尺寸参数K=拉深前毛坯的压料宽度+40-80mm拉深模壁厚尺寸CED筋的布置要避免十字交叉,最好为丁字交叉国内常用的导向板结构材料:T8A淬火硬度:53-57HRC用于中小型拉深模1、导柱、导套导向3.4.1单动拉深模的导向2、导板导向第3章 拉深模设计箱式背靠块与导柱并用的结构角式背靠块与导柱并用的结构1.凸模与压边圈导向防磨板形式防磨板装在压边圈上防磨板装在凸模上3.4.2双动拉深模的导向材料T8A硬度为52~56HRC。