SMT成品外观检验缺陷等级判定标准
- 格式:doc
- 大小:101.00 KB
- 文档页数:5
深圳华盛昌机械实业有限公司SMT外观检验标准1、目的:明确SMT焊接外观检验标准,为品质判定提供接收和拒收依据。
2、范围:适用于本公司所有产品的SMT焊接外观检验.3、权责:3.1 工程部/品质部:3.1.1 IE/QE负责本标准的制定和修改,3.2 制造部:3.2.1检验人员负责参照本标准对产品SMT焊接的外观进行检验。
3.2.2生产和维修人员参照本标准对产品进行自检或互检。
3.3 客服返修组:参照本标准执行返修4.标准定义:4.1判定分为:合格、允收和拒收合格(Pass):外观完全满足理想状况,判定为合格。
(本标准中,不做图片详解)允收(Ac):外观缺陷不满足理想状况,但满足允收条件,且能维持组装可靠度,判定为允收。
拒收(Re):外观缺陷未能满足理想状况和允收条件,且影响产品功能和可靠度,判定为拒收。
4.2缺陷等级严重缺陷(CRITICAL DEFECT,简写 CRI):不良缺陷,使产品在生产、运输或使用过程中可能出现危及人身财产安全之缺点,称为严重缺点.主要缺陷(MAJOR DEFECT,简写 MAJ):不良缺陷,使产品失去全部或部分主要功能,或者相对严重影响的结构装配的不良,从而显着降低产品使用性的缺点,称为主要缺点.次要缺陷(MINOR DEFECT,简写 MIN):不良缺陷,可以造成产品部分性能偏差或一般外观缺陷,虽不影响产品性能,但会使产品价值降低的缺点,称为次要缺点.5.检验条件5.1在正常室内日光灯灯管的照明条件(灯光强度为 1支40W或2支20W日光灯),被检测的PCB与光源之距离为:100CM以内.5.2将待测PCB置于执行检测者面前,目距 20CM内(约手臂长).6.检验工具:AOI光学检测仪、放大镜、显微镜、拨针、平台、静电手套7.名词术语7.1 立碑:元器件的一端离开焊盘而向上斜立或直立现象。
7.2 连锡或短路:两个或两个以上不应相连的焊点之间的焊锡相连,或焊点的焊料与相邻的导线相连的不良现象。
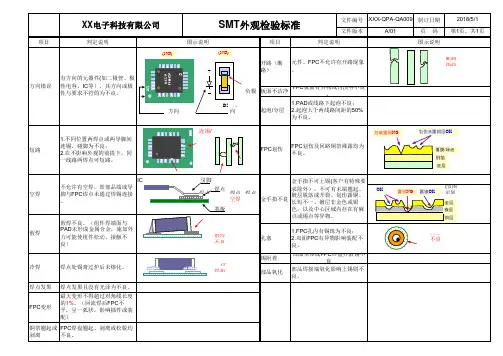
SMT品质检验标准一、品质判定:SMT制程分为锡膏制程与点胶制程(1)制程中缺点分为:A、严重缺点,〈CRITICAL DEFECT〉:简写CR,凡有危害制品的使用者或携带者之生命或安全之缺点谓之。
B、主要缺点,〈MAJOR DEFECT〉简写MA,制品单位的使用性能不能达到所期望之目的,明显的减低其实用性质的缺点谓之。
C、次要缺点,〈MINOR DEFECT〉简写MI。
(2)、点胶制程中的缺点,一般有:错件、缺件、反向、倒置、偏离、异物、溢胶、浮高、侧立、刮伤。
(3)、锡膏制程中的缺点,一般有:空焊、假焊、冷焊、针孔、少锡、包焊、短路、错件、缺件、反向、倒置、偏离、异物、PCB起泡、直立、侧立、锡珠。
二、SMT重点品质说明:(1)、空焊:零件脚或引脚与锡垫间因没有锡或其它因素造成没有接洽;(2)、假焊:假焊之现象与空焊类似,但其锡垫之锡量太少,低于接洽面标准;(3)、冷焊:锡或锡膏在回风炉气化后,在锡垫上仍有模糊的粒状附着物;(4)、针孔:板底不能有洞孔现象出现;(5)、少锡:零件面吃锡不良,未达75%以上;(6)、包焊:焊点焊锡过多,看不到零件脚或其轮廓者;(7)、短路:又称桥接,有脚零件在脚与脚之间被多余之焊锡所联接短路;(8)、错件:零件放置之规格或种类与作业规定或BOM、ECN不符者,即为错件;(9)、缺件:应放置零件之位置,因陋就简正常之缘故而产生空缺;(10)反向:有极性之零组件与加工工程样品、方向相反,即为反向;(11)、倒置:又为反白,零件有规格标示一面倒置于PDA上;(12)、偏离:零件超出PAD之部分,不得大于本体宽度之1/4;(13)、异物:可导电之异物〈锡渣、锡球、铁线〉;不可导电之异物〈贴纸〉;(14)、不洁:加工作业不良,造成板面不洁净或CHIPS脚与脚之间附有异物或CHIPS 