图解浸胶(83)织物涂胶
- 格式:pdf
- 大小:175.92 KB
- 文档页数:3

《橡胶制品快速入门基础知识之(涂胶,浸胶,裁断,粘合)》1.什么叫纺织物的涂胶和浸胶?各有何作用?涂胶和浸胶都是制取胶布的工艺方法。
涂胶是将胶浆涂复于织物的表面以获得一定厚度胶层的工艺过程。
它可以作为压延贴前的底涂加工;也可作为胶布的加工,尤其是在制造细薄的胶布时,因复胶层很薄,而且要求表面光滑、厚度均匀,就要采用涂胶来完成。
涂胶根据设备不同可分为刮涂、辊涂、浸涂和喷涂四种。
浸胶是胶乳或胶浆浸入织物中,使织物纤维附上胶膜,以提高织物与橡胶的粘着力,增加制品的耐剥离及多次压缩变形的性能。
帘布有挂前一般都经浸胶处理。
2.什么叫胶浆它有哪些各类和用途?胶浆是由生胶或胶料与有机溶剂制成的浆状物。
根据应用不同分为不硫化型和硫化型以及自然硫化胶浆。
不硫化型胶浆主要用于电气绝缘胶布,医用橡皮膏或其他需长期保持粘着性的纺织物。
硫化型胶浆是加有硫化剂、促进剂的胶浆,涂胶后需经过硫化,如雨衣胶浆。
自然硫化胶浆是在胶浆中加入超促进剂,不需加热,在室温下停放即可硫化。
在橡胶工业中,胶浆有三种用途:1)作为纺织物的涂胶和浸胶材料;2)作为胶料剂用于粘合部件;3)制造薄膜浸渍制品。
3.纤维材料在橡胶制品中起何作用?它有哪些基本性?纤维材料是作为橡胶制品的骨架材料而使用的。
目的是增加制品的强度并限制其变形。
橡胶制品要求纤维材料具有高强力,低伸长,耐屈挠,物理机械性能均匀一致,蠕变性小,直径小以及与橡胶有良好的粘着性能等。
纤维材料的主要性能包括纤维的细度、弹性、强度和形变等,各性能的定义如下:细度:表示纤维的粗细程度。
采用支数或纤度表示,单位重量的纤维所具有长度叫支数。
如1克纤维的长度为60米,就叫60支,记为60N(公支),或每磅纤维长度为840码称为一支(英支)、当比重相同,纱的支数越大,则纱越细。
纤度是9000米长的纤维所具有重量克数,如9000米长的纤维为1克时,称为1袋,记为1D。
数字越大,纤维越粗。
强度:绝对强度——指纤维被拉断时所承受的最大负荷人(公斤),相对强度——每袋纤维被拉断时所能承受的最大的力(克/袋):干强度——纤维在干燥状态下测定的强度;湿强度:纤维在湿润下测定的强度。
图解浸胶(一百零八)
涤纶浸胶之封闭异氰酸酯二浴法
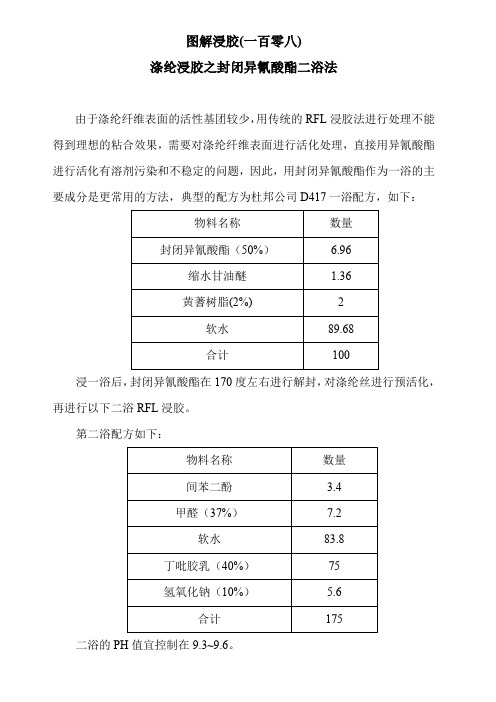
由于涤纶纤维表面的活性基团较少,用传统的RFL浸胶法进行处理不能得到理想的粘合效果,需要对涤纶纤维表面进行活化处理,直接用异氰酸酯进行活化有溶剂污染和不稳定的问题,因此,用封闭异氰酸酯作为一浴的主要成分是更常用的方法,典型的配方为杜邦公司D417一浴配方,如下:
物料名称数量
封闭异氰酸酯(50%) 6.96
缩水甘油醚 1.36
黄蓍树脂(2%)2
软水89.68
合计100
