压铸首末件及定时检验规范(含表格)
- 格式:doc
- 大小:141.00 KB
- 文档页数:10


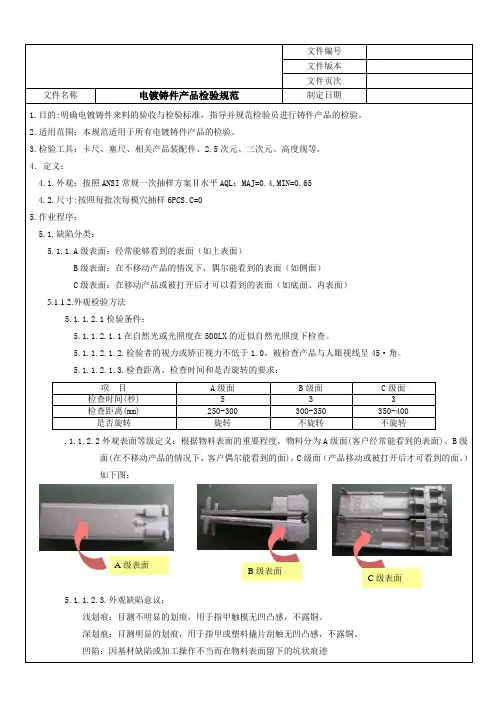
文件页次文件名称电镀铸件产品检验规范 制定日期1.目的:明确电镀铸件来料的验收与检验标准,指导并规范检验员进行铸件产品的检验。
2.适用范围:本规范适用于所有电镀铸件产品的检验。
3.检验工具:卡尺、塞尺、相关产品装配件、2.5次元、三次元、高度规等。
4.定义:4.1.外观:按照ANSI 常规一次抽样方案Ⅱ水平AQL :MAJ=0.4,MIN=0.65 4.2.尺寸:按照每批次每模穴抽样6PCS.C=05.作业程序: 5.1.缺陷分类:5.1.1.A 级表面:经常能够看到的表面(如上表面)B 级表面:在不移动产品的情况下,偶尔能看到的表面(如侧面)C 级表面:在移动产品或被打开后才可以看到的表面(如底面、内表面) 5.1.1.2.外观检验方法 5.1.1.2.1检验条件:5.1.1.2.1.1在自然光或光照度在500LX 的近似自然光照度下检查。
5.1.1.2.1.2.检验者的视力或矫正视力不低于1.0,被检查产品与人眼视线呈45·角。
5.1.1.2.1.3.检查距离、检查时间和是否旋转的要求:项 目 A 级面 B 级面 C 级面 检查时间(秒) 5 3 3 检查距离(mm) 250-300 300-350 350-400 是否旋转旋转不旋转不旋转.1.1.2.2外观表面等级定义:根据物料表面的重要程度,物料分为A 级面(客户经常能看到的表面)、B 级面(在不移动产品的情况下,客户偶尔能看到的面),C 级面(产品移动或被打开后才可看到的面。
)如下图:5.1.1.2.3.外观缺陷意议:浅划痕:目测不明显的划痕,用于指甲触模无凹凸感,不露铜。
深划痕:目测明显的划痕,用于指甲或塑料撬片刮触无凹凸感,不露铜。
凹陷:因基材缺陷或加工操作不当而在物料表面留下的坑状痕迹A 级表面B 级表面C 级表面文件页次文件名称电镀铸件产品检验规范制定日期数量。
5.3.2.测试工具:客供组装零配件。
5.3.3.试装标准:物料与各装配件组配正常,不得出现阻碍装配的现象。
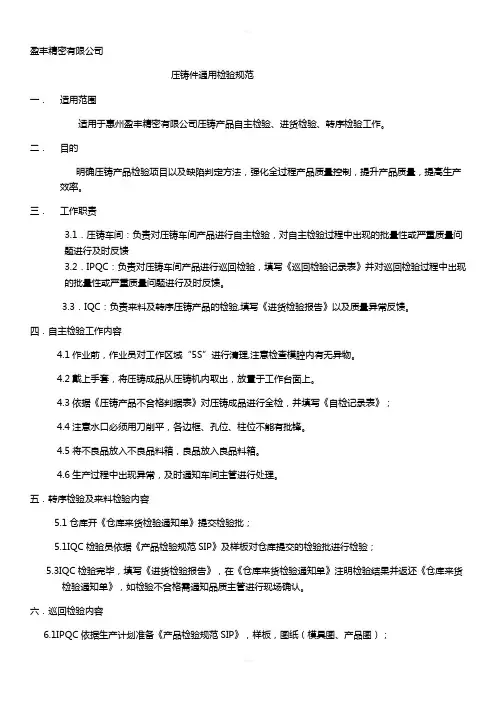
盈丰精密有限公司压铸件通用检验规范一.适用范围适用于惠州盈丰精密有限公司压铸产品自主检验、进货检验、转序检验工作。
二.目的明确压铸产品检验项目以及缺陷判定方法,强化全过程产品质量控制,提升产品质量,提高生产效率。
三.工作职责3.1.压铸车间:负责对压铸车间产品进行自主检验,对自主检验过程中出现的批量性或严重质量问题进行及时反馈3.2.IPQC:负责对压铸车间产品进行巡回检验,填写《巡回检验记录表》并对巡回检验过程中出现的批量性或严重质量问题进行及时反馈。
