拉深件的工艺性拉深模的典型结构
- 格式:ppt
- 大小:1.97 MB
- 文档页数:31
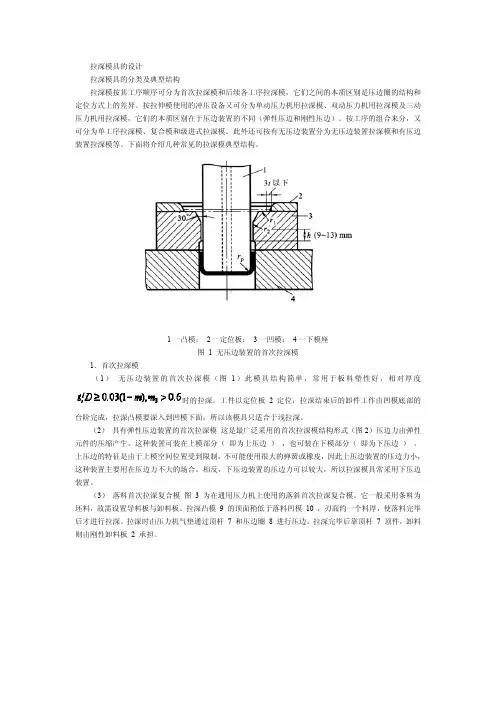
拉深模具的设计拉深模具的分类及典型结构拉深模按其工序顺序可分为首次拉深模和后续各工序拉深模,它们之间的本质区别是压边圈的结构和定位方式上的差异。
按拉伸模使用的冲压设备又可分为单动压力机用拉深模、双动压力机用拉深模及三动压力机用拉深模,它们的本质区别在于压边装置的不同(弹性压边和刚性压边)。
按工序的组合来分,又可分为单工序拉深模、复合模和级进式拉深模。
此外还可按有无压边装置分为无压边装置拉深模和有压边装置拉深模等。
下面将介绍几种常见的拉深模典型结构。
1一凸模;2一定位板;3一凹模;4一下模座图 1 无压边装置的首次拉深模1.首次拉深模(1)无压边装置的首次拉深模(图1)此模具结构简单,常用于板料塑性好,相对厚度时的拉深。
工件以定位板 2 定位,拉深结束后的卸件工作由凹模底部的台阶完成,拉深凸模要深入到凹模下面,所以该模具只适合于浅拉深。
(2)具有弹性压边装置的首次拉深模这是最广泛采用的首次拉深模结构形式(图2)压边力由弹性元件的压缩产生。
这种装置可装在上模部分(即为上压边),也可装在下模部分(即为下压边)。
上压边的特征是由于上模空间位置受到限制,不可能使用很大的弹簧或橡皮,因此上压边装置的压边力小,这种装置主要用在压边力不大的场合。
相反,下压边装置的压边力可以较大,所以拉深模具常采用下压边装置。
(3)落料首次拉深复合模图 3 为在通用压力机上使用的落斜首次拉深复合模。
它一般采用条料为坯料,故需设置导料板与卸料板。
拉深凸模 9 的顶面稍低于落料凹模 10 ,刃面约一个料厚,使落料完毕后才进行拉深。
拉深时由压力机气垫通过顶杆 7 和压边圈 8 进行压边。
拉深完毕后靠顶杆 7 顶件,卸料则由刚性卸料板 2 承担。
1一凸模;2一上模座;3一打料杆;4一推件块;5一凹模;6一定位板;7一压边圈;8一下模座;9一卸料螺钉图 2 有压边装置的首次拉深模(4)双动压力机上使用的首次拉滦模(图4)因双动压力机有两个滑块,其凸模 1 与拉深滑块(内滑块)相连接,而上模座2(上模座上装有压边圈3)与压边滑块(外滑块)相连。

方盒形拉深件的工艺性分析
方盒形拉深件是一种常用的金属加工工艺,用于制造各种形状的容器、外壳和零部件等。
其工艺性分析主要包括以下几个方面:
1. 材料选择:方盒形拉深件通常采用金属材料进行制造,如钢材、铝材等。
在选择材料时需要考虑材料的可加工性、强度、硬度和耐腐蚀性等性能,以满足产品的使用要求。
2.模具设计:方盒形拉深件的成形需要使用模具进行,模具的设计和制造对产品质量和工艺性有着重要影响。
模具设计需要考虑产品形状、尺寸、壁厚和材料特性等因素,以确保产品成形的精度和一致性。
3.拉深工艺参数:方盒形拉深件的加工过程需要控制好拉深工艺参数,包括下料尺寸、板材表面的润滑剂选择、压力和速度等。
这些参数的选择和调整能够影响产品的成形质量、表面质量和机械性能。
4.成形工艺:方盒形拉深件的成形工艺包括下料、冲裁、拉伸、回弹和修整等几个步骤。
