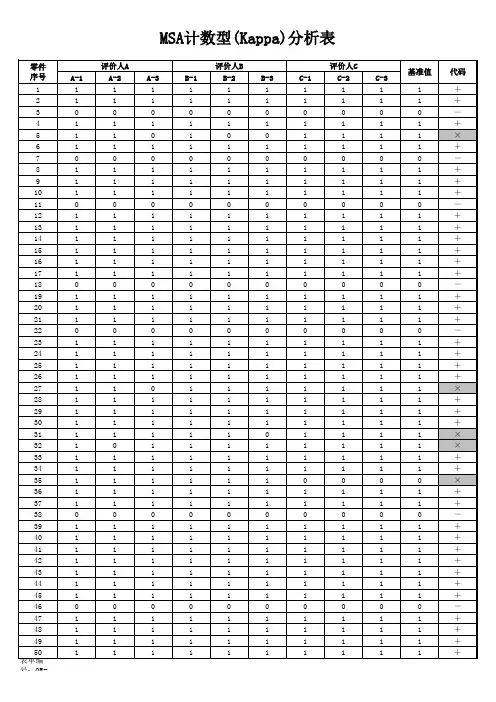
MSA计数型(kappa)分析表
- 格式:xls
- 大小:150.50 KB
- 文档页数:2


1、2、3、4、5、线性GRR计数型Kappa分析MSA测量系统分析全套表格模板稳定性偏倚Excel原件可在本文档左侧回形针处取出再现性Kappa=(Po-Pe)/(1-Pe)A*参考 交叉表A01总计Po:0.95Pe:0.51B*参考 交叉表B01总计Po:0.97Pe:0.51C*参考 交叉表C01总计Po:0.96Pe:0.5130期望的数量26.4636.5463数量38487期望的数量数量60363一致性好6666Kappa 一致性好判定误发期望的数量638728 4.76%可接受2.30%可接受 4.76%可接受3.45%可接受可接受5.75%可接受01参考总计62063871501C0.90有效性判定重复性检查总数匹配数漏发A A B 评价人评价人%B 93.33%可接受判 定判定0.9383.33%2530 3.17%36.5450.4687数量638715090.00%可接受0.92A C 一致性好150期望的数量B 期望的数量36.9651.0488数量6387150期望的数量26.0435.9662数量38588期望的数量6387数量60248.7284150数量6387150期望的数量35.28数量28284总计01Kappa 判 定A*B 0.89一致性好C 3027A*C 0.93一致性好参考B*C 参考总计可接受期望的数量27.7238.280.90一致性好数量615Page 11 of 11。
Source
Total Inspected
#Matched
False Negative
Fales Positive
Mixed
95%UCI
Calclated Score
95%LCI
Total inspected
#in Agreement
95%UCI
Calculated Score
95%LCI
样本:
补充:
kappa大于0.75表示有很好的一致
对于产品控制的情况下,当测量结果与决定准则是确定“符合或不符合某特
性的规范”(如:100%检验或抽样),样品(或标准)必须被选择,但不需
要包括整个过程范围。
测量系统的评估是以特性公差为基础(如对公差
的%GRR)。
在过程研究情况下,当测量结果与决定准则是确定“过程稳定性、方向以及
是否符合自然的过程变差”(如:SPC、过程控制、能力及过程改进),在整
个作业过程范围的样本可获得性变得非常重要。
当评估一测量系统对过程控
制的适用性时(如对过程变差的%GRR),推荐采用过程变差的独立估计法
