计量值控制图之均值-极差控制图
- 格式:pdf
- 大小:120.69 KB
- 文档页数:3

控制图(control charts)又名:统计过程控制( statistical process control)方法演变:EQ \o(\s\up5(-),\s\do2(x))计量值控制图:⎺X-R控制图(又名均值极差控制图),⎺X-s控制图,单值控制图(又名X 控制图,X-R控制图,IX-MR控制图,XmR控制图,移动极差控制图),移动均值-移动极差控制图(又名MA-MR控制图),目标偏差控制图(又名差异控制图、偏差控制图、名义值偏差控制图),CUSUM(又名累计和控制图),EWMA(又名指数加权移动平均控制图),多元控制图(又名Hotelling T2控制图)。
计数值控制图:p控制图(又名不良品率控制图),np控制图,c控制图(又名缺陷数控制图),u控制图。
两种数据都适用的控制图:短期过程控制图(又名稳定控制图或者Z控制图),组控制图(又名多属性值控制图)。
概述控制图是一种对过程变异进行分析和控制的图形工具。
数据按时间顺序绘制在图上,控制图一般有一条代表均值的中心线,一条上控制限位于中心线上方,一条下控制限位于中心线下方,这些线是根据过程数据确定的。
通过当前数据和由历史数据计算所得的控制限的比较,我们可以判定当前过程变异是稳定的(受控制)还是不稳定的(不受控制,受到某个特定因素的干扰)。
控制图分为很多种,不同的过程、不同的数据,我们采用不同的控制图。
计量值数据的控制图经常是成对应用,其中常绘制在上方的一张控制图监测均值,或者说过程数据的分布中心,而绘制在下方的一张控制图监测极差,或者说分布的波动程度。
如果借助于练习打靶的例子来说明,那么均值就是靶子上射击集中的地方,极差是射击点的离散程度。
计量值数据要成对使用控制图,计数值数据则通常只使用一张控制图就足够了。
适用场合·当你希望控制当前过程,问题出现时能察觉并能对其采取补救措施时;·当你希望对过程输出的变化范围进行预测时:·当你判断一个过程是否稳定(处于统计受控状态)时;·当你分析过程变异来源是随机性(偶然事件)还是非随机性(过程本身固有)时;·当你决定怎样完成一个质量改进项目时——防止特殊问题的出现,或对过程进行基础性的改变。
控制图(control charts)又名:统计过程控制( statistical process control)方法演变:EQ \o(\s\up5(-),\s\do2(x))计量值控制图:⎺X-R控制图(又名均值极差控制图),⎺X-s控制图,单值控制图(又名X 控制图,X-R控制图,IX-MR控制图,XmR控制图,移动极差控制图),移动均值-移动极差控制图(又名MA-MR控制图),目标偏差控制图(又名差异控制图、偏差控制图、名义值偏差控制图),CUSUM(又名累计和控制图),EWMA(又名指数加权移动平均控制图),多元控制图(又名Hotelling T2控制图)。
计数值控制图:p控制图(又名不良品率控制图),np控制图,c控制图(又名缺陷数控制图),u控制图。
两种数据都适用的控制图:短期过程控制图(又名稳定控制图或者Z控制图),组控制图(又名多属性值控制图)。
概述控制图是一种对过程变异进行分析和控制的图形工具。
数据按时间顺序绘制在图上,控制图一般有一条代表均值的中心线,一条上控制限位于中心线上方,一条下控制限位于中心线下方,这些线是根据过程数据确定的。
通过当前数据和由历史数据计算所得的控制限的比较,我们可以判定当前过程变异是稳定的(受控制)还是不稳定的(不受控制,受到某个特定因素的干扰)。
控制图分为很多种,不同的过程、不同的数据,我们采用不同的控制图。
