不同标准主要技术参数对照表.docx
- 格式:docx
- 大小:20.36 KB
- 文档页数:7
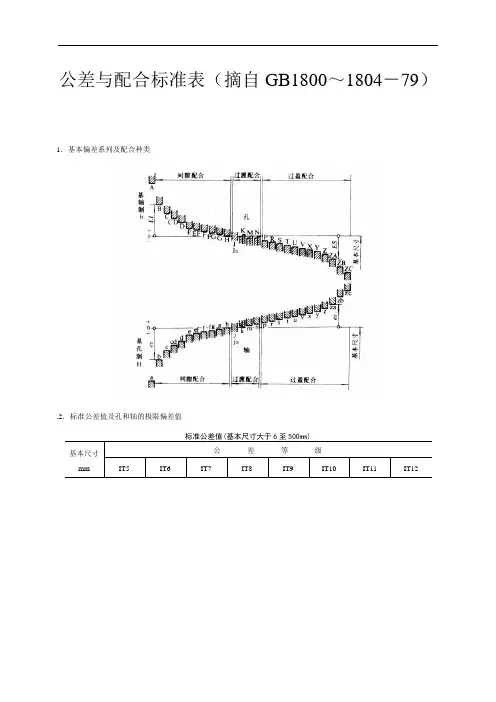
公差与配合标准表(摘自GB1800~1804-79)1.基本偏差系列及配合种类
.2.标准公差值及孔和轴的极限偏差值
孔的极限差值(基本尺寸由大于10至315mm)μm
轴的极限偏差(基本尺寸由于大于10至315mm)
注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)
形位公差符号
圆度和圆柱度公差 μm
主参数d (D)图例
直线度和平面度公差 μm
主参数L图例
平行度、垂直度和倾斜度公差μm
主参数L、d (D)图例
同轴度、对称度、圆跳动和全跳动公差确良μm
主参数d(D)、B、L图例
表面粗糙度
注:1. 粗糙度代号I为第一种过渡方式。
它是取新国标中相应最靠近的下一档的第1系列值,如原光洁度(旧国标)为▽5,R a的最大允许值取6.3。
因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。
2. 粗糙度代号Ⅱ为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度为▽5,
R a的最大允许值取3.2。
因此,取该值提高了原表面粗糙度的要求和加工的成本。
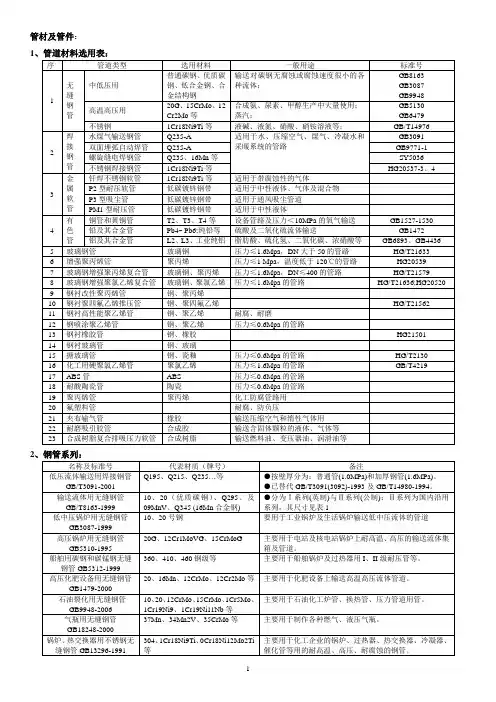
管材及管件:122、其它金属管系列:3、给水铸铁管系列:45 Array67常用介质选项用管材:8、管路法兰:A注:给排水常用法兰为板式平焊法兰HG20593-97。
B、标注格式举例:1、配公制管,公称通径为300,压力等级为PN1.0的板式平焊全平面法兰表示为:PL 300-1.0 FF2、配英制管,公称通径为150,压力等级为PN1.6的带颈平焊突面法兰表示为:SO 150(A)-1.6 RF CEF、法兰(法兰盖)尺寸表:9、紧固件:A、紧固件型式有:六角头螺栓、等长双头螺栓、全螺纹螺柱、Ⅰ型六角螺母BC、等长双头螺栓规格及性能等级:DE注:专用螺母标准号为HG20613,材料牌号为35CrMo、0Cr18Ni9、0Cr17Ni12Mo2。
F、紧固件标示示举例:●螺纹规格为M16、公称长度为L=80mm、性能等级为8.8级的六角螺栓,其标示为:GB5782 螺栓 M16×80 8.8级●螺纹规格为M30×2、公称长度为L=160mm、材料牌号为35CrMoA双头螺柱,其标示为:HG20613 双头螺柱 M30×2×160 35CrMoA●螺纹规格为M24、公称长度为L=120mm、材料牌号为25Cr2MoVA全螺纹螺柱,其标示为:HG20613 全螺纹螺柱 M24×120 25Cr2MoVA●螺纹规格为M12、性能等级为8级的六角螺母,其标示为:GB6170 螺母 M12 8级G、紧固件使用条件:●商品级六角螺栓使用条件应符合下列各条件:a、压力为PN≤1.6Mpa;b、非剧烈循环场合;c、配用非金属软垫片;d、介质为非易燃易爆及毒性危害程度较大的场合;●商品级双头螺柱及螺母使用条件应符合下列各条件:a、压力为PN≤4.0MPa,配用非金属垫片。
b、非剧烈循环场合;c、配用非金属软垫片;●除上述两点外,应选用专用级螺柱(双头螺柱或全螺纹螺柱)和专用螺母。
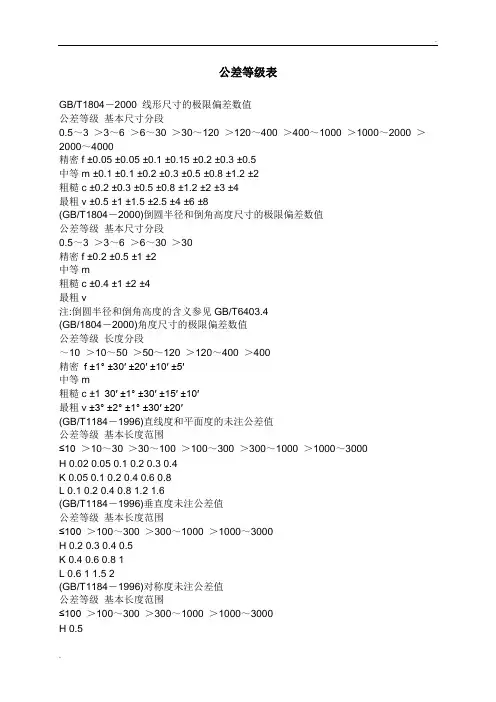
公差等级表GB/T1804-2000 线形尺寸的极限偏差数值公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2粗糙c ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4最粗v ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8(GB/T1804-2000)倒圆半径和倒角高度尺寸的极限偏差数值公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30精密f ±0.2 ±0.5 ±1 ±2中等m粗糙c ±0.4 ±1 ±2 ±4最粗v注:倒圆半径和倒角高度的含义参见GB/T6403.4(GB/1804-2000)角度尺寸的极限偏差数值公差等级长度分段~10 >10~50 >50~120 >120~400 >400精密f ±1° ±30′ ±20′ ±10′ ±5′中等m粗糙c ±1°30′ ±1° ±30′ ±15′ ±10′最粗v ±3° ±2° ±1° ±30′ ±20′(GB/T1184-1996)直线度和平面度的未注公差值公差等级基本长度范围≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000H 0.02 0.05 0.1 0.2 0.3 0.4K 0.05 0.1 0.2 0.4 0.6 0.8L 0.1 0.2 0.4 0.8 1.2 1.6(GB/T1184-1996)垂直度未注公差值公差等级基本长度范围≤100 >100~300 >300~1000 >1000~3000H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1L 0.6 1 1.5 2(GB/T1184-1996)对称度未注公差值公差等级基本长度范围≤100 >100~300 >300~1000 >1000~3000H 0.5公差与配合(摘自GB1800~1804-79)1.基本偏差系列及配合种类.2.