3.3.IQC:负责来料及转序压铸产品的检验,填写《进货检验报告》以及质量异常反馈。
四.自主检验工作内容4.1作业前,作业员对工作区域“5S”进行清理,注意检查模腔内有无异物。
4.2戴上手套,将压铸成品从压铸机内取出,放置于工作台面上。
4.3依据《压铸产品不合格判据表》对压铸成品进行全检,并填写《自检记录表》;4.4注意水口必须用刀削平,各边框、孔位、柱位不能有批锋。
4.5将不良品放入不良品料箱,良品放入良品料箱。
4.6生产过程中出现异常,及时通知车间主管进行处理。
五.转序检验及来料检验内容5.1仓库开《仓库来货检验通知单》提交检验批;5.1IQC检验员依据《产品检验规范SIP》及样板对仓库提交的检验批进行检验;5.3IQC检验完毕,填写《进货检验报告》,在《仓库来货检验通知单》注明检验结果并返还《仓库来货检验通知单》,如检验不合格需通知品质主管进行现场确认。
六.巡回检验内容6.1IPQC依据生产计划准备《产品检验规范SIP》,样板,图纸(模具图、产品图);6.2 IPQC依据《产品检验规范SIP》,样板,图纸(模具图、产品图)对车间提交的产品进行首件检查,并填写《首件确认记录表》;6.3首件确认合格后,IPQC依据《产品检验规范SIP》及抽样方案进行巡回检验,填写《巡回检验记录表》,有异常以《品质异常联络书》进行反馈、跟进;七.抽样方案八.注意事项8.1作业过程必须依据《作业指导书》进行作业。
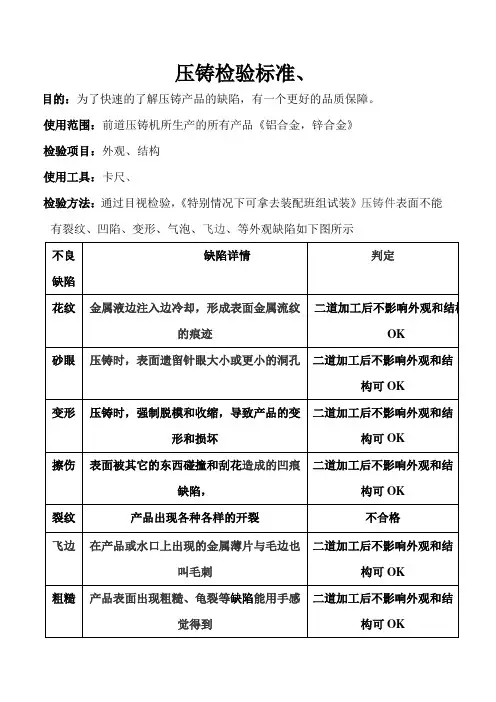
压铸检验标准、
目的:为了快速的了解压铸产品的缺陷,有一个更好的品质保障。
使用范围:前道压铸机所生产的所有产品《铝合金,锌合金》
检验项目:外观、结构
使用工具:卡尺、
检验方法:通过目视检验,《特别情况下可拿去装配班组试装》压铸件表面不能有裂纹、凹陷、变形、气泡、飞边、等外观缺陷如下图所示
检验要求:1以上缺陷都能经过二道工序加工完成,如果气泡能用二道工序的打磨或是抛光来完成且不景响外观结构的,视为良品,影响外观的为不良品处理。
2压铸机生产的产品我们除了看外观,必要时我要也用卡尺测一下它的尺寸是否如果我生产图纸一致,
3对于枪支外露的装饰产品,我们应该做到无缺陷或是减少缺陷,直到看不清缺陷为止。
4每天上班前或是每次压铸机更换产品时应做到首检,首检合格后才能生产。
巡检做到2小时一次,且对压铸或是前道的每一个工作岗位进行巡查和抽检,每次抽检≥10个零物件,一旦发现不良产品通知操作人员停机,并告知压铸管理人员情况,对个别产品不能明确判定结果时,方可拿几个到喷漆班组试喷漆后看效果,效果可以,可为良品,不行为不良品处理。
