7 现代高压气淬技术
- 格式:pdf
- 大小:558.46 KB
- 文档页数:6
可编辑修改精选全文完整版热处理是指金属材料在固态下,通过加热、保温和冷却的手段,改变材料表面或内部的化学成分与组织,获得所需性能的一种金属热加工工艺。
热处理是机械零件和工模具制造过程中的重要工序之一。
热处理工艺一般包括加热、保温、冷却三个过程,有时只有加热和冷却两个过程。
淬火冷却技术是指金属材料与构件被加热到某一温度后,按预定的方式和速率冷却,以获得预期的组织与性能的技术,包括淬火工艺及工艺优化、淬火介质及其性能评定、淬火装置、冷却过程及其参数控制、冷却过程模拟及性能预报、淬火畸变、开裂及残余应力控制。
淬火冷却属于热处理的基础工艺。
随着技术的进步,在淬火介质评价、淬火冷却过程机理研究、过程模拟和控制冷却等领域取得了大量的研究成果。
但是由于淬火冷却过程十分复杂,存在的换热介质复杂变化不均匀的流场与温度场的影响和构件本身冶金成分分布不均匀的影响等等边界条件和构件本身不均匀性的影响,加大了对原本十分复杂的构件内部在瞬间发生的三场( 温度场、组织场、应力/应变场) 交互作用的研究的难度。
加之目前的检测手段制约和对冶金机理认识的欠缺,而使其研究和控制水平远远滞后于热处理的加热过程,与目前飞速发展的现代科学技术相比更是相形见绌。
淬火冷却工序比较突出的问题有如下几方面:1) 工艺制定方面在企业,淬火工艺单通常是具有详细的加热规程,而淬火冷却规程往往是非常简单的几个字,如:水淬、油淬、聚合物介质淬火。
执行这种简单的淬火冷却规程,不同的操作人员或相同人员不同炉次的操作,其淬火件的力学性能、应力状态、畸变量等会有很大的差异。
2) 流速、温度、浓度综合影响下的介质冷却能力评价方面对淬火介质冷却能力的测量是评价介质冷却能力的一个重要方面。
虽然国际标准化组织于1995 年推出了ISO 9950 国际标准,但是其测量结果仍局限于介质之间的定性比较,其应用受到局限。
3) 工艺执行、记录方面目前国内外绝大多数的淬火槽都没有配置对介质搅拌状态、介质温度变化、淬火开始时间和结束时间的实时控制、采集和记录的设备,这些功能应该是实现产品处理过程的可控性和可追溯的基础,这些基础问题不解决将无法实现对淬火冷却过程的闭环控制。
热处理技术热处理技术是一种通过加热和冷却材料来改变其性质和硬度的过程。
这种工艺在许多工业领域中都有应用,包括汽车、航空、机械、电子、建筑等多个领域。
本文将深入探讨热处理技术的原理、种类和应用。
一、热处理技术的原理热处理技术通过改变材料晶体结构、化学成分和微观结构,从而改变其性质。
热处理技术主要包括以下几种:1. 固溶体处理固溶体热处理是将合金材料加热到一定温度,使得溶质原子(通常是金属)在晶体网格中溶解。
通过降温过程,溶质原子将重新排列,形成新的晶体结构。
这种热处理方法被广泛应用于锻造、挤压、铸造等金属成形过程中。
2. 相变热处理相变热处理是通过改变材料的固相/液相状态来改变其性质。
相变热处理方法包括固定相变和漫变相变两种。
固定相变是指相变发生时的温度和化学成分不变,例如冷却火腿肉。
漫变相变是指相变发生时温度和化学成分都在变化,例如将液态金属冷却至室温。
3. 淬火处理淬火是将加热到一定温度的材料迅速冷却至室温,使其达到极硬的状态。