标准公差值及孔和轴的极限偏差值基本尺寸mm公差等级IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12>6~10>10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315 >315~400 >400~500 68911131518202325279111316192225293236401518212530354046525763222733394654637281899736435262748710011513014015558708410012014016018521023025090110130160190220250290320360400150180210250300350400460520570630孔的极限差值(基本尺寸由大于10至315mm)μm轴的极限偏差(基本尺寸由于大于10至315mm)公差带级>10~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~315K5 +9+1+11+2+13+2+15+2+18+3+21+3+24+4+27+4▼6 +12+1+15+2+18+2+21+2+25+3+28+3+33+3+36+47 +19+1+23+2+27+2+32+2+38+3+43+3+50+4+56+4M5 +15+7+17+8+20+9+24+11+28+13+33+15+37+17+43+206 +18+7+21+8+25+9+30+11+35+13+40+15+46+17+52+207 +25+7+29+8+34+9+41+11+48+13+55+15+63+17+72+20N5 +20+12+24+15+28+17+33+22+38+23+45+27+51+31+57+34▼6 +23+12+28+15+33+17+39+20+45+23+52+27+60+31+66+347 +30+12+36+15+42+17+50+20+58+23+67+27+77+31+86+34p5 +26+18+31+22+37+26+45+32+52+37+61+43+70+50+79+56▼6 +29+18+35+22+42+26+51+32+59+37+68+43+79+50+88+567 +36+18+43+22+51+26+62+32+72+37+83+43+96+50+108+56注:标注▼者为优先公差等级,应优先选用。
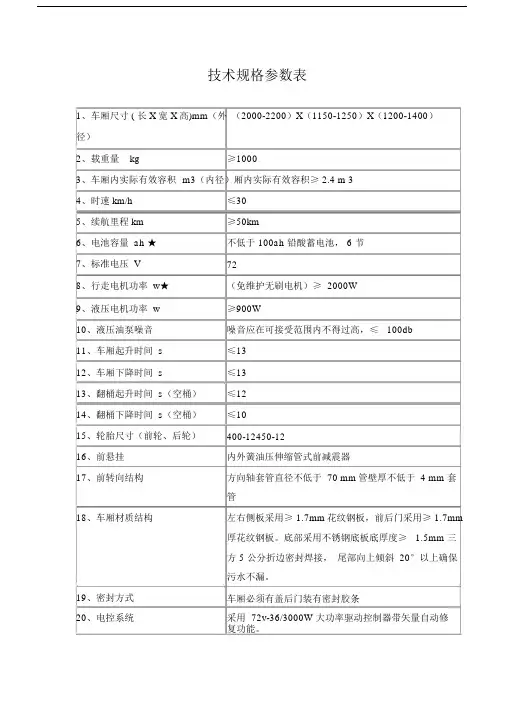
技术规格参数表1、车厢尺寸 ( 长 X 宽 X 高)mm(外(2000-2200)X(1150-1250)X(1200-1400)径)2、载重量 kg≥10003、车厢内实际有效容积m3(内径)厢内实际有效容积≥ 2.4 m 34、时速 km/h≤305、续航里程 km≥50km6、电池容量 ah ★不低于 100ah 铅酸蓄电池, 6 节7、标准电压 V728、行走电机功率 w★(免维护无刷电机)≥ 2000W9、液压电机功率 w≥900W10、液压油泵噪音噪音应在可接受范围内不得过高,≤ 100db11、车厢起升时间 s≤1312、车厢下降时间 s≤1313、翻桶起升时间 s(空桶)≤1214、翻桶下降时间 s(空桶)≤1015、轮胎尺寸(前轮、后轮)400-12450-1216、前悬挂内外簧油压伸缩管式前减震器17、前转向结构方向轴套管直径不低于 70 mm管壁厚不低于 4 mm 套管18、车厢材质结构左右侧板采用≥ 1.7mm花纹钢板,前后门采用≥ 1.7mm厚花纹钢板。
底部采用不锈钢底板底厚度≥ 1.5mm 三方 5 公分折边密封焊接,尾部向上倾斜 20°以上确保污水不漏。
19、密封方式车厢必须有盖后门装有密封胶条20、电控系统采用 72v-36/3000W 大功率驱动控制器带矢量自动修复功能。
21、控制行走方式22、驾驶方式23、刹车系统24、辅助刹车25、制动方式26、驾驶室材质27、前大灯按钮式方向把式车辆采用误操作报警系统采用轿车式钢制金属拉线液压鼓式钢制结构,安全驾驶室采用模具冲压成型冷板材质,双前一体化嵌入式组合大灯,整体式塑料仪表工作台,带雨刮器,警示灯。
一体式组合大灯含LED方向灯、近光灯带透镜。
28、仪表机械式显示仪表。
29、驾驶室结构整体可拆卸式驾驶室后半部带包围, A 柱顶棚均为双层焊制加固结构30、车厢门、厢盖后门往翻桶器对面一侧 270°打开,翻桶器一侧设有侧上门,车厢后半部有箱盖,箱盖采用不低于0.8mm镀锌板。
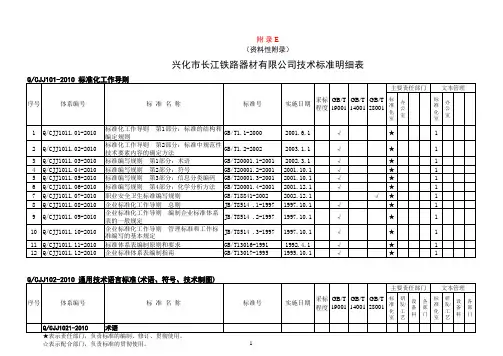
序号体系代码标准号或编号标准名称备注1J001-01GB/T 1.1-20002001-6-12J001-02GB/T 1.2-20022003-1-13J001-03GB/T 12366.1-1990 综合标准化工作导则原则与方法1991-4-14J001-04GB/T 12366.2-1990综合标准化工作导则工业产品综合标准化一般要求1991-4-15J001-05GB/T 12366.4-1991综合标准化工作导则标准综合体规划编制方法1991-12-16J001-06JB/T 8514.1-1997企业标准化工作导则总则1997-10-17J001-07JB/T 8514.2-1997 企业标准化工作导则编制企业标准体系表的一般规定1997-10-18J001-08JB/T 8514.3-1997企业标准化工作导则管理标准和工作标准编写的基本规定1997-10-19J001-09GB/T20001.4-20012001-12-11J002-01GB/T 19099-2003 术语标准化项目管理指南2003-12-12J002-02GB/T 20000.1-2002 2001-12-13J002-03GB/T20000.2-20012001-12-14J002-04GB/T 20000.3-20032001-12-15J002-05GB/T 20001.2-20012001-10-16J002-06GB/T 20001.1-2001 2001-10-1技术基础标准 J00 技术基础标准 标准化工作导则J001 采用国际国外标准号发布/实施日期被代替标准号或作废标准号标准化工作导则第1部分:标准的结构和编写规则标准化工作导则第2部分:标准中规范性技术要素内容的确定方法标准编写规则第4部分:化学分析方法中文技术基础标准 ㄓ眉际跤镅员曜糐002 标准化工作指南第1部分:标准化和相关活动的通用词汇标准化工作指南第2部分:采用国际标准的规则标准化工作指南第3部分 引用文件标准编写规则第2部分:符号中文标准编写规则第1部分: 术语中文1J003-01GB3102.3-1993力学的量和单位2J003-02GB3102.4-1993热学的量和单位3J003-03GB3102.2-1993周期及有关现象的量和单位4J003-04GB3102.5-1993电学和磁学的量和单位5J003-05GB3102.6-1993光及有关电磁辐射的量和单位6J003-06GB3102.7-1993声学的量和单位7J003-07GB3102.9-1993原子物理学和核物理学的量和单位8J003-08GB3102.10-1993核反应和电离辐射的量和单位1J004-01QJ 