在操作过程中需要注意控制好每个步骤的工艺要求和工艺参数,避免出现裂纹、变形或者表面质量不良等问题。
5.产品质量控制:方盒形拉深件的质量要求通常包括尺寸精度、表面质量和机械性能等方面。
在加工过程中需要控制好每个环节的工艺参数,及时发现并解决质
量问题,确保产品达到客户的要求。
总之,方盒形拉深件的工艺性分析需要综合考虑材料、模具设计、工艺参数和工艺过程等因素,以确保产品质量和工艺性能的要求。
更好地应用于实际生产中,提高方盒形拉深件的制造效率和质量。

前言冷冲压是建立在金属塑性变形的基础上,在常温下利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得一定形状、尺寸和性能的零件的一种压力加工方法。
在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备称为冷冲压模具(俗称冷冲模)。
冷冲模在实现冷冲压加工中是必不可少的工艺装备,没有先进的模具技术,先进的冲压工艺就无法实现。
冷冲压的特点有:1,节省材料2,制品有较好的互换性3制品有较好的互换性4生产效率高5操作简单6由于冷冲压生产效率高,材料利用律,故生产的制品成本较低。
冷冲压加工在汽车、拖拉机、电机、电器、仪表和日用品生产中,已占据十分重要的地位,特别是在电子工业产品生产中,已成为不可缺少的主要加工方法之一。
随着科学技术的不断进步和工业生产的迅速发展,冲压及模具技术也在不断革新与发展。
主要表现在以下几个方面:一.工艺分析计算方法现代化现在已开始采用有限变形的弹塑性有限方法,对复杂成形件的成形过程进行应力应变分析的计算机模拟。
二.模具设计制造技术现代化工业发达国家正在大力开展模具计算辅助设计和制造(CAD/CAM)的研究。
采用这一技术,一般可提高模具设计制造效率的2-3倍,应用这一技术,不仅可以缩短模具设计制造周期,还可提高模具质量,减少设计和政治早人员的重复劳动,使设计者有可能把精力用在创新开发上。
三.冲压生产机械化与自动化与柔性化为了适应大批量,高效率生产的需要,在冲压模具和设备上广泛应用了各种自动化的进出料机构。
对于大型冲压件,专门配置了机械手和机器人,这不仅大大的提高了冲压件的生产品质和生产率,而且也增加了冲压工作和冲压工人的安全性。
在中小件的大批量生产方面,现已广泛应用于多工位压力机活、或高速压力机。
在小批量生产方面,正在发展柔性制造系统(FMS)。
四.为了满足产品更新换代快和小批量生产的需要,发展了一些新的成形工艺,简易模具,数控冲压设备和冲压柔性制造技术等。
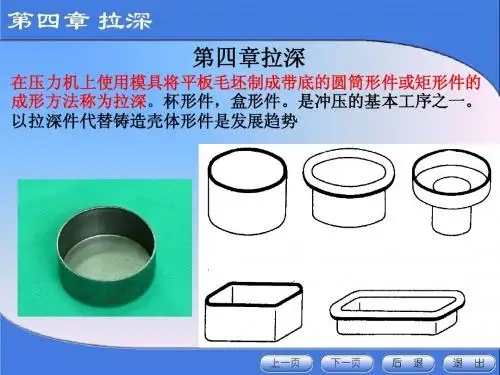
第4章 拉深工艺与拉深模 (Drawing Process and Drawing Die)教学目标了解拉深工艺及拉深件的结构工艺性、变形过程分析、拉深件的质量问题及防止措施,基本掌握拉深工艺设计、拉深模具典型结构组成及工作过程分析、拉深模具设计。
应该具备的能力:具备拉深件的工艺性分析、工艺计算和典型结构工作过程分析、拉深模设计的基本能力。