修补不良有点胶、助焊剂、防焊绿漆、松香等均视为不合格品;(15)、PCB起泡:PCB板离层起泡或白斑现象;(16)、溢胶:胶水溢于零件两端PAD上;(17)、点胶推拉力必须在1。

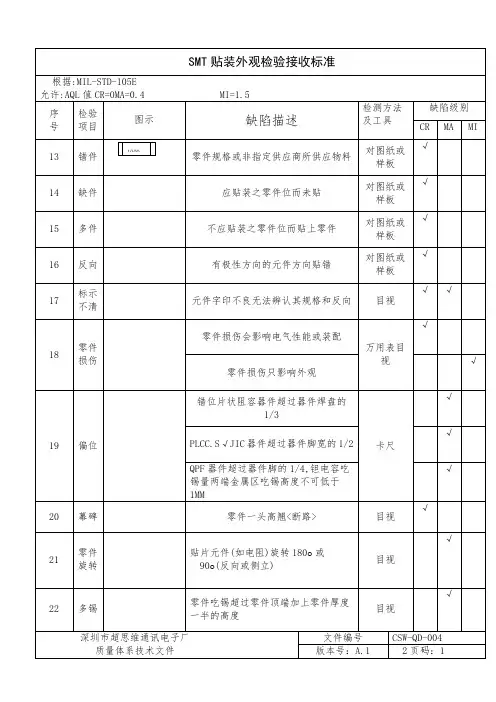

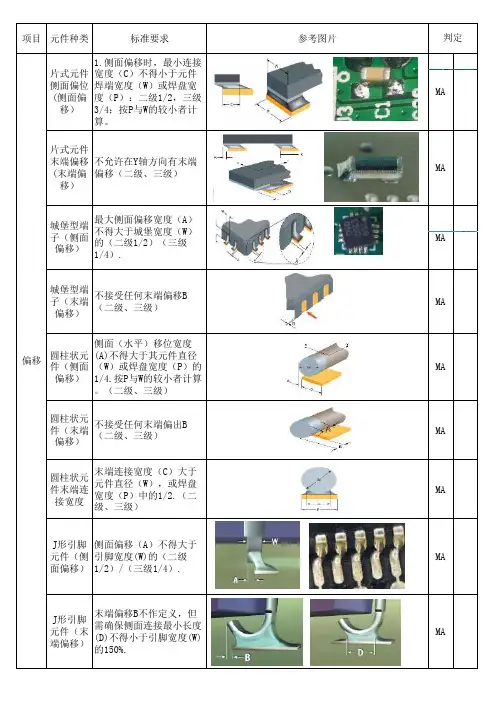
片式元件侧面偏位(侧面偏移)1.侧面偏移时,最小连接宽度(C)不得小于元件焊端宽度(W)或焊盘宽度(P):二级1/2,三级3/4;按P与W的较小者计算。
MA片式元件末端偏移(末端偏移)不允许在Y轴方向有末端偏移(二级、三级)MA城堡型端子(侧面偏移)最大侧面偏移宽度(A)不得大于城堡宽度(W)的(二级1/2)(三级1/4).MA城堡型端子(末端偏移)不接受任何末端偏移B(二级、三级)MA圆柱状元件(侧面偏移)侧面(水平)移位宽度(A)不得大于其元件直径(W)或焊盘宽度(P)的1/4.按P与W的较小者计算。
(二级、三级)MA圆柱状元件(末端偏移)不接受任何末端偏出B(二级、三级)MA圆柱状元件末端连接宽度末端连接宽度(C)大于元件直径(W),或焊盘宽度(P)中的1/2.(二级、三级)MAJ形引脚元件(侧面偏移)侧面偏移(A)不得大于引脚宽度(W)的(二级1/2)/(三级1/4).MAJ形引脚元件(末端偏移)末端偏移B不作定义,但需确保侧面连接最小长度(D)不得小于引脚宽度(W)的150%.MA偏移鸥翼型引线元件(侧面偏移最大侧面偏移(A)不得大于引脚宽(W)的(二级1/2或0.5mm,取较小者)/(三级1/4或0.5mm,取较小者)MA鸥翼型引线元件(末端偏移1、脚长L小于3倍引线宽度W不允许出现偏出B;2、偏出违反最小电气间隙MA表面贴装面阵列焊料球偏出,违反最小电气间隙MA底部有散热面端子元器件二级/三级:1、散热面端子的侧面偏出不大于端子宽度的25%;2、散热面端子的末端偏出焊盘;3散热面末端端子的连接宽度与焊盘接触区域的润湿小于100%;4、散热面偏出违反最小电气间隙MA反贴/反白元件翻贴片式元器件的电气要素面朝下.(即:丝印面向下)片式电阻常见。
一级可接受,二三级制程警示MI立碑片式元件不允许焊接元件有斜立或直立现象(元件一端脱离焊盘焊锡而翘起)MA焊锡高度无引脚元件最小填充高度F为焊料厚度G加城堡高度H的(二级25%)/(三级50%)MA侧立片式元件不允许宽、高比超过(二级2/1)/(三级1.25/1)的元件侧立(元件本体旋转90度贴放)片式电容常见MA偏移错件所有物料不接受贴装元件规格与要求不符的现象MA少件所有物料不允许有出现元件漏贴的现象MA反向有极性元件不接受有极性元件方向贴反(备注:元件上的极性标志必须与PCB板上的丝印标志对应一致)MA多件所有物料不允许有空位焊盘贴装元件MA连锡/短路所有元件1、横跨在不应该相连的导体上的焊接连接;2、焊料跨接到毗邻的非公共导体或元器件上。
供IPQC检验产品时,做到检验标准有据可依,外观检验得到统一而明确的判定标准,改进产品品质,防止不合格品的流出,最终以满足顾客的需求。