(过程能力研究)。
如果Ppk大于1,则将测量系统与过程进行比较
如果Ppk小于1,则将测量系统与公差进行比较。
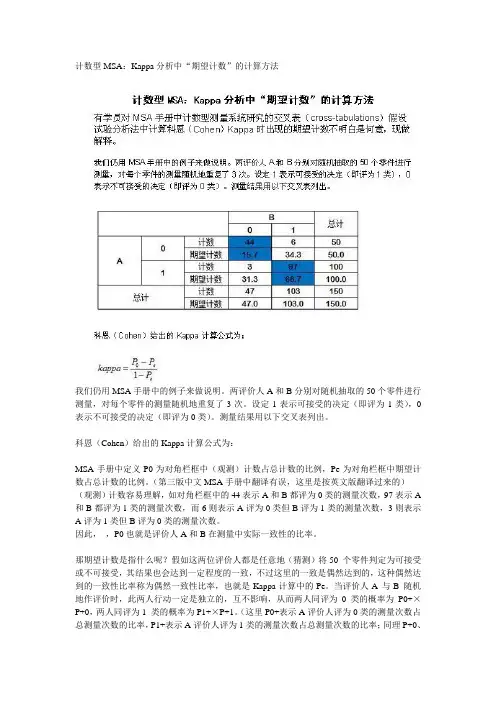
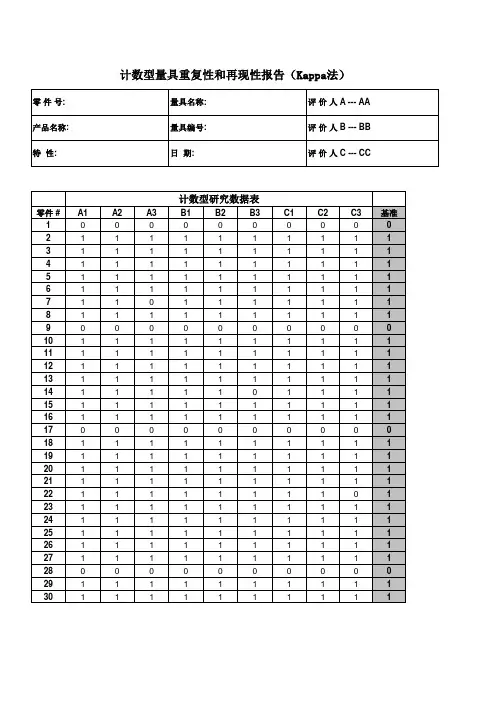
计数型MSA:Kappa分析中“期望计数”的计算方法我们仍用MSA手册中的例子来做说明。
两评价人A和B分别对随机抽取的50个零件进行测量,对每个零件的测量随机地重复了3次。
设定1表示可接受的决定(即评为1类),0表示不可接受的决定(即评为0类)。
测量结果用以下交叉表列出。
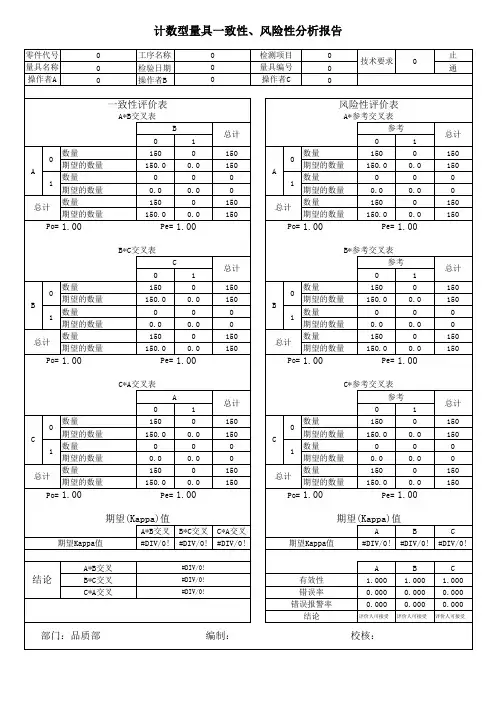
科恩(Cohen)给出的Kappa计算公式为:MSA手册中定义P0为对角栏框中(观测)计数占总计数的比例,Pe为对角栏框中期望计数占总计数的比例。
(第三版中文MSA手册中翻译有误,这里是按英文版翻译过来的)(观测)计数容易理解,如对角栏框中的44表示A和B都评为0类的测量次数,97表示A 和B都评为1类的测量次数,而6则表示A评为0类但B评为1类的测量次数,3则表示A评为1类但B评为0类的测量次数。
因此,,P0也就是评价人A和B在测量中实际一致性的比率。
那期望计数是指什么呢?假如这两位评价人都是任意地(猜测)将50 个零件判定为可接受或不可接受,其结果也会达到一定程度的一致,不过这里的一致是偶然达到的,这种偶然达到的一致性比率称为偶然一致性比率,也就是Kappa计算中的Pe。
当评价人A 与B 随机地作评价时,此两人行动一定是独立的,互不影响,从而两人同评为0 类的概率为P0+×P+0,两人同评为1 类的概率为P1+×P+1。
(这里P0+表示A评价人评为0类的测量次数占总测量次数的比率,P1+表示A评价人评为1类的测量次数占总测量次数的比率;同理P+0、P+1分别表示B评价人评为0类的测量次数占总测量次数的比率,和B评价人评为1类的测量次数占总测量次数的比率。
这时偶然一致性比率Pe = P0+×P+0+ P1+×P+1。
因此,这里15.7和68.7分别就是两评价人同时评为0类和1类的期望计数,分别为对应单元格行总计数乘以列总计数除以总计数(即总测量次数)所得。
同样31.3和34.3这两个期望计数也是按同样方式得出的。
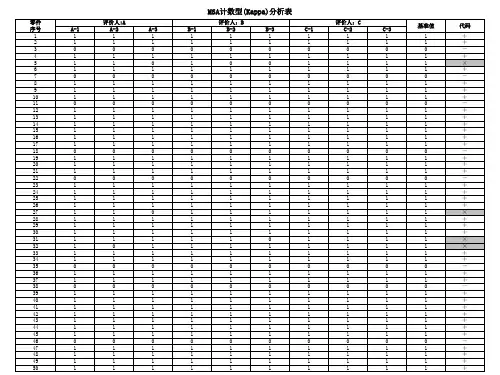
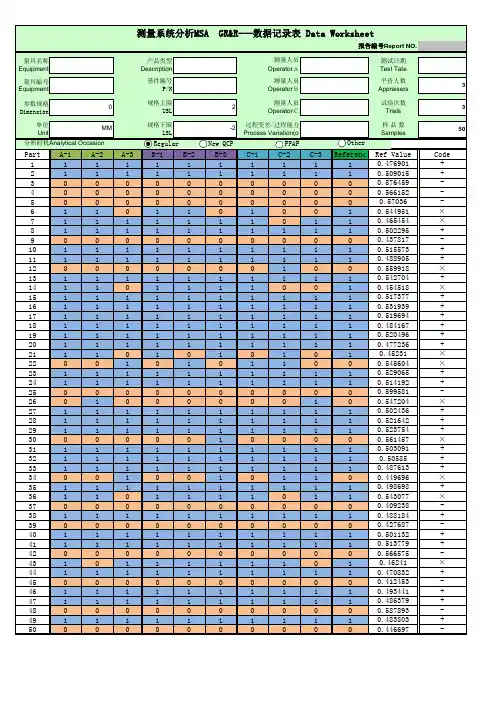
