PFMEA_失效模式分析 PPT
- 格式:ppt
- 大小:388.50 KB
- 文档页数:34





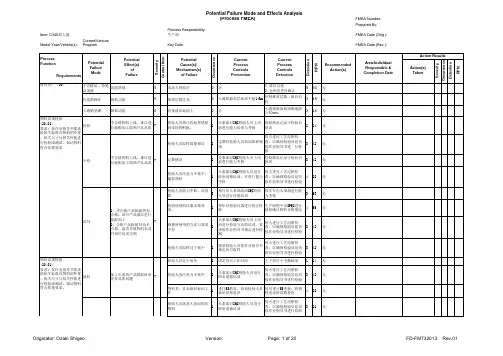
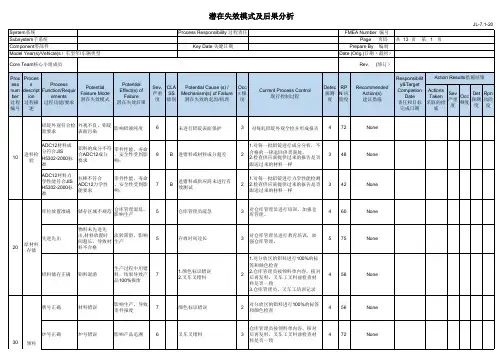
Potential Failure Mode and Effects Analysis(Process FMEA)FMEA Number:Prepared By: Item: C345放大器Process Responsibility: 生产部FMEA Date (Orig.): Model Year/Vehicle(s):Current/Various Program Key Date FMEA Date (Rev.):2、退货导致物料未及时到位延误交期Potential Failure Mode and Effects Analysis(Process FMEA)FMEA Number:Prepared By:Item: C345放大器Process Responsibility: 生产部FMEA Date (Orig.): Model Year/Vehicle(s):Current/Various ProgramKey DateFMEA Date (Rev.):(20.01)要求: 按作业指导书要求依相关标准对物料的外观、相关尺寸与相关性能进行检验或测试,保证物料符合质量要求。
Model Year/Vehicle(s):Current/Various Program Key Date FMEA Date (Rev.):尺寸与要求相符。
电性能良好Model Year/Vehicle(s):Current/Various Program Key Date FMEA Date (Rev.):Potential Failure Mode and Effects Analysis(Process FMEA)FMEA Number:Prepared By:Item: C345放大器Process Responsibility: 生产部FMEA Date (Orig.): Model Year/Vehicle(s):Current/Various ProgramKey DateFMEA Date (Rev.):(30.20)要求:1.不插错2.不少插件3.不插反4.剪脚角度在Potential Failure Mode and Effects Analysis(Process FMEA)FMEA Number:Prepared By:Item: C345放大器Process Responsibility: 生产部FMEA Date (Orig.): Model Year/Vehicle(s):Current/Various ProgramKey DateFMEA Date (Rev.):要求:1.不插错2.不少插件3.不插反Potential Failure Mode and Effects Analysis(Process FMEA)FMEA Number:Prepared By:Item: C345放大器Process Responsibility: 生产部FMEA Date (Orig.): Model Year/Vehicle(s):Current/Various ProgramKey DateFMEA Date (Rev.):2.对贴错的元件正确更换50.20)要求:1.位置精确2.不少点3.胶点良好φ0.8±0.2mmModel Year/Vehicle(s):Current/Various Program Key Date FMEA Date (Rev.):Model Year/Vehicle(s):Current/Various Program Key Date FMEA Date (Rev.):Prepared By:Item: C345放大器Process Responsibility: 生产部FMEA Date (Orig.): Model Year/Vehicle(s):Current/Various ProgramKey DateFMEA Date (Rev.):(80.10)要求: 1.不出锡柱Model Year/Vehicle(s):Current/Various Program Key Date FMEA Date (Rev.):靠,不能滑牙3.