冲裁模的典型结构
- 格式:ppt
- 大小:14.14 MB
- 文档页数:46

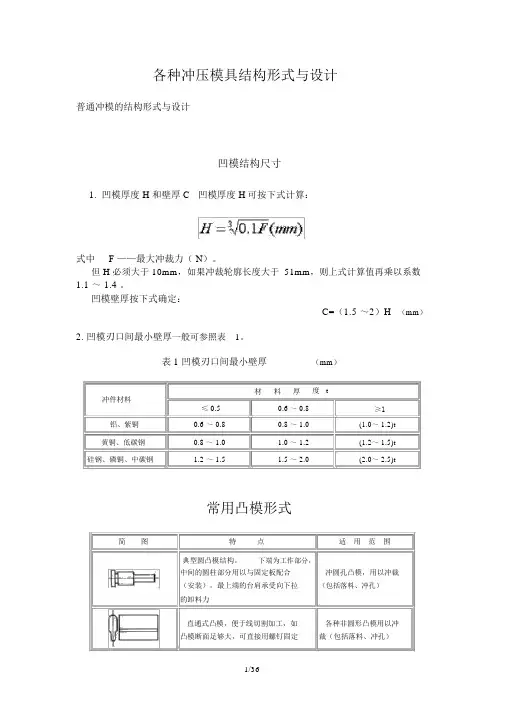
各种冲压模具结构形式与设计普通冲模的结构形式与设计凹模结构尺寸1.凹模厚度 H 和壁厚 C 凹模厚度 H可按下式计算:式中 F ——最大冲裁力( N)。
但 H 必须大于 10mm,如果冲裁轮廓长度大于 51mm,则上式计算值再乘以系数1.1 ~ 1.4 。
凹模壁厚按下式确定:C=(1.5 ~2)H(mm)2.凹模刃口间最小壁厚一般可参照表1。
表 1 凹模刃口间最小壁厚(mm)材料厚度 t冲件材料≤ 0.50.6 ~ 0.8≥1铝、紫铜0.6 ~ 0.80.8 ~ 1.0(1.0~ 1.2)t 黄铜、低碳钢0.8 ~ 1.0 1.0 ~ 1.2(1.2~ 1.5)t 硅钢、磷铜、中碳钢 1.2 ~ 1.5 1.5 ~ 2.0(2.0~ 2.5)t常用凸模形式简图特点适用范围典型圆凸模结构。
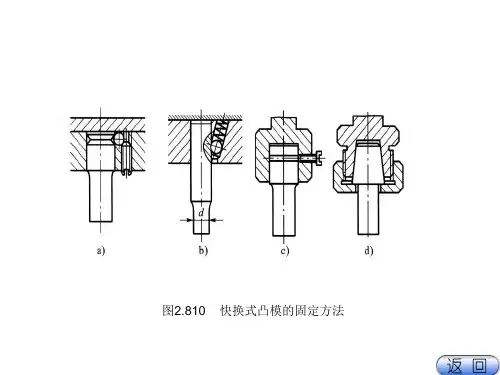
下端为工作部分,中间的圆柱部分用以与固定板配合冲圆孔凸模,用以冲裁(安装),最上端的台肩承受向下拉(包括落料、冲孔)的卸料力直通式凸模,便于线切割加工,如各种非圆形凸模用以冲凸模断面足够大,可直接用螺钉固定裁(包括落料、冲孔)断面细弱的凸模,为了增加强度和凸模受力大,而凸模相刚度,上部放大对来说强度、刚度薄弱凸模一端放长,在冲裁前,先伸入单面冲压的凸模凹模支承,能承受侧向力整体的凸模结构上部断面大,可直单面冲压的凸模接与模座固定节省贵重的工具钢或硬凸模工作部分组合式质合金组合式凸模,工作部分轮廓完整,圆凸模。
节省工作部分与基体套接定位的贵重材料冲裁凹模的刃壁形式简特点适用范围图刃壁带有斜度,冲件或废料不易滞留在刃孔内,因而减轻对刃壁的磨适用于冲件为任何形状、各损,一次刃磨量较少。
刃口尺寸随刃种板厚的冲裁模(但料太薄不磨变化宜采用)凹模工作部分强度好α一般取5′~ 30 ′刃壁带有斜度,漏料畅通,但由于适用于材料厚度小于3mm 刃壁与漏料孔用台肩过渡,因此凹模的冲裁模工作部分强度较差凹模厚度即有效刃壁高度。
刃壁带有斜度,冲件或废料不易滞留在刃孔内,因而刃壁磨损小,一次刃磨量少。


第一章!冲裁模结构图"!落料模图"#"!落料模"—定位销!$—活动定位销说!明根据排样要求,条料顺序送进一条料长度后,需翻转后再顺序送进一次。
翻转送进时需用活运动定位销!初定位,而后用定位销"定位。
!#导板导向落料模图"$!#导板导向落料模"—凸模#!—步距刀#%—导板#&—凹模#’—右导尺#(—挡料块#)—左导尺#*—托料板说明导板%主要是为凸模"起导向作用,同时也起卸料作用。
对于导板模,其凸模应始终不脱离导板,以保证导向精度。
!"下顶出件落料模图#$!"下顶出件落料模#—上模座"%—弹簧"!—卸料螺钉"&—内六角螺钉"’—模柄"(、)、%!—圆柱销"*—垫板"+—固定板#,—凸模"##—卸料板"#%一凹模"#!—顶件块"#&—下模座"#’—顶杆"#(—托板"#)—螺栓#*—挡料销"#+—导柱"%,—导套"%#—螺母"%%—橡胶说明这是一副正装下顶出件落料模,其特点是材料在压紧态下进行冲裁,冲出的工件表面平整,适合于厚度较薄的中小工件冲裁。
!"镶块落料模图#$!"镶块落料模#—挡料销"%—下模座"&、#’、#(、%)—卸料螺钉"!、*、#*—内六角螺钉")、(—圆柱销"+—上模座,—套圈"##、#)、%!—弹簧"#%—固定板#&—推件板"#!—顶销"#+—凸模镶块"#,—凹模镶块%’—卸料板"%#—废料切刀"%%—导套"%&—导柱%*—限位柱说明这是一套冲大型件的简单落料模。