2. 范围:本检验标准适用于公司要求PCBA(SMT)的外观品质判定。
3. 职责权限:3.1工程处(此标准做为工程制作工装、文件等需依此标准为基础).3.2制造处负责此标准的执行.3.3品保处(IPQC、QC、领班负责此标准的执行与监督,QE负责更新维护).4.相关参考文件:4.1. IPC-A-610D 电子组件可接受性标准。
4.2 BOM4.3 ECN4.3 工程图纸5.作业内容:5.1缺陷现象定义:菲林尺:为透明的PVC测试工具,用于识别点及线的大小缺陷判定。
塞规:为金属片状测试工具,用于缝隙大小的测试,也称厚溥规。
游标卡尺:用于物体尺寸的测量。
LCR(LCZ):用于测试电阻、电容、电感的阻值、容值、感值的测试仪器。
万用表:用于测量元器件的电压、电流及导通状态的仪器。
放大镜(显微镜):用于对所观察物体进行放大倍数,便于人眼识别的检验仪器。
推力计:用于对测试元器件所能存受的力度的仪器。
5.6检验要求:1.检验的环境及方法:a)距离:人眼与被测物表面的距离为300±50mm。
b)时间:每片检查时间不超过12s。
c)位置:检视面与桌面成45°;上下左右转动15°。
d)照明:40W冷白荧光灯,光源距被测物表面500~550mm (照度达500~800Lux)。
2.检验前准备:a)检验前需先确认所使用工作平台清洁及配戴清洁手套;b)ESD防护:凡接触PCBA必需配戴良好的静电防护措施(配戴防静电手环并接上静电接地线)。
3.PCBA持握的方法:正确的拿板作业姿势,在/ESD护防的条件下,并戴干净的手套握持PCBA(如下图),看板时板平面与眼睛存45°角,距离20~30CM,并注意转换方向,看到焊接的每一个面。
4.抽检方法要求:例如:如送检样本量:600PCS,按GB/T2828.1-2003一般检验水平II要求,抽检数量:80PCS,为保证抽检的均匀性,要求如下:4.1求抽检方法按照每栏上、中、下方式进行抽检。
供IPQC检验产品时,做到检验标准有据可依,外观检验得到统一而明确的判定标准,改进产品品质,防止不合格品的流出,最终以满足顾客的需求。
2. 围:本检验标准适用于公司要求PCBA〔SMT〕的外观品质判定。
-3. 职责权限:3.1工程处(此标准做为工程制作工装、文件等需依此标准为根底).3.2制造处负责此标准的执行.3.3品保处(IPQC、QC、领班负责此标准的执行与监视,QE负责更新维护).4.相关参考文件:4.1. IPC-A-610D 电子组件可承受性标准。
4.2 BOM4.3 E4.3 工程图纸5.作业容:5.1缺陷现象定义:菲林尺:为透明的PVC测试工具,用于识别点及线的大小缺陷判定。
塞规:为金属片状测试工具,用于缝隙大小的测试,也称厚溥规。
游标卡尺:用于物体尺寸的测量。
LCR(LCZ):用于测试电阻、电容、电感的阻值、容值、感值的测试仪器。
万用表:用于测量元器件的电压、电流及导通状态的仪器。
放大镜(显微镜):用于对所观察物体进展放大倍数,便于人眼识别的检验仪器。
推力计:用于对测试元器件所能存受的力度的仪器。
5.6检验要求:1.检验的环境及方法:a)距离:人眼与被测物外表的距离为300±50mm。
b)时间:每片检查时间不超过12s。
c)位置:检视面与桌面成45°;上下左右转动15°。
d)照明:40W冷白荧光灯,光源距被测物外表500~550mm 〔照度达500~800Lu*〕。