浸一浴后,封闭异氰酸酯在170度左右进行解封,对涤纶丝进行预活化,再进行以下二浴RFL浸胶。
第二浴配方如下:
物料名称数量
间苯二酚 3.4
甲醛(37%)7.2
软水83.8
丁吡胶乳(40%)75
氢氧化钠(10%) 5.6
合计175
二浴的PH值宜控制在9.3~9.6。
图解浸胶(八十三)
织物涂胶
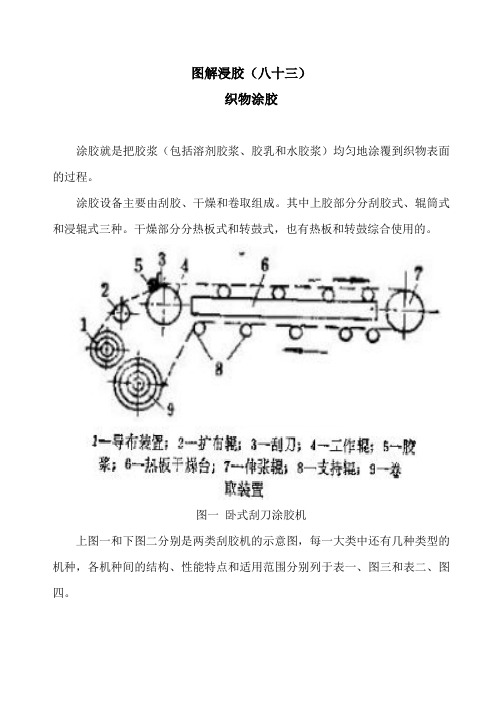
涂胶就是把胶浆(包括溶剂胶浆、胶乳和水胶浆)均匀地涂覆到织物表面的过程。
涂胶设备主要由刮胶、干燥和卷取组成。
其中上胶部分分刮胶式、辊筒式和浸辊式三种。
干燥部分分热板式和转鼓式,也有热板和转鼓综合使用的。
图一卧式刮刀涂胶机
上图一和下图二分别是两类刮胶机的示意图,每一大类中还有几种类型的机种,各机种间的结构、性能特点和适用范围分别列于表一、图三和表二、图四。
图二立式浸槽辊式刮胶机
表一刮刀式涂胶机类型和适用范围
图三刮刀式涂胶机的类型示意
表二辊式涂胶机的类型和适用范围
图四辊式涂胶机的类型示意
涂胶机类型的选择应综合考虑以下因素:织物种类、涂胶目的、胶浆粘度和涂胶量等。

图解浸胶(九十)浸胶时间对粘合力的影响
上图为浸胶时间对附胶量的影响图,并表征了以两种测试方法测试的粘合力与浸胶时间的关系。
由图中可知,帘线与浸胶液的接触时间越长,附胶量越高,粘合强度也越大。
但附胶量达到一定程度后,纤维会发硬,橡胶制品的试验性能会下降,因此,控制好浸胶时间至关重要,一般以3~5秒为宜。
浸胶时间的调节可以通过调节浸入辊筒的安装形式来进行调节,几种安装方式如下图。
在进行手工浸胶时,浸胶时间会比较长,其附胶量和粘合力的情况如下图表:
上述数据是不同试验方式下得到的,没有可比性,这是因为附胶量及粘合力大小还与浸胶液的成分及浸胶张力有密切的关系。
上述数据只是说明,橡胶制品中橡胶与织物的粘合力与浸胶的附胶量有着密切的关系。
附胶量小,交联程度不够,粘合力小,附胶量过大,胶液内部不易硫化,易形成薄弱层,影响粘合力。
图解浸胶(八十二)
水胶浆
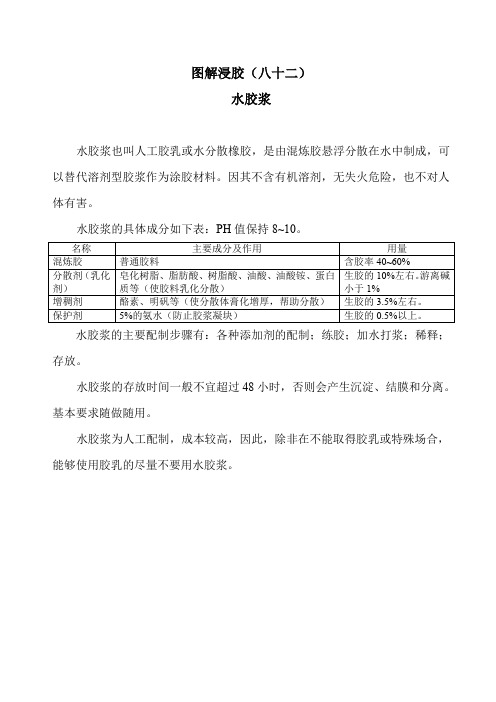
水胶浆也叫人工胶乳或水分散橡胶,是由混炼胶悬浮分散在水中制成,可以替代溶剂型胶浆作为涂胶材料。
因其不含有机溶剂,无失火危险,也不对人体有害。
水胶浆的具体成分如下表:PH值保持8~10。
名称主要成分及作用用量
混炼胶普通胶料含胶率40~60%
分散剂(乳化剂)皂化树脂、脂肪酸、树脂酸、油酸、油酸铵、蛋白
质等(使胶料乳化分散)
生胶的10%左右。
游离碱
小于1%
增稠剂酪素、明矾等(使分散体膏化增厚,帮助分散)生胶的3.5%左右。
保护剂5%的氨水(防止胶浆凝块)生胶的0.5%以上。
水胶浆的主要配制步骤有:各种添加剂的配制;练胶;加水打浆;稀释;存放。
水胶浆的存放时间一般不宜超过48小时,否则会产生沉淀、结膜和分离。