5压铸好的产品都会经过二道修剪、打磨、砂带、抛光、攻牙、铣床等把产品外缺陷处理掉,也需要注意产品有没有如生产图纸一致《如攻牙,钻孔》方便装配生产,处理好的产品都会由质检部查看好且盖上合格标签放可入库
6对不合格的产品我们要记录下来,可报废回炉处置.。
文件制修订记录
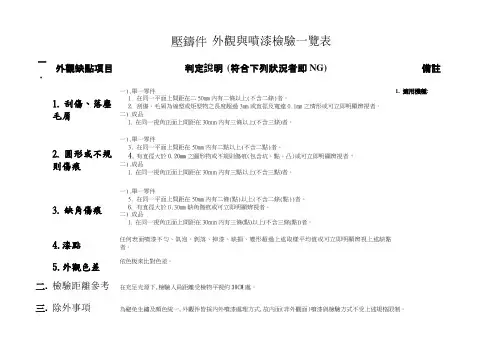
1.1 检测环境:80-100英尺灯光,光照强度为800--1200LUX;
1.2 观察角度:在检查过程中将观测面旋转45度~90度;
1.3 观察距离:人眼与被测面距离30—40cm。
2.0外壳面部定义:
2.1 A面:在使用过程中,直接在近处观看且暴露的主要面,前面、上面;2.2 B面:在使用过程中,很少见的面,左面、右面;
2.3 C面:在使用过程中,看不见的面,后面、底面。
3.0压铸件常见缺陷特征定义如表1所示。
表1:压铸件常见缺陷特征定义
缺陷
类别
缺陷名称特征定义
表
面
缺
陷
拉伤
沿开模方向铸件表面呈现条状的磨擦痕迹,有一定深度,严重时为一面状
伤痕。
另一种是金属液与模具产生焊合、粘附,以致出模时铸件表面多肉
或缺肉。
起泡铸件表面有米粒大小的隆起,并在隆起的皮下形成空洞。
裂纹
铸件表面有呈直线状或波浪形的纹路,狭小而长,在外力作用下有发展趋
势。
变形由于收缩不均或外力导致压铸件几何形状与图纸不符。
流痕压铸件表面与金属液流动方向一致的条纹。
无发展趋势。
水纹压铸件表面明显可见的与金属基体颜色不一样无方向性的纹路。
无发展趋
4.0检验项目及判定标准:
5.0附件不良图片:。
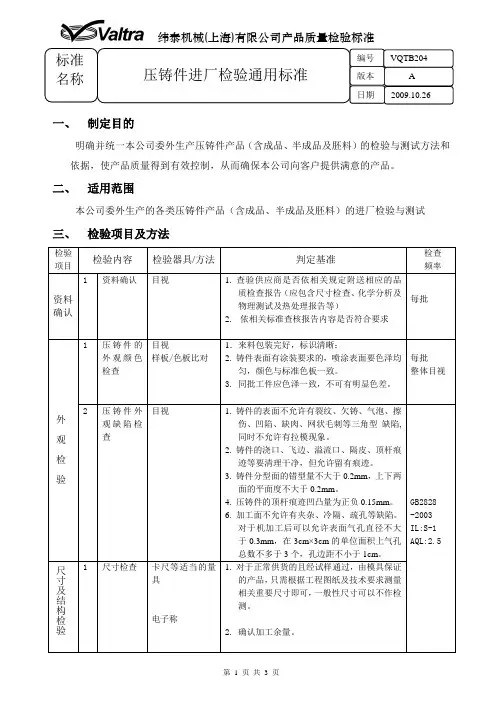
一、制定目的
明确并统一本公司委外生产压铸件产品(含成品、半成品及胚料)的检验与测试方法和依据,使产品质量得到有效控制,从而确保本公司向客户提供满意的产品。
二、适用范围
本公司委外生产的各类压铸件产品(含成品、半成品及胚料)的进厂检验与测试三、检验项目及方法
四、参考标准
1. 比色探傷操作步驟及要領(附录一)
五、本标准经美国总公司批准后颁布实施,修改亦同。
批准:审核:编制:
(附录一)比色探伤操作步骤及要领
1.工件清洗.
操作: 先用抹布将工件擦拭干凈,再用清洁剂喷涂清洁工件探伤部位
要领: 工件探伤部位一定要清洗干凈,不可有油污;探伤表面要保持充分干燥
2. 喷涂渗透剂
操作: 在工件探伤部位均匀喷涂渗透剂
要领: 渗透剂喷涂要均匀,须保持工件表面湿润10~15分钟
3.表面清洁
操作: 用抹布擦去工件探伤表面的渗透剂
要领: 去除工件探伤表面的渗透剂,只可用擦拭的方式决不可用清洗剂或其它液态水剂清洗,若擦不干凈,可喷少许清洁剂在抹布上再擦拭
