制程检验记录表格
- 格式:doc
- 大小:137.00 KB
- 文档页数:4

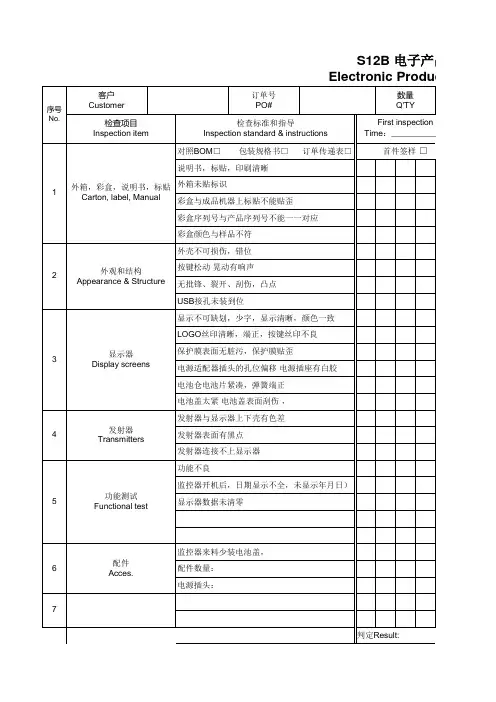
S12B 电子产品制程检验
备注
others
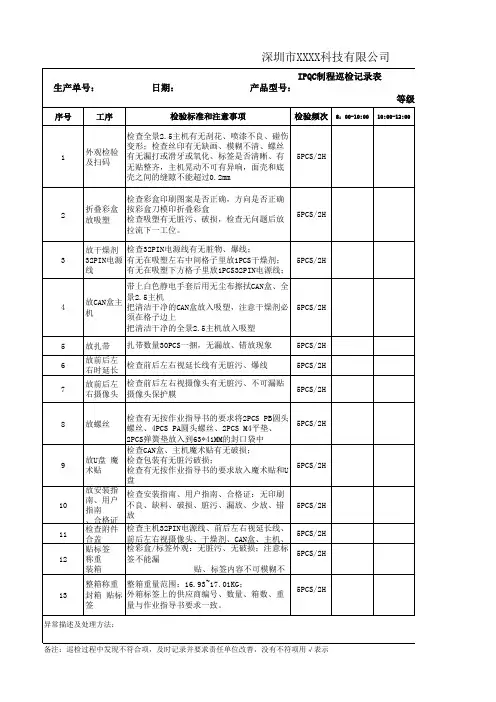
注:上面检查项目都有过投诉,必须一一检查,真实记录。
本批数量
Lot size 抽样数Sample size 严重不良Major
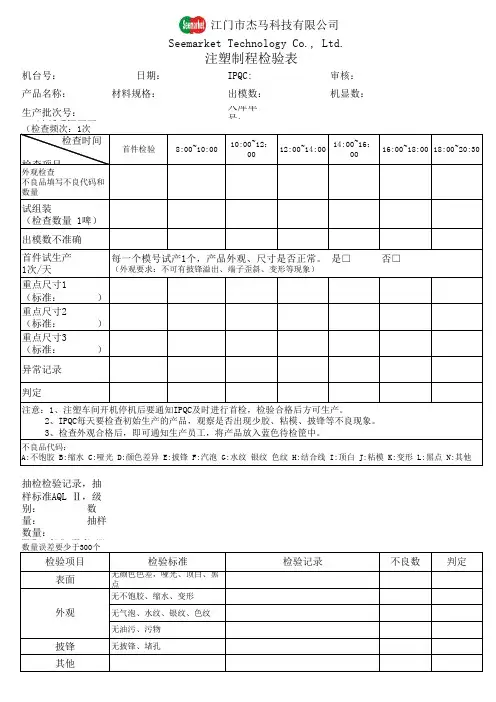
外观结构 电池盖太
紧 电池盖表面刮伤
说明书,标贴,印刷清晰显示器保护膜表面无
脏污,保护膜贴歪显示器上有批锋、裂
开、刮伤显示器上LOGO 丝印
清晰,端正彩盒颜色与样品不符
发射器与显示器上下
壳有色差发射器表面有黑点
发射器连接不上显示
器功能不良
彩盒序列号与产品序
列号不能一一对应显示器上对应电源适
配器插头的孔位偏移外箱未贴标识
监控器开机后,日期
显示不全,未显示年监控器来料少装电池
盖,电源插座有白胶显示器数据未清零
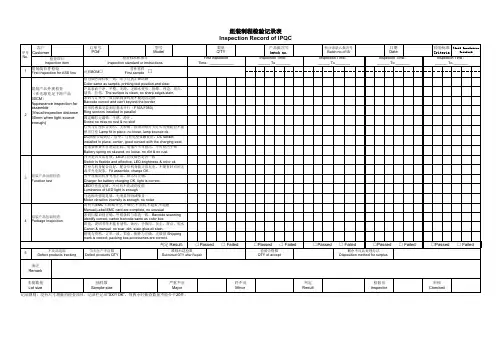
电子产品制程检验记录表
□
ult:
不能少于6
检验员
Inspecto
r
审核
Checked 判定
Result
ult:。

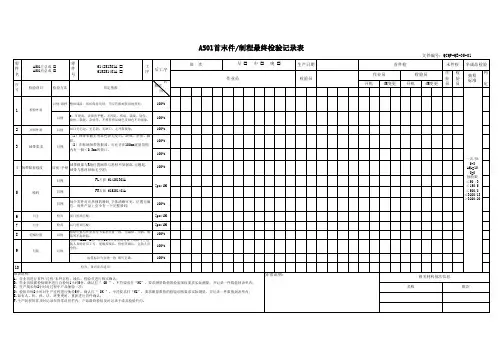
六 C01制程检验标准书No.品名型号工序号工序名称品质标准作业标准书号项次项目规格检验方法备注厂长:主管:制表:说明 :1. 依据检验标准作为生产部门及检验部门之品质判定依据;2.依不同的工序制定。
六 C02作业标准书No.产品号工序检验标准工序名称号编图示操作说明及注意事项检验项目项项目规格检验方法次项次名称规格数量项次名称规格数量使用物料使用机具标准标准不良工时率制成符号①②③④部门品管制造技术制修发审核日期订订行签收核可修订者说明: 1.本标准书由技术部作成,经厂长认可(修订亦同);2.作为生产部门各工序作业之依据。