1419-1988 信息分类编码标准化管理规定2J004-02QJ 1600-1989 产品生产标准化管理规定3J004-03GB/T 20001.3-2001 2001-10-14J004-04GB/T 3533.1-1983 标准化经济效果的评价原则和计算方法1983-10-15J004-05GB/T 3533.2-1984标准化经济效果的论证方法1983-10-16J004-06GB/T 3533.3-1984 评价和计算标准化经济效果数据资料的收集和处理方法1983-10-17J004-07GB/T7027-2002 标准化工作导则信息分类和编码的基本原则与方法1987-10-11J005-01GB/T 20000.4-20032004-1-12J005-02GB/T 20000.5-20042004-1-13J005-03GB/T 20000.6-20062004-1-1技术基础标准 量和单位标准J003 1994-07-011994-07-011994-07-011994-07-011994-07-011994-07-011994-07-01 1994-07-01技术基础标准 数值和数据标准J004 标准编写规则第3部分:信息分类编码中文技术基础标准 质量管理、环境保护、安全通用标准J005 标准化工作指南第4部分 标准中涉及安全的内容标准化工作指南第5部分:产品标准中涉及环境的内容标准化工作指南第6部分:标准化良好行为规范4J005-04GB/T20000.7-2006 2004-1-1标准化工作指南第7部分: 管理体系标准的论证和制定序号体系代码标准号或编号标准名称1J011-01GB/T3293-82中国鞋号及鞋楦系列2J011-02GB/T3293.1-1998鞋号idt ISO9407:19913J011-03QB/T2262-96皮革工业术语1996-5-14J011-04GB/T2703-81皮鞋工业术语1981-10-11J012-012J012-023J012-034J012-045J012-056J012-061J013-011J014-01GB/ T 17825.8-19992000-1-12J014-02设计技术标准 J01 设计技术标准 设计符号、代号、术语标准J011 采用国际国外标准号发布/实施日期被代替标准号或作废标准号1998-1-161998-1-16设计技术标准 设计准则、专业设计规范J012 设计技术标准 设计参数与数据方法几及计算方法标准J013 设计技术标准 设计图样及文件的格式和编号标准及设计文件完整性要求J014 CAD文件管理标准化审查备注J014 序号体系代码标准号或编号标准名称备注1J021-01QB/T1002-2005皮鞋2005-9-12J021-02QB/T2307-1997皮凉鞋1997-6-203J021-034J021-04产品标准 J02 产品标准 产品出厂标准J021 采用国际国外标准号发布/实施日期被代替标准号或作废标准号产品标准 产品内控标准022 序号体系代码标准号或编号标准名称备注1J031-01QB/T1873-2004鞋面用皮革2004-9-112J031-02QB/T2288-2004贴膜皮革2004-6-133J031-03QB/T2680-2004鞋里用皮革2004-10-14J031-04QB/T1646-1992聚胺脂合成革1992-8-125J031-05QB/T1917-2000皮鞋钢勾心6J031-06QB/T2676-20047J031-07QB/T2695-2005日用皮鞋用线2005-5-78J031-08HG/T2493-93鞋用氯丁橡胶胶粘剂9J031-09ZBY 78006-90皮鞋外底10J031-10QB/T 1559-1992鞋钉1992-6-1711J031-1112J031-121J032-01SJ/T 104668-1993采购质量控制指南1993-3-122J032-02GB/T528-92硫化橡胶和热塑性橡胶拉伸性能的测定GB/T528-823J032-03GB/T531-92GB/T531-83采购技术标准J03采购技术标准外购材料标准J031采用国际国外标准号发布/实施日期被代替标准号或作废标准号2000-06-132000-10-01鞋用主跟包头材料—热熔型、溶剂型2004-12-142005-06-011993-07-051994-12-011990-03-271990-10-01采购技术标准进货验收标准J0321992-12-121993-10-01硫化橡胶邵尔A硬度试验方法1992-12-121993-10-014J032-04GB/T532-1997硫化橡胶或热塑性橡胶与织物粘合强度的测定idt ISO 36:19931997-8-17GB/T532-825J032-05GB/T 533-1991硫化橡胶密度的测定1991-4-15序号体系代码标准号或编号标准名称备注1J041-01SJ/T 10377-1993工艺文件的标准化审查1993-12-12J041-02SJ/T 10532.14-1994工艺管理工艺标准化1994-12-13J041-034J041-045J041-056J041-067J041-071J042-01Q/XH J 01-2006裁断各工序操作标准2006-3-12J042-02Q/XH J 03-2006针车各工序操作标准2006-3-13J042-03Q/XH J 04-2006成型各工序操作标准2006-3-14J042-04Q/XH J02-2006加工组各工序操作标准2006-3-15J042-05工艺技术标准 J04 工艺技术标准 工艺通用标准J041 采用国际国外标准号发布/实施日期被代替标准号或作废标准号工艺技术标准 工艺规程J042 序号体系代码标准号或编号标准名称备注1J051-012J051-023J051-034J051-04半成品技术标准 J05 半成品技术标准 单项半成品技术标准J051 采用国际国外标准号发布/实施日期被代替标准号或作废标准号半成品技术标准 进入流通领域半成品技术标准J052 序号体系代码标准号或编号标准名称备注1J061-01QB/T1063-20052000-3-162J061-02QB/T1347-91下料机2000-3-163J061-03QB/T1522-92制鞋机械设备及仪器术语2000-3-164J061-04QB1525-92制鞋机械产品型号编制方法2000-3-165J061-05QB/T2677-20042000-3-166J061-06QB/T2678-20042000-3-167J061-07QB/T2679-20042000-3-168J061-08QB/T2696-20052000-3-161J062-01JGJ 