4.喷涂显像剂
操作: 在擦去多余渗透剂的探伤部位均匀喷涂显像剂
要领: 显像剂为悬浮.分离式混合剂,使用前必须充分摇匀,方可喷涂
喷涂时,喷嘴不可离工件表面太近,须保持150~300mm距离
喷涂要均匀,不可喷得太厚, 喷涂时工件表面液剂不可有流挂现象
5.观察.判定
显像剂喷涂后要注意观察,一般30秒左右即可显现缺陷,缺陷部位为红色显示,较深的伤痕可能要5分钟才能充分显现,所以最终判定要在5分钟后进行
6.后处理
测试完毕,工件表面的化学药剂须及时清洗干凈,并涂防锈油,以避免工件生锈。
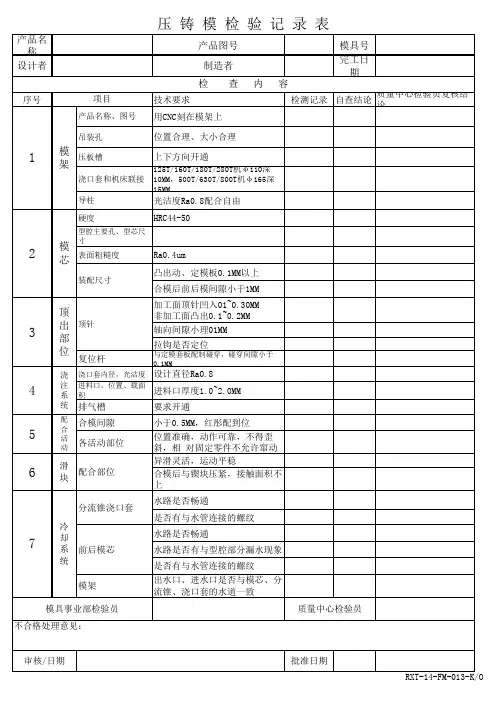
压铸件检测规程压铸件检测规程1 主题内容与适用范围本标准规定了铝合金压铸件的技术要求、质量保证、试验方法及检测规则和交货条件等。
本标准适合于铝合金压铸件。
2 引用标准GB 1182 形状和位置公差代号及其标准GB 2828 逐批检查计数抽样程序及抽样表(适用于连续批的检查) GB 2829 用期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB 6060.1 表面粗糙度比较样块铸造表面GB 6060.4 表面粗糙度比较样块抛(喷)妨丸,喷砂加工表面 GB6214 铸件尺寸公差GB/T 11.350 铸件机械加工余量GB/T 15115 压铸铝合金3 技术要求3.1 化学成分。
合金的化学成分应符合GB/T 15115的规定。
3.2 力学性能。
3.2.1 当采用压铸试样检验时,其力学性能应符合GB/T 15115的规定。
3.2.2 当采用压铸件本体试验时,其指定部位切取试样的力学性能不得低于单铸试样的75%,,若有特殊要求,可由供需双方商定。
3.3 压铸件尺寸。
3.3.1 压铸件的几何形状和尺寸应符合铸件图样的规定。
3.3.2 压铸件尺寸公差应按GB 6414的规定执行,有特殊规定和要求时,须在图样上注明。
3.3.3 压铸件有形位公差要求时,其标注方法按GB 1182的规定。
3.3.4 压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,被包容面以大端为基准;待加工表面:包容面以大端为基准,被包容面以小端为基准,有特殊规定和要求时,须在图样上注明。
3.4 压铸件需要机械加工时,其加工余量按GB/T 11350的规定执行。
若有特殊规定和要求时,其加工余量须在图样上注明。
3.5 表面质量。
3.5.1 铸件表面粗糙度应符合GB 6060.1的规定。
3.5.2 铸件不允许有裂纹、欠铸、疏松、气泡和任何穿透性缺陷。
