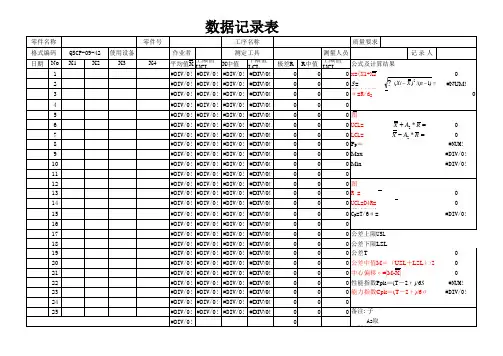
均值-极差控制图计算表格
- 格式:xls
- 大小:44.00 KB
- 文档页数:19
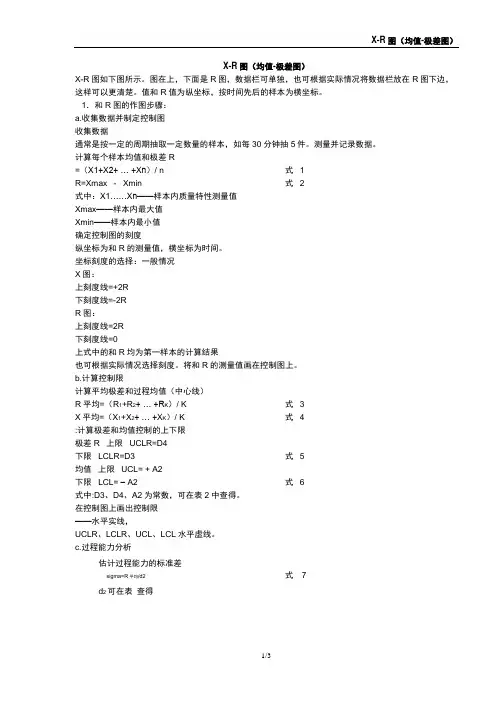
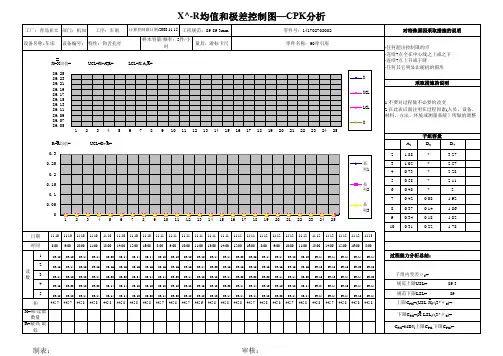
X-R图(均值-极差图)X-R图如下图所示。
图在上,下面是R图,数据栏可单独,也可根据实际情况将数据栏放在R图下边,这样可以更清楚。
值和R值为纵坐标,按时间先后的样本为横坐标。
1.和R图的作图步骤:a.收集数据并制定控制图收集数据通常是按一定的周期抽取一定数量的样本,如每30分钟抽5件。
测量并记录数据。
计算每个样本均值和极差R=(X1+X2+ … +Xn)/ n 式 1R=Xmax - Xmin 式 2式中:X1……Xn——样本内质量特性测量值Xmax——样本内最大值Xmin——样本内最小值确定控制图的刻度纵坐标为和R的测量值,横坐标为时间。
坐标刻度的选择:一般情况X图:上刻度线=+2R下刻度线=-2RR图:上刻度线=2R下刻度线=0上式中的和R均为第一样本的计算结果也可根据实际情况选择刻度。
将和R的测量值画在控制图上。
b.计算控制限计算平均极差和过程均值(中心线)R平均=(R1+R2+ … +R K)/ K 式 3X平均=(X1+X2+ … +X K)/ K 式 4:计算极差和均值控制的上下限极差R 上限UCLR=D4下限LCLR=D3 式 5均值上限UCL= + A2下限LCL= – A2 式 6式中:D3、D4、A2为常数,可在表2中查得。
在控制图上画出控制限——水平实线,UCLR、LCLR、UCL、LCL水平虚线。
c.过程能力分析估计过程能力的标准差sigma=R平均/d2 式7d2可在表查得X-R 控制图应用实例在一个企业内,统计技术和应用类型很多,而程序文件只能从总的方面规定应用程序,各有关部门和人员在具体实施时,还必须遵照作业指导书的规定进行操作。
一个企业应用统计方法的作业指导书有很多,现仅以某电子元件厂电阻器刻槽工序应用的《-x—R控制图作业指导书》为例。
-x—R控制图作业指导书(电阻器刻槽工序)1目的通过控制图的应用,对电阻器刻槽工序的主要质量特性——电阻值,实施控制,消除异常因素的作用,保证刻槽工序处于稳定受控状态。
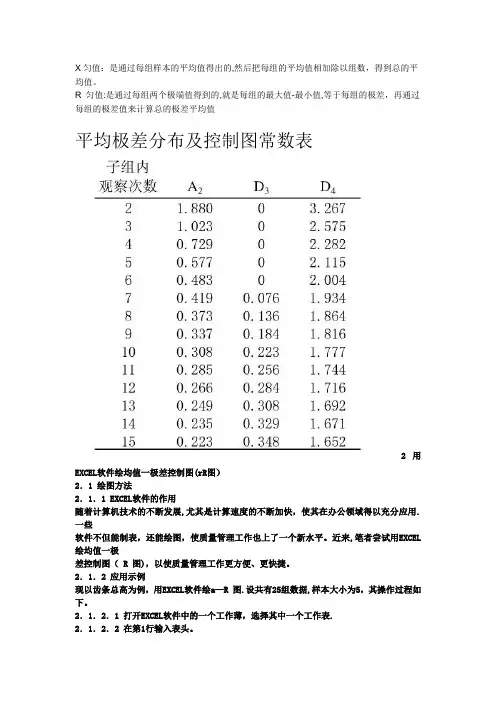
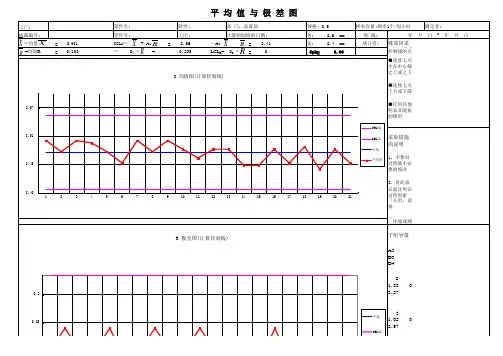
X匀值:是通过每组样本的平均值得出的,然后把每组的平均值相加除以组数,得到总的平均值。
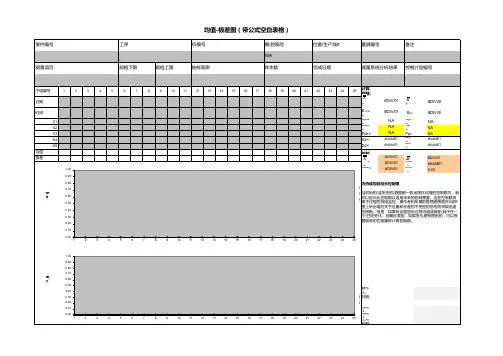