2-1979工业厂房墙板设计与施工规程1979-5-122J062-02GBJ 144-1990 1991-8-123J062-03KS L 4208-1981 厂房地板砖1981-6-244J062-04GB 50190-19931994-6-15J062-05CECS 44-1992工业厂房玻璃钢采光罩采光设计标准1992-8-56J062-06GB 10060-1993电梯安装验收规范1994-8-17J062-07GB/T 10058-1997电梯技术条件1998-10-18J062-08GB/T 10059-1997梯试验方法1998-10-1设备、基础设施和工装技术标准 J06 设备、基础设施和工装技术标准 设备标准J061 采用国际国外标准号发布/实施日期被代替标准号或作废标准号制鞋机械带刀片革机制鞋机械打钉装跟机制鞋机械箱式湿热定型机制鞋机械配底生产线—干燥活化机制鞋机械折边机设备、基础设施和工装技术标准 基础设施标准J062 工业厂房可靠性鉴定标准中文多层厂房楼盖抗微振设计规范9J062-09GB/T 18775-2002电梯维修规范2002-12-1序号体系代码标准号或编号标准名称1J071-01GB/T3294-1998鞋楦尺寸检测方法2J071-02GB/T3903.1-19943J071-03GB/T3903.2-19944J071-04GB/T3903.3-19945J071-05GB/T3903.4-19946J071-06GB/T3903.5-19957J071-07GB/T11413-89皮鞋后跟结合强度试验方法8J071-08GB/T16641-1996成鞋动态防水性能试验方法9J071-09QB/T1472-92鞋用纤维板屈挠指数10J071-10QB/T1812-93皮鞋成鞋检验方法11J071-11QB/T1813-2000皮鞋勾心纵向刚度试验方法12J071-12QB/T2224-96鞋面材料低温屈挠技术条件13J071-13QB/T2225-96鞋底材料动态防水性能的测定14J071-14QB/T2226-96鞋带耐磨试验方法15J071-15QB/T2675-2004鞋带扯断力试验方法16J071-16QB/T3643-99皮鞋跟面17J071-17QB/T1349-91电子量革机1J072-01GB/T4693-84皮革成品验收规则测量、验收和试验方法技术标准J07测量、验收和试验方法技术标准试验方法标准J071鞋类通用检验方法耐折试验方法鞋类通用检验方法耐磨试验方法鞋类通用检验方法剥离强度试验方法鞋类通用检验方法硬度试验方法鞋类通用检验方法外观检验方法测量、验收和试验方法技术标准检验和验收标准J0722J072-02QB/T2674-2004皮鞋试穿检验规则备注测量、验收和试验方法技术标准J07试验方法标准J071采用国际国外标准号发布/实施日期被代替标准号或作废标准号1998-11-171999-08-011994-11-171995-08-011994-11-171995-08-011994-11-171995-08 -011994-11-171995-08-011995-08-171996-08-011989-07-041990-02-011996-07-041997 -02-011992-04-141992-12-011993-07-291994-03-012000-06-132000-10-011996-06-051 997-03-011996-06-051997-03-011996-06-051997-03-012004-12-0142005-06-011999-06 -051999-03-011991-07-041992-02-01检验和验收标准J0721984-06-051984-09-012004-12-0142005-06-01序号体系代码标准号或编号标准名称备注1J081-01GB/T9056-2004金属直尺2004-8-12J081-02GB/T1519-1992纤维卷尺1993-2-13J081-03JJG30-2002通用卡尺检定规程4J081-04钢卷尺检定规程5J081-05QB/T1349-91电子量革机1J082-012J082-021J083-012J083-023J083-034J083-04测量、验收和试验设备技术标准J08测量、验收和试验设备技术标准测量设备技术标准J081采用国际国外标准号发布/实施日期被代替标准号或作废标准号2002-07-01JJG 4-1999 钢卷尺2000-03-15测量、验收和试验设备技术标准验收设备技术标准J082测量、验收和试验设备技术标准验收设备技术标准J083序号体系代码标准号或编号标准名称备注1J091-01GB/T4122.1-19961996-9-12J091-02GB/T4122.3-19961997-9-13J091-03GB/T1 5310.1-1994外贸出口单证格式 商业发票4J091-04GJB1443-1992产品包装、装卸、运输、贮存的质量管理要求1993-3-15J091-05GB/T 857-1989 包装标准化经济效果的评价和计算方法1989-5-226J091-06GB/T15310.2-1994外贸出口单证格式 装箱单1995-10-17J091-07GB/T15310.3-1994外贸出口单证格式 装运声明1995-10-18J091-08GB/T15310.4-19941995-10-19J091-09QB/T1187-91皮鞋验收、标志、包装、运输和贮存10J091-10GB/T19142-20032003-10-11J092-01搬运、贮存、包装、交付质量控制指南1994-6-1包装、搬运、贮存、标志、交付技术标准J09包装、搬运、贮存、标志、交付技术标准包装、搬运、贮存、标志技术标准J091采用国际国外标准号发布/实施日期被代替标准号或作废标准号包装术语基础包装术语防护1994-12-221995-10-01外贸出口单证格式 中华人民共和国出口货物原产地证明书1991-07-031992-02-01出口商品包装通则包装、搬运、贮存、标志、交付技术标准交付技术标准J092SJ/T 