3.5.3 铸件允许有擦伤、凹陷、缺肉和网状毛刺等缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致。
盈丰精密有限公司压铸件通用检验规范一.适用范围适用于惠州盈丰精密有限公司压铸产品自主检验、进货检验、转序检验工作。
二.目的明确压铸产品检验项目以及缺陷判定方法,强化全过程产品质量控制,提升产品质量,提高生产效率。
三.工作职责3.1.压铸车间:负责对压铸车间产品进行自主检验,对自主检验过程中出现的批量性或严重质量问题进行及时反馈3.2.IPQC:负责对压铸车间产品进行巡回检验,填写《巡回检验记录表》并对巡回检验过程中出现的批量性或严重质量问题进行及时反馈。
3.3.IQC:负责来料及转序压铸产品的检验,填写《进货检验报告》以及质量异常反馈。
四.自主检验工作内容4.1作业前,作业员对工作区域“5S”进行清理,注意检查模腔内有无异物。
4.2戴上手套,将压铸成品从压铸机内取出,放置于工作台面上。
4.3依据《压铸产品不合格判据表》对压铸成品进行全检,并填写《自检记录表》;4.4注意水口必须用刀削平,各边框、孔位、柱位不能有批锋。
4.5将不良品放入不良品料箱,良品放入良品料箱。
4.6生产过程中出现异常,及时通知车间主管进行处理。
五.转序检验及来料检验内容5.1仓库开《仓库来货检验通知单》提交检验批;5.1IQC检验员依据《产品检验规范SIP》及样板对仓库提交的检验批进行检验;5.3IQC检验完毕,填写《进货检验报告》,在《仓库来货检验通知单》注明检验结果并返还《仓库来货检验通知单》,如检验不合格需通知品质主管进行现场确认。
六.巡回检验内容6.1IPQC依据生产计划准备《产品检验规范SIP》,样板,图纸(模具图、产品图);6.2 IPQC依据《产品检验规范SIP》,样板,图纸(模具图、产品图)对车间提交的产品进行首件检查,并填写《首件确认记录表》;6.3首件确认合格后,IPQC依据《产品检验规范SIP》及抽样方案进行巡回检验,填写《巡回检验记录表》,有异常以《品质异常联络书》进行反馈、跟进;七.抽样方案八.注意事项8.1作业过程必须依据《作业指导书》进行作业。
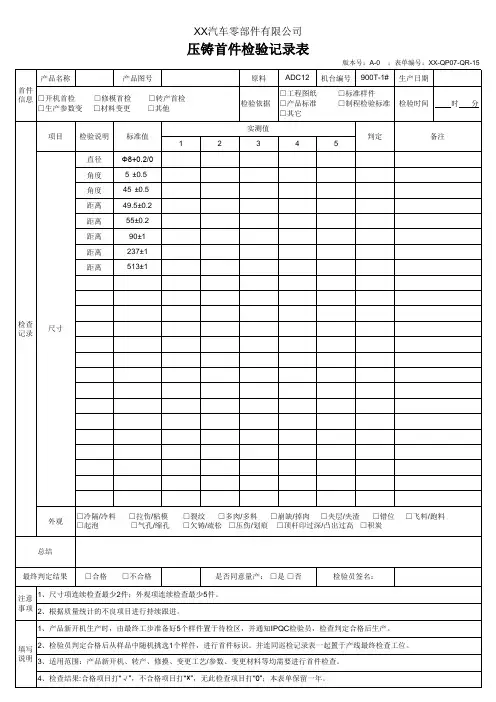
压铸首末件及定时检验规范
(ISO9001:2015)
1 范围
本文件规定了压铸工序上一班末件、本班首末件检验及定时检验方法。
本程序适用于压铸事业部首末件检验及定时检验的质量控制。
2 术语和定义
压铸首件:指每班开工、异常停机、人员变更、技术文件变更、技术方法变更、技术参数变更、换模、修模(含粑件)、换字头、换状态时,出现上述任一情况下开始生产后压铸工自检合格5~10件产品中抽取的样本。
压铸末件:压铸工每班下班时最后一件带浇口、集渣包、排气槽的尾件。