基本要求随做随用。
水胶浆为人工配制,成本较高,因此,除非在不能取得胶乳或特殊场合,能够使用胶乳的尽量不要用水胶浆。
图解浸胶(五)
RF(树脂)与L(胶乳)的比例对粘合性能的影响
树脂与胶乳的比例对H抽出的影响
在纤维与橡胶的粘合中,如果是织物仅仅浸胶胶乳,由于胶乳与纤维之间缺少相互作用,粘合力是非常低的,因此要靠活性的树脂加强与纤维的粘合。
在PORTER的报告中,发现最佳的H抽出力在以固含量计算时,应该为树脂(RF)20份,胶乳(L)100份的时候,如上图所示;Hupje则发现剥离力最佳时,应为树脂含量为15份的时候,如下图所示,当RFL中含有大量的酚醛树脂时,剥离力却反而大幅度下降。
Takeyama认为是由于树脂含量过高,浸胶层太硬,缺乏柔性所致,此外,他认为也是RFL层与橡胶缺乏相互作用所造成的。
树脂与胶乳的比例对剥离力的影响
RF/L(质量比)与H抽出力和疲劳次数的关系上表为芳纶纤维采用双浴法(第一浴采用环氧树脂,第二浴采用RFL,其中R/F=1/1.8,RF反应时间为6h),RF/L与H抽出力和疲劳次数的关系。
从表可以看出,随着RF/L值中RF树脂的比例增加,H抽出力有所增加,但当RF/L≥18/100时,疲劳性能反而下降。
这是因为随
着RF树脂用量增加,RFL中脆性组分增多,而且随着丁吡胶乳用量减少,RFL中吡啶基团含量减少,极性减弱,与活化的芳纶纤维表面粘合性降低,因而导致疲劳性能下降。
综合以上结果可以看出,RF/L =18/100比较适合于活化的芳纶纤维表面处理。
第九章纺织物的涂胶和浸胶涂胶是将胶浆涂覆于织物的表面,以获得一定厚度的胶层,如绝缘胶布,雨衣等,它可作为压延贴胶前的底涂加工,也可以作为胶布的加工。
目前全部采用涂胶工艺的主要有以下三种情况:①胶层要求很薄(0.15mm以下),又要求有较高的耐透气与耐透水性时,要用涂胶法多次涂胶(每次涂厚度为0.05mm),如锦纶薄胶布。
②某些织物本身强度较小,经不起压延操作时的加压。
③有些场合,配方或工艺不允许使用压延法时,也得采用涂胶;或用于织物压延贴胶前的底涂加工,以弥补贴胶对纤维渗透不足。
浸胶是将胶乳或胶浆浸渗入织物组织中,使织物纤维附上胶层,但由于所形成的胶层很薄,浸胶一般只作为压延贴胶前的底涂加工,以提高胶料与织物之间的粘着性。
第一节胶浆与水胶浆一、胶浆(溶剂胶浆)胶浆(溶剂胶浆)是指由生胶或胶料与有机溶剂制面的浆状物。
用途:①作为织物的涂胶和浸胶材料。
②作为胶粘剂来粘合部件(橡胶与织物、橡胶与金属、橡胶与橡胶、R与P),它们两者之间的粘合有:冷粘和热粘③制造薄膜浸渍制品(一)胶浆用溶剂及选择原则1.溶剂橡胶工业中常用的溶剂皆为有机化合物。
如脂肪烃类、芳香烃类、氧化烃类、醇类、酮类、酯类、醚类、及其它类(CS2,松节油)。
2.选择原则选择溶液剂时,首先要考虑溶剂与生胶之间的互溶性。
