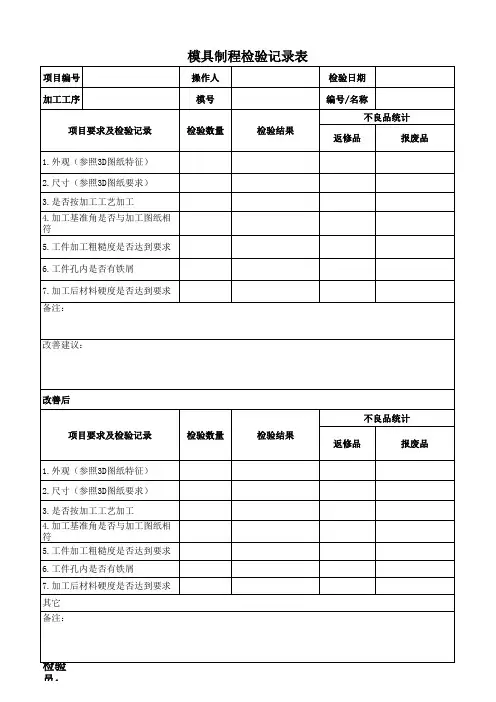
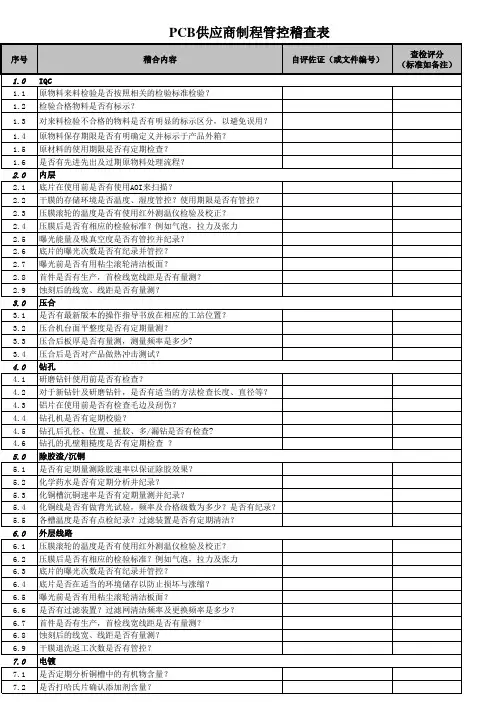
制程检验表
- 格式:doc
- 大小:183.00 KB
- 文档页数:7
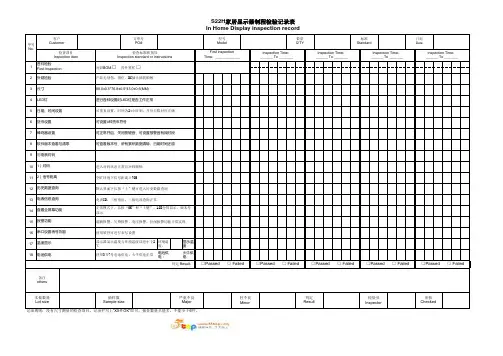
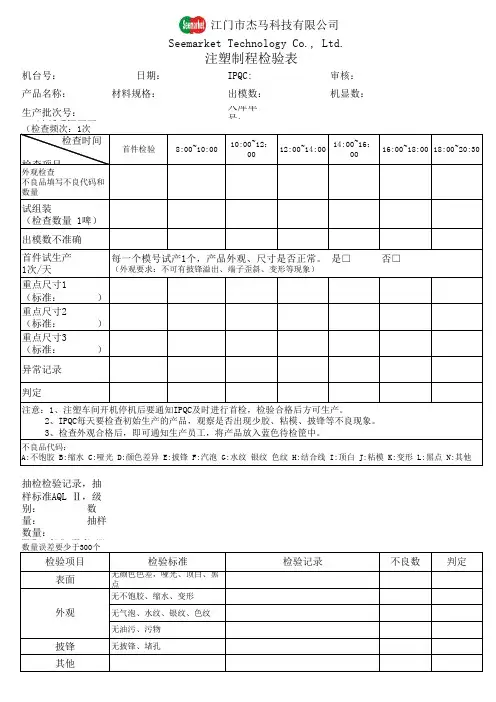
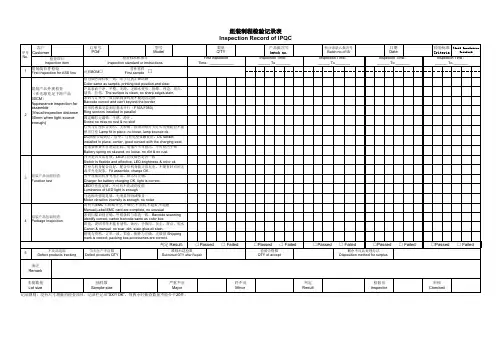
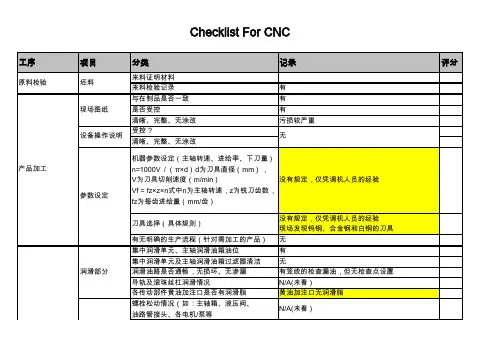
234567891011121314151617环境温度:显示温度:18电池供电:火牛供电:S22H 家居显示器制程检验记录表In Home Display inspection record客户Customer 订单号PO#型号Model数量Q'TY标准Standard日期Date检查项目Inspection item检查标准和指导Inspection standard or instructions First inspection Time :____________Inspection Time :______ To _______Inspection Time :______ To _______Inspection Time :______ To _______Inspection Time :______ To _______外观检验产品无划伤、错位、DC插头插拔顺畅尺寸88.0±0.5*76.8±0.5*43.0±0.5(MM)LED 灯进行各种设置时LED 灯是否工作正常日期、时间设置可重复设置、时间为24小时制、月份天数对应正确货币设置可设置4种货币符号蜂鸣器设置可正常开启、关闭按键音,可设置报警音有效时段软件版本查看与清零可查看版本号、所有累积数据清除、日期时间还原与电表对码1)对码进入对码状态正常且对码顺畅2)信号距离空旷环境下信号距离≥70M历史数据查询默认界面下长按“上”键可进入历史数据查询电表信息查询电表ID、三相电压、三相电流查询正常查看全屏幕功能正常模式下,长按“OK”和“上键”,LCD全屏显示、版本号显示报警功能超载报警、欠费报警、电压报警、拉闸报警均能正常实现串口设置表号功能使用软件可进行表号设置温度显示显示器显示温度与环境温度误差小于2℃电池供电使用3节7号电池供电、火牛供电正常判定 