10466.12-1993序号体系代码标准号或编号标准名称备注1J10-01GB9969.1-1998工业产品使用说明书总则2J10-02GB/T16784.1-19973J10-03GB/T16784.2-19984J10-04GB/T 16759-1997消费品和有关的服务比较试验总则1997-9-15J10-05GB/T 15624.1-20032004-1-16J10-06SJ 10466.13-1993售后服务质量指南1994-6-17J10-07GB/T 18760-2002消费品售后服务方法与要求2003-1-18J10-08GB/T 16759-1997消费品和有关的服务比较试验总则1997-9-19J10-09GB 18937-2003全国产品与服务统一标识代码编制规则2003-4-1610J10-10服务技术标准J10采用国际国外标准号发布/实施日期被代替标准号或作废标准号1998-10-01工业产品售后服务第1部分 总则1997-11-01工业产品售后服务第2部分 维修1998-10-01服务标准化工作指南第1部分: 总则序号体系代码标准号或编号标准名称1J111-01GB/T14909-2005能量系统用分析技术导则2J111-02GB/T3485-1998评价企业合理用电技术导则3J111-03GB 7119-1996评价企业合理用水技术导则4J111-04GB/T3484-1993企业能量平衡通则5J111-05GB/T15587-1995工业企业能源管理导则1J112-01GB 252-2000轻柴油2J112-02SJ/B 9167.6-1993电源1J113-01GB/T18292-2001生活锅炉经济运行2J113-02GB/T16417-1996煤炭可运性评定方法1J114-01GB/T13234-1991企业节能计量方法2J114-02GB/T 12723-1991 3J114-03GB 12021.3-2004 4J114-04QJ1873.8-19905J114-05GB2589-1990能耗计算通则6J114-06GB15316-1994节能检测技术通则7J114-07企业能耗计量与测试导则能源技术标准J11能源技术标准能源通用标准J111能源技术标准能源产品标准J112能源技术标准系统的经济运行标准J113能源技术标准能源方法标准J114产品单位产量能源消耗定额编制通则中文房间空气调节器能效限定值及能源效率等级中文计量文件设计管理规范能源管理计量文件的编制中文GB6422-1986备注1998-9-11994-2-11996-2-12002-1-11994-6-11997-2-11991-12-012005-3-11990-10-1199 1-7-11995-10-11987-4-1J11能源通用标准J111采用国际国外标准号发布/实施日期被代替标准号或作废标准号2006-01-011994-02-01能源产品标准J112系统的经济运行标准J1132001-07-01能源方法标准J1141992-07-01序号体系代码标准号或编号标准名称备注1J121-01GB16179-1996安全标志使用导则1996-10-12J121-02热水锅炉参数系列1989-1-11J122-01GB12801-1991生产过程安全卫生要求总则2J122-02GB 5306-1985特种作业人员安全技术考核管理规则1985-11-123J122-03GB/T13869-1992用电安全导则4J122-04GB 3805-1983安全电压1983-2-115J122-05GB/T 13861-1992生产过程危险和有害因素分类与代码1993-7-16J122-06GB 6222-1986工业企业煤气安全规程2006-7-17J122-07QB 1596-1992缝纫机工业劳动安全技术规程1993-4-18J122-08GB 16483-2000化学品安全技术说明书编写规定2000-6-19J122-09GB19521.14-2004危险货物中小型压力容器检验安全规范2004-11-11J123-01GB/T 11651-1989劳动防护用品选用规则1990-4-1安全技术标准J12安全技术标准安全通用标准J121采用国际国外标准号发布/实施日期被代替标准号或作废标准号GB T3166-2004安全技术标准生产过程安全标准J1221992-01-011993-05-01安全技术标准劳动防护用品技术标准J123序号体系代码标准号或编号标准名称备注1J13-01GA/T146-1996人体轻微伤的鉴定1997-1-12J13-02GB5044-85职业性接触毒物危害程序分级3J13-03GB/T6441-86企业职工伤亡事故分类4J13-04GB/T15499-1995事故伤害损失工作日标准5J13-05GB/T16180-1996职工工伤与职业病致残程度鉴定6J13-06GB/T15236-1994职业安全卫生术语7J13-07GB/T28001-2001职业健康安全管理体系规范2002-1-18J13-08Q/CNPC 104.1-20042004-10-1职业健康技术标准J13采用国际国外标准号发布/实施日期被代替标准号或作废标准号1985-12-011987-02-011995-10-011996-10-011995-06-01健康、安全与环境管理体系第1部分:规范序号体系代码标准号或编号标准名称备注1J141-01GB/T 24050-2004环境管理术语2004-10-12J141-02GB/T 16706-1996环境污染源类别代码1997-7-13J141-03GB 3095-1996环境空气质量标准1996-10-14J141-04GB/T 14848-93地下水质量标准1994-10-15J141-05GB12348-90工业企业厂界噪声标准1991-1-16J141-06GB3096-1993城市区域环境噪声标准1994-3-11J142-01GB16297-1996大气污染物综合排放标准2J142-02GB8978-1996污水综合排放标准3J142-03GB16889—1997生活垃圾填埋污染控制标准1998-1-14J142-04GB/T 15957-1995大气环境腐蚀性分类1996-8-11J143-01HJ2.2-1993环境影响评价技术导则大气环境1994-4-12J143-02HJ 2.4-1995环境影响评价技术导则声环境1996-7-13J143-03GB 3222.1-2006声学环境噪声测量方法2006-12-14J143-04GB 