(1)根据“同类相溶”的原理(2)根据溶解度参数相近相溶的原则(3)考虑溶剂的特性适当的挥发速度;化学稳定性良好;毒性小;吸湿性小;可燃性小(二)胶浆的配方原则1.生胶及配合剂应纯净而不含杂质。
2.比重大的填料易沉淀,导致胶浆分层,一般不宜采用。
3.配方中应加入表面活性物质以增加橡胶和溶剂的湿润程度,利于橡胶在溶剂中的溶解。
4.硫磺用量不宜过多。
5.为增大胶浆与纤维的粘着性,可配用0.5~2份的增粘性软化剂。
6.胶浆浓度可依工艺要求而定,一般浓胶浆的橡胶与溶剂比例为1:1.2~1:3.3,稀胶浆的橡胶与溶剂比例为1:6~1:10。
图解浸胶(八)
浸胶温度和时间对粘合力的影响
粘合力与纤维材料及橡胶配方有关,一般粘合力和热处理的时间和温度的关系如以上图所示,但具体的情况还是有所不同的,如下:
图中:
BOND STRENGTH(KG/cord)粘合力
(公斤/根)
HEAT TREATMENT 热处理
HEAT TREATMENT TIME (MIN) 热处
理时间(分)
上图为Takeyama总结论文中所发表的,没有说明所用的纤维和橡胶种类。
增加温度就会缩短最佳的热处理时间。
增加热处理温度后,如上图所示,最佳的热固化时间区间将会变窄,热固化时间长短就变成十分重要的关键因素。
Hupje研究了RFL浸胶的聚酯与NR/SBR混炼胶粘合,浸胶热处理温度和时间对粘合力的影响。
如上图所示,其结论和Takeyama的图相反,最佳的热处理时间在245度时比230度长。
但在245度时的粘合力比230度时低,人造丝的浸胶温度在160度左右,锦纶在200度左右,聚酯230度左右,芳纶可以用更高的温度,因为芳纶是一种热稳定性好的材料。
对粘合力大小与热固化温度及时间的关系,有各种各样的解释。
主要是依据浸胶层机械性能、羟甲基的存在、以及浸胶层的氧化破坏来进行解释的。
上图为1670dtex芳纶帘线使用一浴法浸胶时浸胶高温区温度和时间对粘合力的影响情况,使用的胶液为改性的RFL。
由图中可知,温度越高,时间越长,粘合力越高,主要是改性RFL中的活性成分在高温长时间时作用增加。
但我们也要考虑帘线的硬度和卷翘边情况。
图解浸胶(八十三)
织物涂胶
涂胶就是把胶浆(包括溶剂胶浆、胶乳和水胶浆)均匀地涂覆到织物表面的过程。
涂胶设备主要由刮胶、干燥和卷取组成。
其中上胶部分分刮胶式、辊筒式和浸辊式三种。
干燥部分分热板式和转鼓式,也有热板和转鼓综合使用的。
图一卧式刮刀涂胶机
上图一和下图二分别是两类刮胶机的示意图,每一大类中还有几种类型的机种,各机种间的结构、性能特点和适用范围分别列于表一、图三和表二、图四。
图二立式浸槽辊式刮胶机
表一刮刀式涂胶机类型和适用范围
图三刮刀式涂胶机的类型示意
表二辊式涂胶机的类型和适用范围
图四辊式涂胶机的类型示意
涂胶机类型的选择应综合考虑以下因素:织物种类、涂胶目的、胶浆粘度和涂胶量等。