计数型MSA研究方法——假设试验分析(交叉表法):实例详解计数型MSA研究对象:定性分析测量系统,外观、通止规等常用方法:假设试验分析操作方式:选择50个产品,其中2/3左右合格品和1/3左右不合格品,3个检验人员分别对其进行3次测量,相当于每人150次测量。
得出的结果,判定合格记录为1,判定不合格记录为0得出以下表格所示的结果:(为便于观察和理解,这里将测量人员判定结果与标准不一致的标成黄色)计数型MSA的指标要求和计算:1、Kappa:判定人员一致性好坏的指标,接收准则:Kappa>0.75 1.1人员之间的一致性:期望发生的次数:根据判定结果的概率,会发生的次数A判定为0的概率=A判定为0的次数/A判定的总次数=(44+6)/150=0.333 A判定为1的概率=A判定为1的次数/A判定的总次数=(3+97)/150=0.667 B判定为0的概率=B判定为0的次数/A判定的总次数=(44+3)/150=0.313 B判定为1的概率=B判定为1的次数/A判定的总次数=(6+97)/150=0.687A判定为0,同时B判定为0的概率=0.333*0.313=0.104A判定为0,同时B判定为1的概率=0.333*0.687=0.229A判定为1,同时B判定为0的概率=0.667*0.313=0.209A判定为1,同时B判定为1的概率=0.667*0.687=0.458A判定为0,同时B判定为0期望的次数=0.104*150=15.6A判定为0,同时B判定为1期望的次数=0.229*150=34.35A判定为1,同时B判定为0期望的次数=0.209*150=31.35A判定为1,同时B判定为1期望的次数=0.458*150=68.7Po:A与B判定结果一致的概率=(44+97)/150=0.94Pe:期望结果一致的概率=(15.6+68.7)/150=0.562Kappa=== 0.863Kappa>0.75,说明A与B一致性较好A与C、B与C按相同方式计算并进行判定1.2人员与标准之间的一致性Po=(45+97)/150=0.947Pe=(16+68)/150=0.56Kappa=(0.947-0.56)/(1-0.56)=0.879Kappa>0.75,说明A与标准一致性较好B、C与标准的一致性按相同方式计算并进行判定2、有效率、漏判率、错判率:判定单个人员好坏的指标有效率:完全判定正确的零件个数/总零件个数漏判率:将不合格判定为合格的次数/标准为不合格的次数(Ⅱ类风险,顾客风险)错判率:将合格判定为不合格的次数/标准为合格的次数(Ⅰ类风险,工厂风险)根据数据计算结果:人员A有效率=42/50=84%人员A漏判率=3/48=6.25%人员A错判率=5/102=4.9%结果表明,人员A有效率位于可接受边缘,漏判率不接受,错判率接受。