R 匀值:是通过每组两个极端值得到的,就是每组的最大值-最小值,等于每组的极差,再通过每组的极差值来计算总的极差平均值平均极差分布及控制图常数表2 用EXCEL软件绘均值一极差控制图(rR图)2.1 绘图方法2.1.1 EXCEL软件的作用随着计算机技术的不断发展,尤其是计算速度的不断加快,使其在办公领域得以充分应用.一些软件不但能制表,还能绘图,使质量管理工作也上了一个新水平。
近来,笔者尝试用EXCEL 绘均值一极差控制图( R 图),以使质量管理工作更方便、更快捷。
2.1.2 应用示例现以齿条总高为例,用EXCEL软件绘a—R 图.设共有25组数据,样本大小为5,其操作过程如下。
2.1.2.1 打开EXCEL软件中的一个工作薄,选择其中一个工作表.2.1.2.2 在第1行输入表头。
2.1_2.3 在第l列单元格输入样本编号:选定要填充的第1个单元格A2,输入1,A3格输入2,选择A2、A3格将鼠标移到A3格右下角的填充柄上,当鼠标指针变成小黑十字时,按鼠标左键在要填充的区域上拖动(即从A4到A26),松开鼠标左键,填充自动完成。
2.1.2.4 在第2列单元格输入标准值:选定单元格B2,输入2.8,将鼠标移到B2格右下角的填充柄上,当鼠标指针变成小黑十字时,按鼠标左键在B3到B26格上拖动,松开鼠标左键填充自动完成. 2.1.2.5 将收集到的数据输入表中。
2.1.2.6 计算均值:选定H2,选“常用”工具栏中的“粘贴函数"(即厂 ),出现“粘贴函数”对话框,在函数分类栏中选“常用函数”,在函数名栏中选“AV—ERAGE”,点“确定”,在“Number1"栏中输入“C2:G2”,点“确定”,即求得一个均值,选定H2格,点常用工具栏中的“复制”,再选定H3到H26,选“常用”工具栏中的“粘贴”,即求出其余24个均值. 2.1.2.7 计算极差的方法与计算均值大致相同,其公式为:R=max(B2:F2)~min(B2:F2)并将单元格的位置作相应变化。
项目文档 [ 机密 ]SPC计算公式一览表项目名称:SPC计算公式一览表项目编号:SPC-002文档编号:版本号: 1.0编制单位:研发部文档控制目录SPC计算公式一览表 (1)文档控制 (1)一、计量型 (3)Mean均值 (3)Max最大值 (3)Min最小值 (3)Range极差最大跨距 (3)MR移动极差 (3)StdDev标准差 (3)Sigma (4)UCL、CL、LCL上控制限、中心限、下控制限(计量型) (4)Cp过程能力指数 (5)Cmk机器能力指数 (5)Cr过程能力比值 (5)Cpl下限过程能力指数 (5)Cpu上限过程能力指数 (6)Cpk修正的过程能力指数 (6)k:偏移系数 (6)Pp过程性能指数 (6)Pr过程性能比值 (6)Ppu上限过程性能指数 (6)Ppl下限过程性能指数 (6)Ppk修正的过程性能指数 (6)Cpm目标能力指数 (7)Ppm目标过程性能指数 (7)Zu(Cap)规格上限Sigma水平 (7)Zl(Cap)规格下限Sigma水平 (7)Zu(Perf) (7)Zl(Perf) (7)Fpu(Cap)超出控制上限机率 (7)Fpl(Cap)超出控制下限机率 (8)Fp (Cap)超出控制界线的机率 (8)Fpu(Perf) (8)Fpl(Perf) (8)Fp (Perf) (8)Skewness偏度,对称度 (8)Kurtosis峰度 (8)二、计数型 (8)Mean均值 (8)Max (9)Min (9)Range极差 (9)StdDev标准差 (10)UCL、CL、LCL上控制限、中心限、下控制限(计件型、计点型) (10)三、DPMO (10)四、相关分析 (10)五、正态分布函数Normsdist(z) (11)六、综合能力指数分析 (12)一、计量型输入参数:x :参与计算的样本值ChartType :图形编号,1均值极差;2均值标准差;3单值移动极差;8直方图 USL :规格上限 LSL :规格下限Target :目标值,在公式中简写为T Mr_Range :移动跨距σˆ:估计sigma 计算出:n :样本总数x :所有样本的平均值注意:1、 设置常量NOTV ALID=-99999,如统计量计算不出,则返回该常量Mean 均值nxMean ni i∑==1子组数中的所有均值(字段名叫取值)的总平均值Max 最大值max X Max = 子组数中最大的均值Min 最小值min X Min = 子组数中最小的均值Range 极差 最大跨距min max X X Range -=MR 移动极差i n i X X MR -=+ 本子组取值与上一子组的差值绝对值StdDev 标准差1)(12--=∑=n Mean xStdDev ni i例:X1=2,X2=4,X3=6,X4=4,求63.114)44()46()44()42(2222=--+-+-+-=StdDevSigma1、 极差估计σˆ 2/d R =∧σ2、 标准差估计σˆ 4/ˆC S =σ当子组容量在25以内时可查表得到4C 的值,当子组容量大于25时可用公式:3*4)1(*44--=n n C3、 计算σn k m n k m x xmi i*,1)(12=--=∑=,则为个子组,每个子组容量σ4、组内波动σˆ n k nx xki iki nj i ij为个子组,每个子组容量,)1()(1112∑∑∑-==∧--=σUCL 、CL 、LCL 上控制限、中心限、下控制限(计量型)1、 均值-极差控制图(x - R )均值控制图 极差控制图UCL=R X 2A + UCL=R D 4 LCL=R X 2A - LCL=),0(3R D Max