定时检验:在每小时的整点时刻对产品实施的质量检验的过程。
3 规范性引用文件
无
4 职责
4.1 压铸生产部负责首末件及定时检验的实施。
4.2 质量控制部门负责首末件及定时检验的实施情况的监督检查。
5 管理要求
5.1 压铸工序首末检验及定时检验
5.1.1 首末件检验及定时检验标准:压铸工对照“压铸首件送检通知单”项目、检验作业指导书、修模通知等技术标准中的所有项目采取目测的方式进行自检,压铸班长、巡检对照检验作业指导书、修模通知等技术标准中的所有项目采取目测的方式进行互检、专检。
5.1.2 上一班的末件检验:压铸工对上一班的末件进行自检,自检合格后放在指定工作台上,由压铸班长、巡检分别进行互检、专检。
5.1.3 本班首件检验
5.1.3.1 压铸工在开始生产压铸首件时,先去除首件浇冒口、飞皮,并对首件进行检验后,填写“压铸首件送检通知单”随首件交质量专检台,涉及换模、换字头、修模后的首件产品,压铸工应将修模前的样件和修模后的首件一同送质量专检台,并在“压铸首件送检检查记录”上登记。
5.1.3.2 压铸巡检按检验作业指导书、修模通知等要求对本班首件产品的尺寸及外观进行全面检查,涉及盖类字样位置检测的必须进行划线检查,并在“压铸首件送检检查记录”上进行记录。
5.1.3.3 有打磨要求的盖类产品在首件检验合格后,压铸巡检安排将上述产品交表面处理工序进行试打磨验证,表面处理工序应在30分钟内完成试打磨验证,打磨巡检确认效果并在“盖类产品打磨验证记录表”上记录。
5.1.3.4 现场工艺将首件产品交表面处理工序进行抛光验证,并在“压铸毛坯抛光验证登记记录表”上进行记录,打磨巡检确认效果。
5.1.3.5 首件检验合格后,由巡检作好首件标识,压铸工将首件放回压铸工作台上,并将首件作为生产过程中自检的标准,然后进行大批量生产。
5.1.3.6 涉及修模(含粑件)、换字头、换状态、工艺参数更改或质量整改验证的,首件产品必须经过检验合格后才能进行批量生产。
5.1.3.7 接上一班生产无修模、无状态变更等异常情况的连续生产的首件产品,若巡检来不及检验或需要后序进行抛光、打磨等方式进行验证的,压铸工自检合格后可先进行生产,但所生产产品必须在首件检验或抛丸、打磨验证合格后才能流转。
5.1.4 压铸工序定时检验
5.1.4.1 压铸工按每隔1小时进行一次定时检验,并在每小时的整点时刻开始进行。
5.1.4.2 压铸工听到定时检验的警报声时立即停止生产,用1~2分钟时间开展定时检验:首先用铲刀清除分型面粘铝、飞皮等异物,并清理集渣包、排气槽,用抹布擦拭堆积的残留脱模剂,检查模具是否存在异常,检查产品是否存在粘模拉伤、断芯、型芯弯曲等缺陷。