-2.检验前准备:a)检验前需先确认所使用工作平台清洁及配戴清洁手套;b)ESD 防护:凡接触PCBA 必需配戴良好的静电防护措施(配戴防静电手环并接上静电接地线)。
3.PCBA 持握的方法:正确的拿板作业姿势,在/ESD 护防的条件下,并戴干净的手套握持PCBA(如以下图),看板 时板平面与眼睛存45°角,距离20~30CM ,并注意转换方向,看到焊接的每一个面。
4.抽检方法要求:例如:如送检样本量:600PCS ,按GB/T2828.1-2003一般检验水平II 要求,抽检数量:80PCS ,为保证抽 检的均匀性,要求如下:4.1求抽检方法按照每栏上、中、下方式进展抽检。
![smt外观检验规范[1]](https://uimg.taocdn.com/7b40ba86cf2f0066f5335a8102d276a2002960f1.webp)
A. 元件的两端焊接质量(情形)良好;B. 焊锡的外观呈内弧面形状。
(1).零件位于焊盘中央;(2).无一端或两端的偏移。
⑫ A、B 级可接受条件:⑪ 目标条件:4/25① 侧面偏移标准:页 次文件名称SMT 表面贴装缺陷判定标准制定部门 一般只有在对拒收条件进行确认时才使用仲裁放大倍数的放大设备,当组件上各器 件焊盘宽度不一时,可以使用较大倍数的放大设备检查整个组件。
② 观察视角及检验时间:人眼与被检测面距离为25~35cm,观察角度要求垂直于被检测面(点) 的±45°角,观察时间为10S±5S(如图1)。
4. 检查环境:光照强度要求大于600LUX, 检验员视力(或矫正后)需要在1.0 以上。
5. 放大镜的选用:进行目视检查时当部分元件( 如MOS 管脚等)不能准确判定的话,可以使用放大镜 用目视和(或)放大镜即可,文件有明确图1 检查视角要求的除外;制定日期2004-11-27文件编号YSDJS-31-2004版本版次A/0 进行辅助检查。
一般放大镜的倍数可以根据被测元件的最小焊盘宽度来确定。
如果客 户有明确要求必须按照客户要求执行。
下表提供的放大镜倍数选用只供参考。
工艺部 1. 检查标准:① 检验员在检验时不可以自行选择验收等级。
选择等级的原则是相关文件有明确规定的必须按照规定 选择,如果没有对验收等级进行要求,验收等级一律执行A 级;② 接收和(或)拒收的判定必须以与之相适应的的文件为依据,如图纸、技术规范、标准、参考文件 和客户要求等,本文只是检验依据文件之一。
2. 尺寸的界定:除用于仲裁目的,一般的日常检查不需要对本文的检查项目(如特殊部件的安装、焊点 尺寸及百分比)进行实际测量。
3. 检查方法:① 检查方式:根据需要可以使用目视、放大镜、显微镜、自动检查设备进行检查,不过一般的检查 ① 目标条件:是指近乎完美是一种希望能达到但不一定一直能达到的一种状态, 它是产品的理想状态; ② 可接受条件:是指产品能够在BYD 生产线进行完整、可靠的安装,各关键性能、电气特性都是有效的 不会对最终产品造成影响,但不是完美的(如外观等);第三次修订:③ 缺陷条件:是指产品不能够在生产线进行完整、可靠的安装,或则能够安装但会有部分关键性能、 电气特性对最终产品造成影响。
文件版本A/00 页码5.7相关不良检验图片及标准说明参见下图:示图不良定义短路非连接导通电路有焊锡相连状态短路侧立元件焊接端未有效贴装,呈侧面贴装状态文件版本A/00 页码立碑因回焊拉力导致元件未有效焊接,呈墓碑状多件BOM不要求贴料的位置有元件,或同一位置有文件版本A/00 页码一个以上物料假焊(功能元件)元件焊接端未与PCB焊盘有效焊接,存在间隙或呈不固定状态文件版本A/00 页码假焊(屏蔽框)屏蔽框底部焊接端未与PCB焊盘有效焊接,存在间隙並呈不固定状态冷焊元件脚金属部分与焊点焊接牢固,锡膏未完全溶化,如左图所示爬锡元件脚或Pin针与PAD间的焊锡爬锡高度已超过零件本体高度或Pin脚高度的2/3,焊锡已将元件脚覆盖,吃锡过多状况。