6999-1986环境试验用相对湿度查算表1987-10-1环境技术标准J14环境技术标准环境质量技术标准J141采用国际国外标准号发布/实施日期被代替标准号或作废标准号环境技术标准三废排放技术标准J1421997-01-011998-01-01环境技术标准三废排放技术标准J143序号体系代码标准号或编号标准名称备注1J151-01GB/T 16682.2-1996 1997-7-12J151-02GB/T 16682.1-1996 1997-7-13J151-03GB/T 7027-2002 信息分类和编码的基本原则与方法2002-12-14J151-04GB/T 18903-20022003-5-15J151-05GB/T17172-1997四一七条码1998-8-16J151-06GB/T 11457-2006信息技术、软件工程术语2006-7-17J151-07GB/T 16644-1996信息技术开放系统互连公共管理信息服务定义1997-7-11J152-01GB 5271.15-19861987-5-11J153-01GA 611-2006互联网信息服务系统安全保护技术措施技术要求2006-6-12J153-02GB/T 17900-1999网络代理服务器的安全技术要求2000-5-1信息技术标准J15信息技术标准信息通用标准J151采用国际国外标准号发布/实施日期被代替标准号或作废标准号信息技术国际标准化轮廓的框架和分类方法第2部分:OSI轮廓用的原则和分类方法信息技术国际标准化轮廓的框架和分类方法第1部分:框架信息技术服务质量: 框架信息技术标准信息应用标准J152数据处理词汇第15部分:程序设计语言信息技术标准网络标准J153。
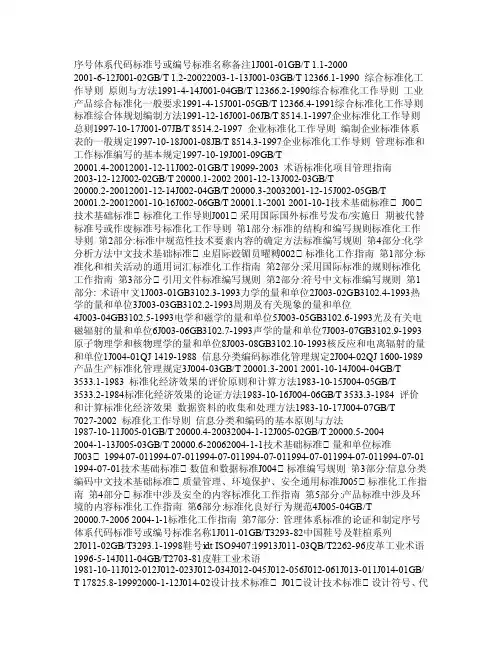
技术指标一览表
c)有效工作面积:≥100mmX100mm
d) 定位分辨率:≤ 0.1μm
e) 定位精度:≤ 1μm
f) 样品台包括试样高度精细调节器,能够使得每个样品原位调节高度。
5、分析测试软件包
a) 压入过程中点击鼠标可以实时切换显示测试参量(载荷、位移、硬度、弹性模量和接触刚度等);
b) 可将所有测试数据输出到Excel格式;
6、计算机配置:
双CPU的计算机一台,两个CPU的主频:≥ 2.5GHz, 4G内存,硬盘≥60GB,16x DVD刻录机,声卡、图形抓获能力、键盘,19英寸纯平液晶彩显,正版Windows操作系统和Office软件。
7、标准加载装置——最大载荷500mN
*a) 最大载荷≥500mN
b) 载荷分辨率≤50nN
c) 最小接触力≤1.0μN
8、软件扩充
输入、结果和通道、加载类型和速率、载荷保持长度、数据记录速率、卸载类型和速率、试验段的顺序和数量、任意计算通道的PID控制
*9、快速压入功能(ET)
可实现3秒一个压痕点;
a)最小可测杨氏模量: 1GPa ;
b)最大可测杨氏模式:500GPa ;
每个压入点所需时间: <3.0 sec。
10、压头
XP Berkovich Tip, diamond, 20 nm radius 1个
XP Cube Corner Tip, diamond, 20 nm radius 1个。
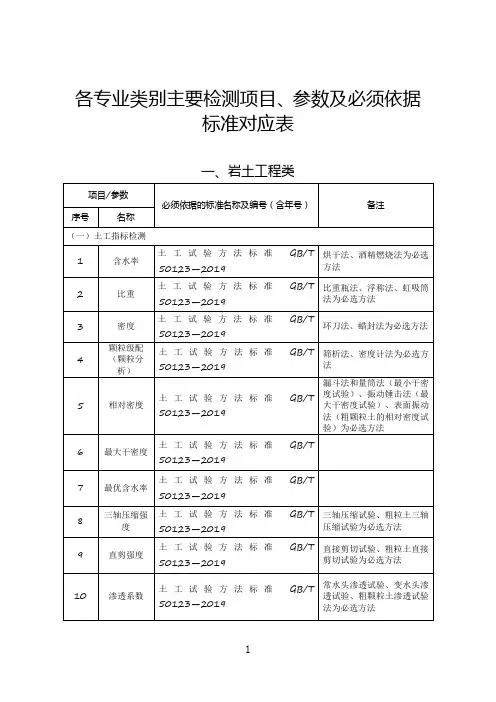
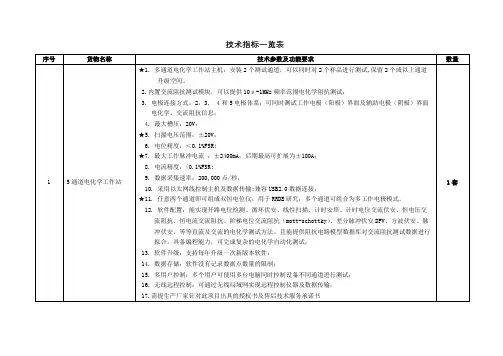
常用检测参数及限制要求序号检测产品/类别检测项目/参数检测依据的标准技术要求限制范围或说明序号名称一水泥、外掺料1234普通硅酸盐水泥粉煤灰粒化高炉矿渣粉矿物外加剂GB175-2007《通用硅酸盐水泥》GB/T1596-2005《用于水泥和混凝土中的粉煤灰》GB/T18046-2008《用于水泥和混凝土中的粒化高炉矿渣粉》GB/T18736-2002《高强高性能混凝土用矿物外加剂》细度标准稠度用水量凝结时间安定性胶砂强度胶砂流动度密度比表面积游离氧化钙活性指数需水量比含水量GB/T1596-2005《用于水泥和混凝土中的粉煤灰》45μmⅠⅡⅢⅣⅤⅥⅦⅧⅨⅩⅪⅫJTGE30-2005《公路工程水泥及水泥混凝土试验规程》GB/T1346-2001《水泥标准稠度用水量、凝结时间、安定性检验方法》GB/T17671-1999《水泥胶砂强度检验方法(ISO法)》GB/T2419-2005《水泥胶砂流动度测定方法》GB/T208-1994《水泥密度测定方法》GB8074-2008《水泥比表面积测定方法(勃氏法)》GB/T176-2008《水泥化学分析方法》GB/T1596-2005《用于水泥和混凝土中的粉煤灰》附录Ⅰ级12%;Ⅱ级25%;结果计算至0.1%;(水泥:绝对误差大于0.5%(筛余值大于5%时放至1.0%),再做一次,取两次相近结果的算术平均值,作为最终结果)百分比计。
(0.1%)初凝:≥45min,终凝≥45min;用min计。
沸煮法合格;精确到0.5mm两个雷氏夹平均值≤5mm,两个差值≤4mm;精确至0.1MPa;抗压与均值10%比,抗折与中值10%比;两个方向直径计算平均值,取整数,以mm计;精确到0.01g/cm3;结果之差不超过0.02g/cm3;不小于300m2/kg;保留至10cm2/g;结果相差2%以上重做;不大于1%;结果以0.01%计;(4.2结果表示)不小于70%;计算至1%;Ⅰ级95%;Ⅱ级105%;计算至1%;不大于1%;计算至0.1%;常用检测参数及限制要求序号检测产品/类别检测项目/参数检测依据的标准技术要求限制范围或说明序号名称二建筑钢材 12 热轧光圆钢筋热轧带肋钢筋低碳热轧圆盘条碳素结构钢冷轧带肋钢筋冷拔低碳钢丝《钢筋混凝土用钢第1部分热轧光圆钢筋》GB1499.1-2008《钢筋混凝土用钢第2部分热轧带肋钢筋》GB1499.2-2007《低碳钢热轧圆盘条》GB/T701-2008《碳素结构钢》GB700-2006《冷轧带肋钢筋》GB13788-2008《混凝土制品用冷拔低碳钢丝》JC/T540-2006HPB235/370/25%;HPB300/420/25%;拉弯各2根;HPB335/455/17%;HPB400/540/16%;拉弯各2根;Q215/435/28%;Q235/500/23%;拉一根弯两根Q195/Q215/Q235/Q275厚度不同强度伸长率不同;CRB550\650\800\970,拉伸1根,弯曲反复弯曲各2;5.0-650-CDWJC/T540-2006,甲级逐盘检验。
技术指标一览表.doc附件 1:技术指标一览表说明:1、发动机、变速箱、底盘、轮胎为关键构件;2、所投产品中车辆应为经过国家行业主管部门认证的定型产品,且列入《中华人民共和国发改委车辆生产企业及产品公告》,产品具备国家3C 认证和环保认证。