Result :□Passed □ Failed □Passed □ Failed □Passed □ Failed □Passed □ Failed □Passed □ Failed备注others检验员Inspector 本批数量Lot size 抽样数Sample size 严重不良Major 判定Result 审核Checked序号No.1首件检验First inspection 对照BOM □首件签样 □轻不良Minor。

S12B 电子产品制程检验
备注
others
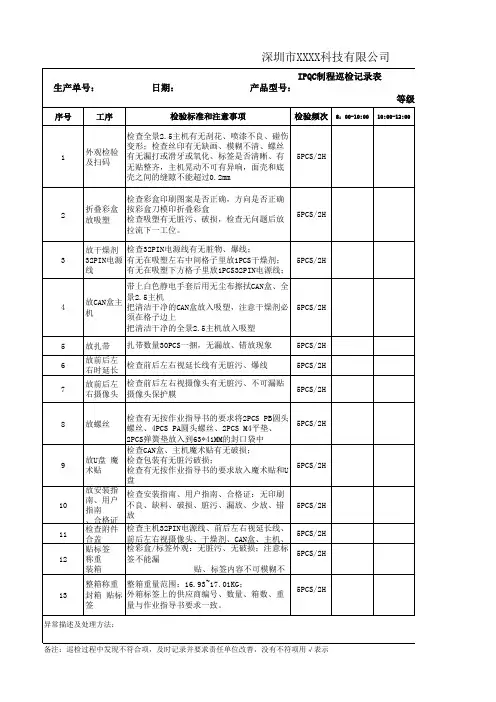
注:上面检查项目都有过投诉,必须一一检查,真实记录。
本批数量
Lot size 抽样数Sample size 严重不良Major
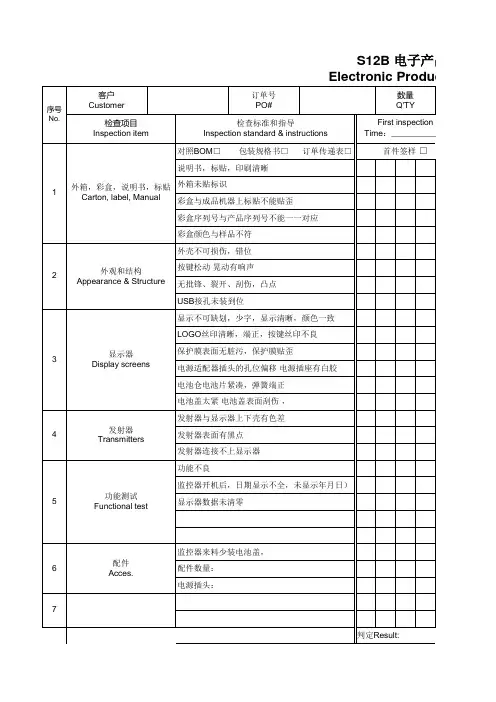
外观结构 电池盖太
紧 电池盖表面刮伤
说明书,标贴,印刷清晰显示器保护膜表面无
脏污,保护膜贴歪显示器上有批锋、裂
开、刮伤显示器上LOGO 丝印
清晰,端正彩盒颜色与样品不符
发射器与显示器上下
壳有色差发射器表面有黑点
发射器连接不上显示
器功能不良
彩盒序列号与产品序
列号不能一一对应显示器上对应电源适
配器插头的孔位偏移外箱未贴标识
监控器开机后,日期
显示不全,未显示年监控器来料少装电池
盖,电源插座有白胶显示器数据未清零
电子产品制程检验记录表
□
ult:
不能少于6
检验员
Inspecto
r
审核
Checked 判定
Result
ult:。
制程检验程序(ISO9001:2015)1.0目的为规范制程检验,预防产出批量不合格的产品,减少(杜绝)制程异常的发生。
不断降低生产制程不良率,提升产品品质,确保产品品质符合客户要求。
2.0范围适用于本公司生产制程品质检验控制。
3.0定义3.1首件:指生产制程中加工生产的产品,判定符合要求后,拟批量生产前的第一台(个)产品(半成品,成品)。
3.2全检:对制程中的产品或产品的某些检验项目进行100%检验。
3.3巡检:对生产过程中影响产品品质的因素(工位)进行随机抽样检验,确认。
4.0权责4.1品质部4.1.1负责制程中产品外观,检验流程,检验标准,检验规范,检验工位的编制和设置。