六C07 制程抽检日报表日期:控制员:型检验抽检控制规格检验结果处理号数量项目时间X R± 3б说明: 1.控制产品可计量之项目,分析其准确度与精密度;2.本表如使用单一产品,可作为不同时间别或不同控制项目别使用。
六C08 重工返修日报表日期:项机种型号不良内容送修部门修理员使用时间使用部件次(分)12345678910111213141516合计六 C09制程异常通知书编号 :日期 :收文部门收文签认发文部门发文者主管确认要求反馈实际反馈时间时间异常情况(发文填)原因分析具体说明:□设计缺陷□规格、标准缺陷□制程及作业上缺陷□机器缺陷□模具、夹具缺陷□检查判定缺陷应急对策预定完成时间再发防止措施预定完成时间发文部门改善效果追踪追踪责任者日期主管确认日期厂长认可日期说明: 1.在生产过程中发生重大事故时使用;2.可以由制造部门或生产部门填单;3.做好根本对策 , 防止再发生。
六C10 品质变异联络单No.日期:部门产品号变异情况原因追查现场措施应急处置发生日时分月时间工序号操作者品管研判意见责任者:时间月日时分处理者时间处理者说明: 1.在生产过程中发生重大事故时使用;2.可以由制造部门或生产部门填单;3.做好根本对策 , 防止再发生。
六 C11月份层别统计表顺位产品不良数(件)占不良总数累积比率( %)比率( %)1A13066.72B3517.984.63C10 5.189.74D8 4.193.85其他12 6.2100合计195100n=19520084. 6%15066. 7%10050说明: 1.将当月份各不良项目统计;17. 9%2.依比率作顺位调整;5. 1% 4. 1%6. 2%3.针对重点项目采取改善措施。