5.1.4.3 压铸工将定时检验产品去掉冒口、渣包后,对照毛坯检验作业指导书中的所有项目进行目测自检,然后将自检合格的产品依次放在压铸工作台,由巡检确认后在下班前放回盛具内。
5.1.4.4 压铸巡检按至少每隔1小时对压铸工作台上的定时检验产品进行一次定时检验,对照毛坯检验作业指导书中所有项目采取目测的方式进行抽检,
发现可能影响尺寸的项目需进行尺寸检测。
5.1.5 本班末件检验:压铸工对本班的末件进行自检,自检合格后放在压铸工作台上,由压铸班长、巡检分别进行互检、专检。
5.1.6 上一班的末件、本班首件、定时检验或本班末件检验发现不合格的,由压铸巡检对已生产的产品进行追溯并进行处理,经压铸班长组织分析原因后由巡检确认是否批量生产,若不能批量生产必须整改后重新进行首件生产和检验。
5.1.7 压铸工、压铸班长、压铸巡检进行首末件检验及定时检验后还需在“压铸工序三检记录单”上作好记录,检验记录保存期为一年。
5.1.8 因停机等原因未实施首末件检验或定时检验的,应如实做好异常记录。
5.2 表面处理清理工序首件检验及定时检验
5.2.1 首件检验
5.2.1.1 清理工序修理模具零件、改模产品、试模产品、换季节产品、走样件实施首件检验。
5.2.1.2 操作人员、当班班长、打磨巡检分别对照检验作业指导书、封样件等技术标准中的所有项目采取目测的方式开展自检、互检、专检,当班班长自检合格后将首件交往质量专检台,发现可能影响尺寸的项目必须进行尺寸检测,并在“表面处理工序三检记录单”上进行记录。
5.2.1.3 清理工序将首件取回作为生产过程中自检的标准,当批产品生产完毕后随产品一同流转。
5.2.1.4 首件检验未合格之前产品不得流转,首件检验不合格的,打磨巡检在不合格部位做好标识,通知清理工序班组长重新送检,并对已制品进行追溯。
5.2.2 定时检验:清理工序按每隔4小时进行一次定时检验,并在整点时刻开始进行,白班在上午10:00、下午14:00,夜班在22:00、2:00点进行。
操作人员、当班班长、打磨巡检分别在“表面处理工序三检记录单”上进行记录。
6 记录
6.1压铸首件送检通知单
6.2压铸首件送检检查记录
6.3压铸工序三检记录单
6.4表面处理工序三检记录单
6.5盖类产品打磨验证记录表
6.6压铸毛坯抛丸验证登记记录表
压铸首件送检检查记录项目名称顾客名称产品图号产品名称图纸版本 A 变更说明
使用工具□卡尺,编号:□千分尺,编号:□高度尺,编号:□卷尺,编号:□角度尺,编号:□样板,编号:□其它
检测标准未注明公差执行:
ISO13920- □A □B □E □F ISO2768- □f ■m □H ■K □其它
检测记录
序
号检测坐标/项点
图纸要求/
技术要求
公差
要求