3、带“ * ”号的车辆关键技术指标必须满足买方要求;包 1一交通车买方要求1. 用途 : 本机用于高速公路收费员通勤及日常运营使用2. 数量:3辆3. 供货范围3.1 整车,含出厂标准配置和厂家选装配置(若买方要求且出厂不含)及特殊要求配置(若买方要求且厂家没有时可另购加装)3.2 商业保险(含交强险、车损险(≥车价), 第三者责任险(100 万元 ), 附加自燃险、人员险 5万元 / 人×座位数、不计免赔特约、玻璃破碎险)和车辆购置附加、检测、排污、照相、上牌等所有费用加消费税,入户地点:合肥市(个性化牌照)。
上牌时 , 须按需方指定地点和方式执行 , 选择的牌号也须经需方认可。
需方配合提供公司相关证明及在相关表格加盖公章等)4. 技术数据4.2 交通车性能及配置4.2.1 * 整车形式:发动机前置半长头中顶客车,座位数:≥15 座,车门数量: 4 门4.2.2 * 排量( L):≥ 2.04.2.3 * 发动机型号:直列四缸高压共轨增压中冷柴油发动机,国V 排放标准4.2.4 * 最大功率( kW):≥ 954.2.5 * 最大扭矩( N.m):≥ 3504.2.6 * 变速箱类型:≥ 5 速 MT或更优4.2.7 * 制动:前后盘式,带 ABS+EBD或更优更多安全配置4.2.8 * 轴距( mm):≥ 37004.2.9 * 外形尺寸( mm):长≥ 5700 ,宽≥ 1990,高≥ 23004.2.10 * 最高时速( km/h):≥ 1404.2.11 * 前/ 后悬挂形式:麦弗逊式前悬挂/ 钢板弹簧非独立后悬架或更优4.2.12 全车安全带,驾驶室安全气囊+预紧式安全带4.2.13 正副驾驶外摆门,一侧拉门、后开门和后上车踏板及后门限位器,配置高位刹车灯,配电加热后视镜和前排电动窗及中控锁4.2.14 驾驶室配有MP3/CD+收音机或更优设备,配倒车雷达及监视器及大屏电子钟4.2.15 带液压助力转向装置4.2.16 轮毂尺寸/ 轮胎型号:轮毂≥16 吋/ 轮胎断面宽度≥ 215mm4.2.17 带大功率冷暖空调4.2.18 车身颜色为银色,金属漆,加配一全尺寸备胎、随车简易车辆维修工具等包 2一公务车、巡查车买方要求1. 用途 : 本机用于高速公路日常运营使用2. 数量:3辆3. 供货范围3.1 整车,含出厂标准配置和厂家选装配置(若买方要求且出厂不含)及特殊要求配置(若买方要求且厂家没有时可另购加装)3.2 商业保险(含交强险、车损险(≥车价), 第三者责任险(100 万元 ), 附加自燃险、人员险 5万元 / 人×座位数、不计免赔特约、玻璃破碎险)和车辆购置附加、检测、排污、照相、上牌等所有费用加消费税,入户地点:合肥市(个性化牌照)。
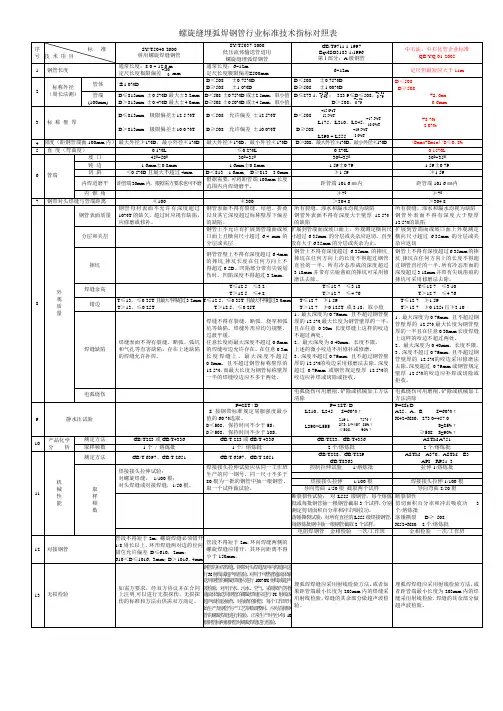
不同标准主要技术参数对照表项目标准GB/T9711.2-1999 GB/T9711.1-1997 SY/T5037-2000材质L245MB-L555MB (形变热处理245~360优质非合金钢;415~555特殊质量合金钢);L360QB—L555QB(淬火加回火特殊质量合金钢);L245NB-L415NB(正火或形变正火245~360优质非合金钢;415特殊质量合金钢)L175-L555 碳素结构钢管体外径60<D≤610±0.5㎜或±0.75%D(取较大值)但最大为±3㎜;610<D≤1430,±0.5%D,最大为±4㎜,D>1430契约D<508㎜时,偏差±0.75%D;D≥508~914㎜时,偏差±1%D(不扩径;冷扩径+0.75%、-0.25%)。
大于914㎜不扩径±1.0%;冷扩径+6.35㎜、—3.2㎜D<508㎜时,偏差±0.75%D;D≥508㎜,偏差±1%D管端外径60<D≤610±0.5㎜或±0. 5%D(取较大值)但最大为±1.6㎜;610<D≤1430,±1.6㎜,D>1430契约D≤273.1㎜±0.41.59323.9㎜≤D≤508㎜±0.792.38D>508㎜±0.792.38D>508㎜的冷扩径焊接钢管±2.38㎜D<508㎜时,偏差±0.75%D或±2.5㎜取小值;D≥508㎜,偏差±0.5%D或±4.5㎜,取小值不直度≤0.2%,局部应≤4mm/m 不得超过管长的0.2% 不得超过钢管长度的0.2%圆度60<D≤610管体≤2%,管端≤1.5%;610<D≤1430;D/T≤75时,管体1.5%(最大为15㎜)管端≤1%;D/T>75时,管体≤2%;管端≤1.5%;D>1430管体同上;管端:契约。
D>508㎜时,±1%DD≤508㎜时与管端外径相同钢管最大外径不得比标称外径大1%,最小外径不得比标称外径小1%。
管端坡口30°-35°30°-35°30°-35°钝边 1.6±0.8㎜ 1.59㎜±0.79㎜ 1.6±0.8㎜切斜外径小于或等于220㎜的钢管1㎜; 0.005D,但最大为1.6㎜(适用于外径大于220㎜的钢管)≤1.59㎜D<813㎜时,≤1.6㎜;D>813㎜时,≤3㎜摔坑尖底凹陷不得超过3㎜,其它凹陷不得超过6㎜,且在任何方向的长度不得超过1/2D 深度不得超过 6.35㎜的摔坑,长度在任何方向不得超过0.5D;有尖锐划伤的摔坑深度不得超过3.18㎜深度不得超过6.4㎜的摔坑,长度在任何方向不得超过0.5D;有尖锐划伤的摔坑深度不得超过3.2㎜错边T≤10㎜时,≤1㎜;10<T≤20㎜时,0.1T;T>20㎜时,2㎜T≤12.7㎜时,≤1.59㎜;T>12.7㎜径向错边应不大于0.125T或3。
18㎜中的较小者。
对电阻焊钢管错边加残留毛刺高度不得超过1.52㎜。
T≤12.5㎜时,错边≤0.35T,且不得大于3㎜,T>12.5㎜,错边≤0.25T.对错边超标的钢管,允许将焊缝割开加热矫平,然后修补。
补焊后,矫平区及其前后各300㎜长度(沿焊缝方向)须作无损检验。
焊缝余高T≤15㎜时,内≤3㎜,外≤3㎜;T>15㎜时,内≤3㎜,外≤4㎜;100㎜范围内的内焊缝应磨去。
剩余高度应在0-0.5㎜范围内。
T≤12.7㎜时,最大余高 3.18㎜,T>12.7㎜焊缝最大余高4.76㎜。
最低不低于钢管表面,管端101.6㎜的内焊缝余高应去除T≤12.5㎜时,焊缝余高≤3.2㎜;T>12.5㎜时,焊缝余高≤4.8㎜分层、夹杂在距管端25㎜范围内,沿周向不允许存在>6㎜的分层缺欠。
单个分层或分层分布密度超过SY/T6423.5中的规定的验收等级B2的分层在管体中不允许存在。