计量值数据的控制图经常是成对应用,其中常绘制在上方的一张控制图监测均值,或者说过程数据的分布中心,而绘制在下方的一张控制图监测极差,或者说分布的波动程度。
如果借助于练习打靶的例子来说明,那么均值就是靶子上射击集中的地方,极差是射击点的离散程度。
计量值数据要成对使用控制图,计数值数据则通常只使用一张控制图就足够了。
适用场合·当你希望控制当前过程,问题出现时能察觉并能对其采取补救措施时;·当你希望对过程输出的变化范围进行预测时:·当你判断一个过程是否稳定(处于统计受控状态)时;·当你分析过程变异来源是随机性(偶然事件)还是非随机性(过程本身固有)时;·当你决定怎样完成一个质量改进项目时——防止特殊问题的出现,或对过程进行基础性的改变。

管制图计量值和计数值区别
摘要:管制图是用来监控生产过程的关键特性是否处理控制状态的一种管理工具,其中根据统计数据的类型不同,控制图可分为:计量控制图和计数控制图两种。
下面主要针对这两者控制图的使用优缺点进行介绍。
常规管制图的种类
•计量型管制图包括:
* IX-MR(单值移动极差图)
* Xbar-R(均值极差图)
* Xbar-s(均值标准差图)
•计数型管制图包括:
* P图(用于可变样本量的不合格品率)
* Np(用于固定样本量的不合格品数)
* u(用于可变样本量的单位缺陷数)
* c(用于固定样本量的缺陷数)
计量值管制图的优缺点
•优点:
a)用于制程管制十分灵敏,容易探测出出制程中的变异,因此可以用来预测将要发生的不良状况。
b)能帮助及时并正确地找出不良原因,使品质稳定受控,是最优良的管制工具。
•缺点:
a)在制造过程中,需要经常抽样并予以测量以及计算,需要点上管制图,较为麻烦。
计数值管制图的优缺点
•优点:
a)只在生产完成后才抽样样本,将区分为良品与不良品,所需数据能以简单方法获得。
b)对工厂整个品质情况了解非常方便。
•缺点:
a)只靠此种管制图,有时无法寻找到不良的真正原因,不能及时采取处理措施而延误时机。
b)较计量值管制图需要更多的样本。
计量型控制图的选用及运用步骤
摘要:控制图是对过程质量特性值进行测定、记录、评估,从而监察过程是否处于控制状态的一种用统计方法设计的图。
其中控制图根据统计数据的类型不同分为计量型控制图与计数型控图,下面我们针对计量型控制图进行介绍。
计量型控制图的分类及选用方法
其中计量型控制图包括:
●Xbar-R chart均值-极差控制图
●Xbar-S chart均值-标准差控制图
●X-MR chart 单值-移动极差控制图
计量型控制图的控制界限及应用说明
说明:
1.Xbar-R chart均值-极差控制图:对于计量数据而言,这是常用最基本的控
制图。
它的控制对象为长度、重量、纯度、时间和生产量等计量值的场合,这时的样本数≤10。
2.Xbar-S chart均值-标准差控制图:当样本容量大小n>10时,这时应用极差
估计总体标准差的效率降低,需要用S图来代替R图。
3.X-MR chart 单值-移动极差控制图:适合于只能取一个值的控制(如化工等
气体与液体流程式过程,产品均匀的场合,因此它判断过程变化的灵敏度也要差一些)
控制图运用步骤
计量型控制图是可以用量具、仪表等进行测量而得出的连续性数值,可以出现小数。
常用的计量值控制图有:均值-极差控制图、均值-标准差控制图、单值-移动极差控制图,其中尤以X-R控制图用得最多,它对加工工序有很强的控制能力,是控制产品质量最实用有效的一种工具。
计量值控制图之均值-极差控制图
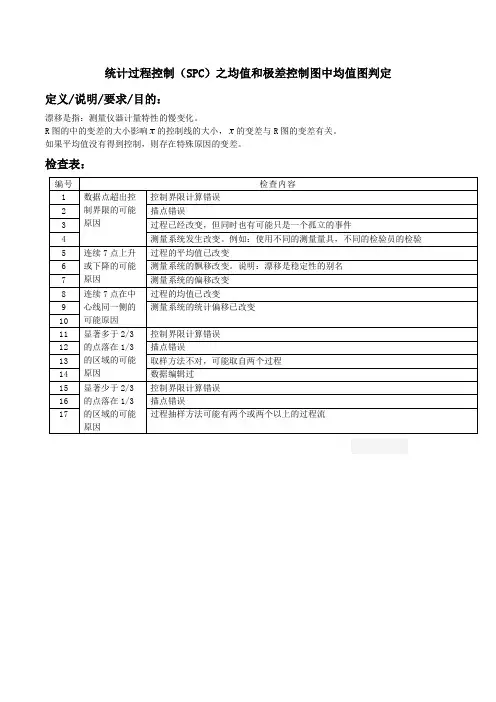
摘要:在处理一个计量值的控制图时,我们要控制的是这个质量特性的均值和变异数,其中包括均值控制图跟极差控制图,简称为X-R控制图.