CL=X CL=R 其中:232d n A ⋅=23314d d D ⋅+= 23313d dD ⋅-= 3是指控制标准差倍数2、 均值-标准差控制图(x -S )均值控制图 标准差控制图UCL=S A X 3+ UCL=S B 4 LCL=S A X 3- LCL=),0(3S B Max CL=X CL=S 其中:)(334n C n A ⋅=)()(1314424n C n c B -⋅+= )()(1313424n C n c B -⋅-= 3是指控制标准差倍数3、 单值-移动极差控制图(X-Rs )单值控制图 极差控制图UCL=s R E X 2+ UCL=s R D 4 LCL=s R E X 2- LCL=),0(3s R D Max CL=X CL=s R 其中:232d E =23314d d D ⋅+= 23313d d D ⋅-= 3是指控制标准差倍数 Cp 过程能力指数(短期)过程能力,即工序的能力(Process Capbility ,PC ),是指过程加工质量方面的能力。
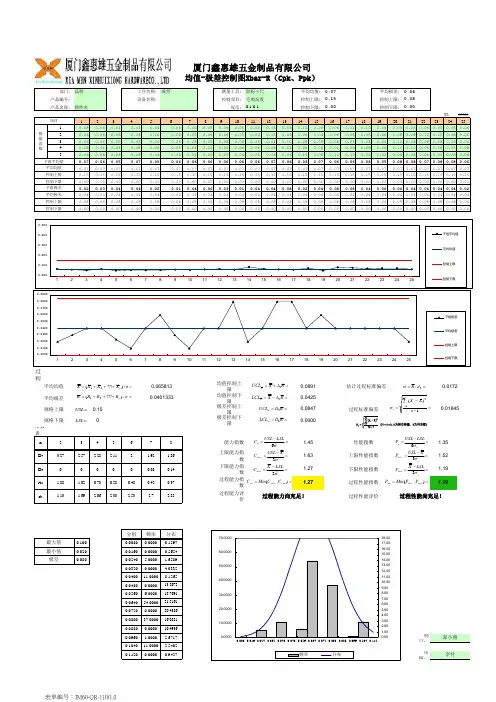
计量值控制图之均值-极差控制图
摘要:在处理一个计量值的控制图时,我们要控制的是这个质量特性的均值和变异数,其中包括均值控制图跟极差控制图,简称为X-R控制图.
均值-极差控制图
1.在处理一个计量值的控制图时,我们要控制的是这个质量特性的均值和变异数:
●要控制平均数,通常是使用均值控制图;
●而控制过程的分散或变异则使用极差控制图称R控制图;
2.同时维持过程均值和过程变异在控制状态下是很重要的
3.最常用、最基本的控制图
●用于控制对象为长度、重量、强度、厚度、时间等计量值;
●由用于描述均值变化的均值图和反映过程波动的极差控制图组成;
4.计算均值控制图与极差控制图的上下控制界限公式:
式中:A2 ,D3,D4 ——是由样本大小n确定的系数,可由下表查得。
当n≤6时,D3为负值,而R值为非负,此时LCL实质不存在。
此时,可令LCL=0作为下控制线。
均值控制图
主要用于诊断过程均值的异常波动:
极差R控制图
●均值控制图是对过程均值变化的诊断
●如果过程波动随时间变化是不稳定的
●那么在均值控制图上从不稳定过程中计算出的控制线,就不能反映只有随机
因素作用产生的过程波动
●因此对均值控制图的解释就会出现误导
●只有在稳定的过程中才可以构造控制图实施过程的诊断
●判断过程稳定需要用R控制图
计量值控制图主要用于长度、重量、时间、强度、成份等以计量值来管理工程的控制图,利用统计手法,设定控制均值X和极差R的界限,同时利用统计手法判定导致工程质量变异是随机原因,还是异常原因的图表。
均值-极差控制图是常用于SPC统计过程控制分析中,它们常用的两种控制图分析图表.。