检测方法实测结果判定
1 总长度263 ±0.5 卷尺□合格□不合格
2 板厚 2 ±0.08 千分尺□合格□不合格
3 断面高度20 0,-0.3 高度尺□合格□不合格
4 断面宽度140 ±1 卡尺□合格□不合格
5 断面宽度80 ±0.5 卡尺□合格□不合格
6 断面外形样板间隙≤0.5 样板比对□合格□不合格
7 长度方向直线度≤1 平台、塞尺□合格□不合格
8 侧弯≤1 平台、塞尺□合格□不合格
9 扭拧度≤1 平台、塞尺□合格□不合格
10 表面状态
不允许有波浪目测□合格□不合格不允许有划痕目测□合格□不合格不允许有大于
厚度5%的轻微
凹凸、压痕
目测、深度尺□合格□不合格
11 主视图尺寸75 ±0.5卷尺□合格□不合格
12 175 ±0.8卷尺□合格□不合格
13 ø5.1 ±0.1卡尺□合格□不合格
14 11 0,+0.07 卡尺□合格□不合格
15 俯视图尺寸31.5 ±0.3 卡尺□合格□不合格
16 R4 ±0.1 R规□合格□不合格
17 1.5 ±0.1 深度尺□合格□不合格
18 截图B尺寸50°
≤
0.5°
角度尺□合格□不合格
19 3.26 ±0.2 卡尺□合格□不合格
20 截图D尺寸50°
±
0.5°
角度尺□合格□不合格
21 0.8 ±0.1 深度尺□合格□不合格
22 两翼等距边±1 卡尺□合格□不合格注:1. 线性尺寸单位mm; 2. 未完尺寸检测值填写至附页一;
问题汇总说明:
结论:质保部&日期
□尺寸满足图纸、技术要求,验收合格
□存在开口项,确认合格后关闭并接收
□不满足首件检测要求,重新提交,再次首检技术部&日期生产部&日期销售部&日期供应商负责人
压铸工序三检记录单
20 年月日班次:□白□中□夜机台号:工号:操作者:
德信诚培训网
第六次检验:□合格□不合格
第七次检验:□合格□不合格
本班末件检验:□合格□不合格:□合格□不合格:□合格□不合格异常记录
使用说明:1、本表时间采用24小时制,自检的定时检验时间统一为整点时刻,其余时间为检验完成时间;检验结果为合格的、在合格前面的□上打√,检验结果为不合格的、在不合格前面的□上打√、并写明不合格情况。
2、自检栏的“异常记录”含模具、设备、工艺等异常情况,由压铸工填写;该表下方的“异常记录”专栏作为当班异常情况汇总。
3、如在定时检验时间段因停机等原因未实施检验,应做好记录并在正常生产时进行检验和记录;涉及修模、换模及重大工艺调整等情况的,必须进行第二次首件检验并记录。
4、如员工自检合格,当班班长应在本班次前后半段对定时检验情况至少进行一次互检并做好记录。
5、当班班长在下班前将本表交当班毛坯检验人员,质量工程部门对本表进行存档。
更多免费资料下载请进:好好学习社区。