均值-极差控制图
1.在处理一个计量值的控制图时,我们要控制的是这个质量特性的均值和变异数:
●要控制平均数,通常是使用均值控制图;
●而控制过程的分散或变异则使用极差控制图称R控制图;
2.同时维持过程均值和过程变异在控制状态下是很重要的
3.最常用、最基本的控制图
●用于控制对象为长度、重量、强度、厚度、时间等计量值;
●由用于描述均值变化的均值图和反映过程波动的极差控制图组成;
4.计算均值控制图与极差控制图的上下控制界限公式:
式中:A2 ,D3,D4 ——是由样本大小n确定的系数,可由下表查得。
当n≤6时,D3为负值,而R值为非负,此时LCL实质不存在。
此时,可令LCL=0作为下控制线。
均值控制图
主要用于诊断过程均值的异常波动:
极差R控制图
●均值控制图是对过程均值变化的诊断
●如果过程波动随时间变化是不稳定的
●那么在均值控制图上从不稳定过程中计算出的控制线,就不能反映只有随机
因素作用产生的过程波动
●因此对均值控制图的解释就会出现误导
●只有在稳定的过程中才可以构造控制图实施过程的诊断
●判断过程稳定需要用R控制图
计量值控制图主要用于长度、重量、时间、强度、成份等以计量值来管理工程的控制图,利用统计手法,设定控制均值X和极差R的界限,同时利用统计手法判定导致工程质量变异是随机原因,还是异常原因的图表。
均值-极差控制图是常用于SPC统计过程控制分析中,它们常用的两种控制图分析图表.。
计量值控制图之均值-极差控制图
摘要:在处理一个计量值的控制图时,我们要控制的是这个质量特性的均值和变异数,其中包括均值控制图跟极差控制图,简称为X-R控制图.
均值-极差控制图
1.在处理一个计量值的控制图时,我们要控制的是这个质量特性的均值和变异数:
●要控制平均数,通常是使用均值控制图;
●而控制过程的分散或变异则使用极差控制图称R控制图;
2.同时维持过程均值和过程变异在控制状态下是很重要的
3.最常用、最基本的控制图
●用于控制对象为长度、重量、强度、厚度、时间等计量值;
●由用于描述均值变化的均值图和反映过程波动的极差控制图组成;
4.计算均值控制图与极差控制图的上下控制界限公式:
式中:A2 ,D3,D4 ——是由样本大小n确定的系数,可由下表查得。
当n≤6时,D3为负值,而R值为非负,此时LCL实质不存在。
此时,可令LCL=0作为下控制线。
均值控制图
主要用于诊断过程均值的异常波动:
极差R控制图
●均值控制图是对过程均值变化的诊断
●如果过程波动随时间变化是不稳定的
●那么在均值控制图上从不稳定过程中计算出的控制线,就不能反映只有随机
因素作用产生的过程波动
●因此对均值控制图的解释就会出现误导
●只有在稳定的过程中才可以构造控制图实施过程的诊断
●判断过程稳定需要用R控制图
计量值控制图主要用于长度、重量、时间、强度、成份等以计量值来管理工程的控制图,利用统计手法,设定控制均值X和极差R的界限,同时利用统计手法判定导致工程质量变异是随机原因,还是异常原因的图表。
均值-极差控制图是常用于SPC统计过程控制分析中,它们常用的两种控制图分析图表.。