散热硅脂适量Model Year/Vehicle(s):Current/Various Program Key Date FMEA Date (Rev.):Model Year/Vehicle(s):Current/Various Program Key Date FMEA Date (Rev.):Model Year/Vehicle(s):Current/Various Program Key Date FMEA Date (Rev.):标,过压、短路(影响机器收听效果)短路保护Model Year/Vehicle(s):Current/Various Program Key Date FMEA Date (Rev.):Model Year/Vehicle(s):Current/Various ProgramKey DateFMEA Date (Rev.):测试指标满足客户要求(300)Model Year/Vehicle(s):Current/Various Program Key Date FMEA Date (Rev.):,无输出Model Year/Vehicle(s):Current/Various Program Key Date FMEA Date (Rev.):。

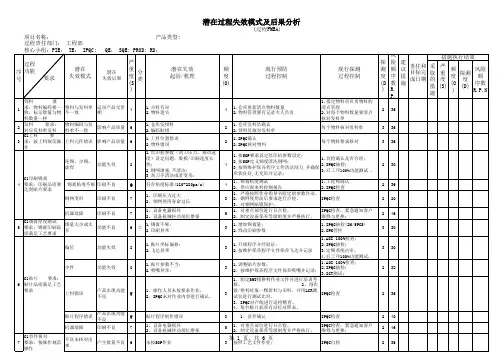
装配PFMEA 编号QA部核心小组改进后采取的措施存放时间超出48小时未进行烘烤电芯气鼓超厚1、员工时间核对错误;2、员工明知超时,而继续卷绕;1、员工首件对极片存放时间状态进行确认;2、QC进行首检和巡检确认,发现不符合项,对员工进行质量绩效稽核;烘烤温度过低极片烘烤不充分,电芯气鼓超厚1、员工操作时温度设置过低;2、烘箱加热装置异常;1、操作员工每小时对烘烤过程和抽真空动作进行记录;2、QC首检和巡检检验;3、计量每三个月校准一次;烘烤温度过高极片掉料、断裂1、员工操作时温度设置过高;2、烘箱加热装置异常;1、操作员工对烘烤过程和抽真空动作进行记录;2、QC首检和巡检检验;3、计量每三个月对烘箱温控进行一次校准;4、超温保护仪每月点检一次;真空度过低极片烘烤不充分,电芯气鼓超厚1、真空泵系统故障;2、烘箱密封性差,真空度下降较快;3、员工操作时真空未抽到标准值;1、真空烘烤时,由操作员工每小时抽一次真空,并对烘烤过程和抽真空动作进行记录;2、QC首检和巡检检验;3、抽不到真空时,报异常处理;烘烤时间过短极片烘烤不充分,电芯气鼓超厚员工时间计算或记录错误;1、操作员工对烘烤过程和抽真空动作进行记录;2、QC首检和巡检检验;烘烤时间过长极片掉料、断裂员工时间计算或记录错误;1、操作员工对烘烤过程和抽真空动作进行记录;2、QC首检和巡检检验;工序或品名过程功能/要求现行过程控制潜在的失效原因极片烘烤潜在的失效影响潜在的失效模式建议的措施PFMEA填表日期编制者装配PFMEA 编号QA部核心小组改进后采取的措施工序或品名过程功能/要求现行过程控制潜在的失效原因潜在的失效影响潜在的失效模式建议的措施PFMEA填表日期编制者烤装配PFMEA 编号QA部核心小组改进后采取的措施工序或品名过程功能/要求现行过程控制潜在的失效原因潜在的失效影响潜在的失效模式建议的措施PFMEA填表日期编制者装配PFMEA 编号QA部核心小组改进后采取的措施工序或品名过程功能/要求现行过程控制潜在的失效原因潜在的失效影响潜在的失效模式建议的措施PFMEA填表日期编制者装配PFMEA 编号QA部核心小组改进后采取的措施工序或品名过程功能/要求现行过程控制潜在的失效原因潜在的失效影响潜在的失效模式建议的措施PFMEA填表日期编制者装配PFMEA 编号QA部核心小组改进后采取的措施工序或品名过程功能/要求现行过程控制潜在的失效原因潜在的失效影响潜在的失效模式建议的措施PFMEA填表日期编制者超焊装配PFMEA 编号QA部核心小组改进后采取的措施工序或品名过程功能/要求现行过程控制潜在的失效原因潜在的失效影响潜在的失效模式建议的措施PFMEA填表日期编制者卡盖板装配PFMEA 编号QA部核心小组改进后采取的措施工序或品名过程功能/要求现行过程控制潜在的失效原因潜在的失效影响潜在的失效模式建议的措施PFMEA填表日期编制者装配PFMEA 编号QA部核心小组改进后采取的措施工序或品名过程功能/要求现行过程控制潜在的失效原因潜在的失效影响潜在的失效模式建议的措施PFMEA填表日期编制者。