4.1.2IPQC:负责对产品,物料首件确认的主导工作,并对产品首件做出合格与否的判定;制程品质检控,品质异常的确认与追踪;主导不合格品或品质异常问题的提出,跟进,落实及改善效果确认。
4.2项目部4.2.1新产品首件的确认,负责制程中电气/结构性能测试流程,测试工位的编制和设置;品质异常,不合格品原因的分析及改善对策的提出。
4.2.2负责制程中设备,仪器的使用规范的制订;机器,设备,仪器,仪表,治夹具,工具运行状况的监控,正常运转的巡视及点检/保养工作的监督。
4.3生产部4.3.1负责首件的制作与送样确认;全检工位的人员配置。
4.3.2制程中4M1E的落实及制程过程的监控,配合IPQC与PE的工作;品质异常的受理与改善,改善对策的具体实施。
4.3.3负责制程中设备,仪器,仪表,治夹具,工具的日常点检/保养工作。
5.0程序5.1生产,检验前作业准备5.1.1生产部5.1.1.1在开拉生产前进行自我核查,发现不符合项及异常,采取措施,立即纠正。
5.1.1.2在开拉生产前须查核领用物料是否与[生产计划排程表]相符,是否有相应的BOM,技术规范;生产环境是否符合产品需求,各作业工位是否悬挂对应的SOP,作业人员对作业方法,产品品质是否清楚了解。
C 制程检验
六C01 制程检验标准书 No.
厂长:主管:制表:
说明:1.依据检验标准作为生产部门及检验部门之品质判定依据;
2.依不同的工序制定。
品质管理
C 制程检验
No.
说明:1.本标准书由技术部作成,经厂长认可(修订亦同);
2.作为生产部门各工序作业之依据。
品质管理
C 制程检验
日期:
说明:1.控制产品可计量之项目,分析其准确度与精密度;
2.本表如使用单一产品,可作为不同时间别或不同控制项目别使用。
品质管理
C 制程检验
六C08 重工返修日报表
品质管理
C 制程检验
No.
说明:1.在生产过程中发生重大事故时使用;
2.可以由制造部门或生产部门填单;
3.做好根本对策,防止再发生。
品质管理
C 制程检验
品质管理
说明:1.将当月份各不良项目统计;
2.依比率作顺位调整;
3.针对重点项目采取改善措施。
100
80
60
40
20
n=195
产品
C 制程检验
部门:
说明:1.自主检验的项目以目视及使用量规为原则;
2.检查记录使用符号:√良,△尚可,╳差。
品质管理。