单个分层或分层分布密度超过SY/T6423.5和SY/6423.4规定的验收端面:横向尺寸不得超过6.35㎜,管体:(1)不得存在≥19.1㎜的分层(2)不得存在面积≥7742㎜2的分层钢管上不允许有扩展到管端面或坡口面上且横向尺寸超过 6.4㎜的分层或夹杂。
等级E2的分层,在沿钢带或钢板的两纵向边缘或焊缝附近15㎜宽范围内不允许存在,对螺旋焊接钢管还应包括钢带横向边缘或对头焊缝附近。
咬边深度为0.4㎜,而长度不限的单个咬边为合格;长度≤1/2T,深度≤0.8㎜且深度≤10%T的单个咬边允许存在,但300㎜范围内只允许存在2处,且已修磨。
超过上述的任何咬边应修补。
或将可疑区切掉,或判为不合格;沿纵向在内外焊缝同侧互相重叠的任何长度及深度的咬边为不合格。
下述咬边不经修补可以验收:最大深度小于0.79㎜,且不超过壁厚的12.5%T最大长度为≤0.5T,且在任意300长度内不超过两处。
最大深度为0.4㎜,长度不限。
深度不超过0.79,且不超过钢管标称壁厚的12.5%的咬边应修磨,深度超过0.79㎜或钢管规定壁厚12.5%应补焊或切除。
深度≤0.6㎜,长度不限。
深度≤0.8㎜,且≤12.5%T,而最大长度为钢管标称壁厚一半的咬边,任意300㎜长度焊缝上允许两处。
深度不超过0.8㎜,且不超过钢管标称壁厚12.5%的咬边应修磨;深度超过0.8㎜或超过钢管标称壁厚12.5%的咬边可用砂轮磨去,但剩余壁厚必须在允许偏差范围内,按规定修补;在允许长度范围内将有缺陷的管段切除。
其它外面缺陷深度≤12.5%T,且不影响最小壁厚的缺欠,应判为可接受的缺欠。
深度>12.5%T,且不影响最小壁厚的缺欠,应判为缺陷。
应进行修磨,修磨后应检查剩余壁厚是否符合壁厚公差。
影响到规定最小壁厚的缺欠应判为缺陷,缺陷的处置:1、焊缝上可进行补焊(不冷扩径)2、切除(长度在规定范围内)3、整管外表面缺欠深度不得超过12.5%T。
母材不允许存在电弧烧伤。
钢管表面不得有裂缝、结疤、折叠以及其他深度超过标称壁厚下偏差的缺陷;对无法判明深度的缺陷,应采用修磨法完全清除。
判不合格。
静水压试验P=2ST/D稳压时间为10S。
应记录试验压力与时间曲线图。
(T:钢管的规定最小壁厚)按相应钢带标准规定屈服强度最小值的95%选取。
P=2ST/D;D<508㎜时,稳压时间不少于5秒;D≥508㎜时,稳压时间不少于10秒。
L175 D=141.3㎜;L210和L245 D≥60.3㎜;L290~L555D≤141.3㎜静水压试验应力按相应钢带标准规定屈服强度最小值的60%选取。
L290~L555D=168.3和219.1静水压试验应力按相应钢带标准规定屈服强度最小值的75%选取;273.1~457静水压试验应力按相应钢带标准规定屈服强度最小值的85%选取;D≥508静水压试验应力按相应钢带标准规定屈服强度最小值的90%选取(T:钢管壁厚)P=2ST/D ,D<508㎜时,稳压时间不少于5秒;D≥508㎜时,稳压时间不少于10秒。
静水压试验应力按相应钢带标准规定屈服强度最小值的60%选取。
(T:钢管标称壁厚)无损检测UT、RT检验焊缝为强制性要求。
管体母材分层,焊缝边缘分层探伤。
有契约时选用检测的方法。
T≤10㎜最大焊偏量3㎜;T>10㎜最大焊偏量4㎜。
在平行于钢管轴向的方向上,每根钢管管端的剩磁不得超过30高斯。
所有焊缝100%进行X射线检验;或据管端203㎜以外的焊缝所有焊缝100%采用超声波检验进行,另外,对头焊缝,管端203㎜的焊缝需经X射线检验,对冷扩径钢管射线检验应在扩径后进行。
只要无损检验证实焊缝完全焊透并充分熔合,焊偏不能做为拒收的依据。
补焊焊缝、对头焊缝、环形焊缝需经X射线或者用超声波检验;对用于可燃普通流体输送用钢管的螺旋焊缝应进行100%X射线或超声波检验;对用于水、污水、空气、采暖蒸汽等普通流体输送用钢管的螺旋焊缝应进行X射线或超声波检验抽查;正常生产时至少每10根抽两根。
当采用X射线检验时,焊缝不低于GB/T3323——87中III级焊缝标准,但对可燃普通流体输送用钢管的焊缝圆形缺陷应不低于II 级焊缝标准。
当采用超声波检验时,焊缝应不低于SY/T6423.3——1999中验收等级L3的规定。
按物理性能焊缝拉伸、母材拉伸、夏比冲击试验(母材、焊缝、热影响区)、落锤撕裂试验、焊缝弯曲试验(正弯、反弯)、硬度试验、宏观及金相试验、产品分析焊缝拉伸、母材拉伸、焊缝导向弯曲试验、产品分析,用户有要求时,需做夏比冲击试验需做焊缝拉伸试验、母材拉伸标志位置外径小于406.4㎜的焊接钢管,从据钢管一端450~750㎜之间的一点开始在外表面标识;外径不小于406.4㎜的焊接钢管,从据钢管一端距离不小于150㎜的一点开始在内表面做标识标称外径小于406.4㎜的焊接钢管,应从外表面据管端457~762㎜。
标称外径≥406.4㎜的焊接钢管,从钢管的内表面据管端不小于152.4㎜处开始做标志。
标称外径小于406.4㎜的钢管应从外表面距管端450~750㎜标称外径不小于406.4的钢管≤应从内表面距管端不小于150㎜处开始做标志。
壁厚公差焊接钢管T≤10㎜:+1.0㎜,-0.5㎜;10<T <20㎜:+10%T,-5%T;T≥20㎜:+2㎜,-1㎜D≤73㎜的焊接钢管L175、L210、L245+20%,-12.5%;L290~L555+15%,-12.5%;D88.9~457㎜的焊接钢管L175、L210、L245+15%,-12.5%;L290~L555+15%,D<508㎜:±12.5%T;D≥508㎜:±10%T-12.5%;D≥508㎜的焊接钢管L175、L210、L245+17.5%,-10%;L290~L555+19.5%,-8.0%;对头焊缝及对接钢管经契约,螺旋缝焊接钢管上可保留钢带对头焊缝。
验收时,钢带对头焊缝应至少距管端200㎜。
对接管不允许交货。
成品螺旋焊管仅当钢带对头焊缝与螺旋焊缝的连接点与钢管端部的距离大于304.8㎜时是允许的。
经购方与制造厂协商允许钢带对头焊缝位于管端,但钢带对头焊缝与相应管端螺旋焊缝之间至少应有152.4㎜的环向间隔。
钢带对头焊缝应做适当的焊前准备,且应采用自动埋弧焊、自动熔化极气体保护电弧焊或这些焊接工艺的复合焊焊接。
当订货合同有规定时,可供应对接钢管,但对接用钢管的长度不得短于1.52米。
钢管上允许有钢带对头焊缝,对头焊缝与管端的距离不得小于300㎜。
经购方与制造厂协商,允许钢带对头焊缝位于管端,但钢带对头焊缝与相应管端螺旋焊缝之间至少应有150㎜的环向间隔。