(极性元件、屏蔽框、SIM卡座)元件贴装极性点未和PCB极性标识点/丝印图标识点对应文件版本A/00 页码上锡非上锡区域(按键、金手指)有上锡损件文件版本A/00 页码已焊接完成元件受到外力撞击导致损件或元件破裂偏位(片式元件)元件贴装位置未和焊盘重合,有偏移浮高元器件与PCB存在间隙或高度超过0.3mm。
文件版本A/00 页码偏位(IC/卡座/USB/电池座)元件贴装位置未和焊盘或丝印重合,有偏移少件BOM要求進行元件贴装的位置无元件文件版本A/00 页码少锡(片式元件)元件焊锡量未达到正常要求少锡(SOP、QFP)元件焊锡量未达到正常要求文件版本A/00 页码划伤PCBA表面存在刮痕文件版本A/00 页码PCB脏污有不同颜色污染的混入混板不同机种/硬件、不同软件、不同工令版本的板混在一起零件破损元件本体出现破损现象文件版本A/00 页码PCB掉铜箔PCB铜箔有掉落现象SIM卡座坏SIM卡座有金手指翘起、脫落、或弹片变形脫落等现象元件烫伤影响外形、装配和功能变形、缺口、刮削、刻痕或熔毀现象断路PCB线路断开现象。
错位元器件或元器件脚的位置移到其它PAD或脚的位置上。
3.说明3.1本标准中的合格是指产品没有出现不良判定的任意一项内容。
3.2本标准中的不合格是指产品出现不良判定的任意一项内容。
缺陷判定分“严重缺陷”、“主要缺陷”、“次要缺陷”三种4.作业要求4.1 4.24.34.4 检验条件:室内照明要求良好,必要时用带灯的5倍以上放大镜检验。
各检验工位作业人员需按本工位的作业规范进行作业,按本标准中附页描述的各类标准及不良状况做出合格与不合格的判断。
不合格品用不良标签标识位置,并做好各检查记录后贴上相应标识,按照《不良品处理规范》处理。
注意事项4.4.1 4.4.2 本标准若与工艺文件内容有重复或抵触时,以工艺文件要求为准,本标准未涉及的内容,以工艺文件作为补充。
本标准部份图片及内容自IP C-A-610D摘录,如客户有特殊要求时依客户要求作业, 必要时由客户提供书面资料作参考。
示意图仅作参考,以文字描述为主要判定依据。
目检作业过程中需戴好静电手环。
4.4.34.4.44.5品质缺陷判定标准如下:SMT元件放置状态标准元件类别图片说明及标准描述元件贴装在焊盘的正中间,没有发生侧面与末端的偏移;红胶元件高度为钢网高度(0.15-0.2mm ),锡膏元件平贴板面;BGA边缘与PCB上的丝印标识在四个方向上的距离相等。
所有元件按工艺要求该贴片的位置都贴上正确的元件,极性元件方向正确;板面干净。
所有元件所有元件缺件:应贴片的位置未贴上元件。
错件:所贴元件与+工艺要求不相符。
反向:元件放置方向错误。
缺陷描述侧立:元件侧面与焊盘接触。
立碑:元件端子与焊盘单面接触。
反白:元件字面向下。
应贴错贴成0603 元0805 元I图片说明SMT元件放置状态缺陷元件类缺陷类别别严重缺陷主要缺陷次要缺陷元件引脚与焊盘接触面可见明显焊料润湿,焊点光亮、平滑;片状、圆柱、矩形 元件焊料润湿高度至少为0.5mm,超过2mm 高度的元件,焊料润湿高度至少为元件高 度的1/4 ;翼形引脚元件焊料润湿厚度至少为元件脚厚度或直径的 1/2,润湿高度至少为元件脚下弯至上弯处的1/3 。