教学要求能力目标知识要点权重自测分数了解拉深工艺及拉深件的结构工艺性拉深概念及拉深件的结构工艺性12.5%理解拉深变形过程分析拉深变形过程及变形分析、拉深件的质量问题及防止措施12.5%基本掌握拉深工艺设计毛坯尺寸计算、拉深系数、拉深次数、各次拉深半成品件尺寸的计算25%熟悉拉深模具典型结构拉深模分类、典型结构、拉深模主要特点25%熟悉拉深模具设计拉深力计算,压边装置及压边力、压力机的选择,凸、凹模工作尺寸计算25% 引例壳形件在生产生活中经常见到,如下图所示的机壳、电动机叶片、摩托车轮护瓦,还有诸如不锈钢饭盒、易拉罐等产品。
这些零件从板料成为深腔件,就是通过拉深工艺实现的,其发生的塑性变形比较大,那么所用模具如何设计?这就是本章所要解决的问题。
思考电动机叶片模具的制造过程中包括哪些冲压工序。
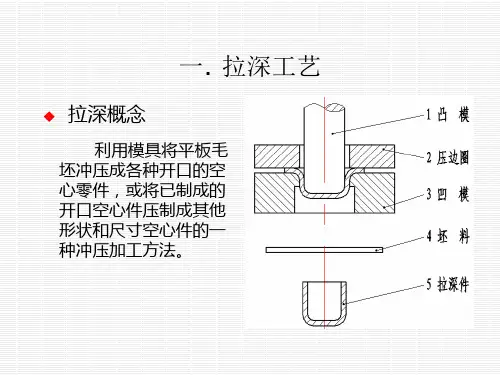
模具设计与制造·108· ·108·4.1 拉深工艺与拉深件工艺性(Drawing Process andProcessability of Drawing Part)4.1.1 拉深件与拉深工艺分类(Drawing Part and Classification of Drawing Process)拉深是指利用模具将平板毛坯冲压成各种开口的空心零件,或将已制成的开口空心件压制成其他形状和尺寸空心件的一种冲压加工方法。
1.拉深件分类冲压生产中,拉深的种类很多,各种拉深件按变形力学特点可以分为表4-1所示的基本类型。
表4-1 拉深件的分类拉深件名称 拉深件简图变形特点 轴对称零件 圆筒形件 带凸缘圆筒形件 阶梯形件1.拉深过程中变形区是坯料的凸缘部分,其余部分是传力区;2.坯料变形区在切向压应力和径向拉应力作用下,产生切向压缩与径向伸长的一向受压一向受拉的变形;3.极限变形程度主要受坯料传力区承载能力的限制 盒形件 带凸缘盒形件 其他形状零件 1.变形性质同前,区别在于一向受拉一向受压的变形在坯料周边上分布不均匀,圆角部分变形大,直边部分变形小; 2.在坯料的周边上,变形程度大与变形程度小的部分之间存在着相互影响与作用 直壁类拉深件 非轴对称零件 曲面凸缘的零件 除具有前项相同的变形性质外,还有如下特点:1.因零件各部分高度不同,在拉深开始时有严重的不均匀变形;2.拉深过程中,坯料变形区内还要发生剪切变形轴对称零件球面类零件 锥形件 其他曲面零件 拉深时坯料变形区由两部分组成: 1.坯料外部是一向受拉一向受压的拉深变形;2.坯料的中间部分是受两向拉应力的胀形变形区 曲面类拉深件非轴对称零件 平面凸缘零件 曲面凸缘零件 1.拉深时坯料的变形区也是由外部的拉深变形区和内部的胀形变形区所组成,但这两种变形在坯料中的分布是不均匀的; 2.曲面凸缘零件拉深时,在坯料外周变形区内还有剪切变形第4章 拉深工艺与拉深模 ·109··109·虽然这些零件的冲压过程都叫做拉深,但是由于其几何形状不同,在拉深过程中,它们的变形区位置、变形性质、毛坯各部位的应力状态和分布规律等都有相当大的差别,所以在确定拉深的工艺参数、工序数目与工艺顺序等方面都不一样。