这种热处理方法常被应用于钢铁加工中。
淬火有很多种方法,包括水淬、油淬和高压氧气淬等。
4. 回火处理回火是将淬火后的材料在一定温度下加热,然后平缓冷却。
回火可以改变淬火后材料中的应力状态,从而使其在一定范围内具有合适的硬度和韧性。
二、热处理技术的应用热处理技术的应用领域非常广泛。
以下是一些典型的应用案例:1. 汽车制造热处理技术在汽车制造中有很多应用。
例如,发动机需要通过热处理来提高其耐磨性和使用寿命。
另外,汽车一般使用淬火回火处理来提高车身钢材的强度和韧性。
2. 机械制造机械制造行业也是热处理技术的重要应用领域。
例如,刀具和齿轮的制造需要经过热处理,以提高其硬度和抗磨性。
此外,机械零件也要经过回火处理,以降低材料的脆性。
3. 航空制造航空工业是热处理技术的一个典型应用领域。
航空部件需要通过热处理来确保其强度和韧性符合标准。
例如,超音速喷气式飞机的制造过程中使用的钛合金材料需要经过特殊的固溶处理和热处理才能达到所需的性能。
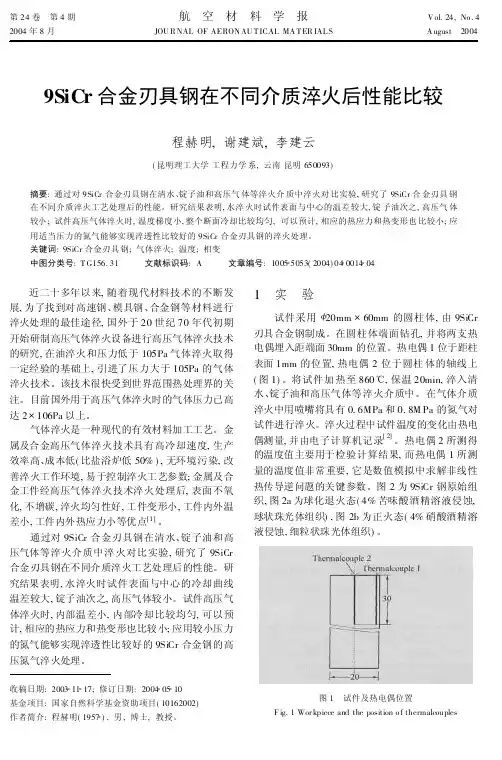
9SiCr合金刃具钢在不同介质淬火后性能比较程赫明,谢建斌,李建云(昆明理工大学工程力学系,云南昆明650093)摘要:通过对9SiCr合金刃具钢在清水、锭子油和高压气体等淬火介质中淬火对比实验,研究了9SiCr合金刃具钢在不同介质淬火工艺处理后的性能。
研究结果表明,水淬火时试件表面与中心的温差较大,锭子油次之,高压气体较小;试件高压气体淬火时,温度梯度小,整个断面冷却比较均匀,可以预计,相应的热应力和热变形也比较小;应用适当压力的氮气能够实现淬透性比较好的9SiCr合金刃具钢的淬火处理。
关键词:9SiCr合金刃具钢;气体淬火;温度;相变中图分类号:T G156.31 文献标识码:A 文章编号:1005 5053(2004)04 0014 04近二十多年以来,随着现代材料技术的不断发展,为了找到对高速钢、模具钢、合金钢等材料进行淬火处理的最佳途径,国外于20世纪70年代初期开始研制高压气体淬火设备进行高压气体淬火技术的研究,在油淬火和压力低于105Pa气体淬火取得一定经验的基础上,引进了压力大于105Pa的气体淬火技术。
该技术很快受到世界范围热处理界的关注。
目前国外用于高压气体淬火时的气体压力已高达2 106Pa以上。
气体淬火是一种现代的有效材料加工工艺。
金属及合金高压气体淬火技术具有高冷却速度,生产效率高、成本低(比盐浴炉低50%),无环境污染,改善淬火工作环境,易于控制淬火工艺参数;金属及合金工件经高压气体淬火技术淬火处理后,表面不氧化,不增碳,淬火均匀性好,工件变形小,工件内外温差小,工件内外热应力小等优点[1]。
通过对9SiCr合金刃具钢在清水、锭子油和高压气体等淬火介质中淬火对比实验,研究了9SiCr 合金刃具钢在不同介质淬火工艺处理后的性能。
研究结果表明,水淬火时试件表面与中心的冷却曲线温差较大,锭子油次之,高压气体较小。
试件高压气体淬火时,内部温差小,内部冷却比较均匀,可以预计,相应的热应力和热变形也比较小;应用较小压力的氮气能够实现淬透性比较好的9SiCr合金钢的高压氮气淬火处理。
铝合金高压气淬炉原理铝合金高压气淬炉是一种用于铝合金淬火处理的设备,它利用高压气体来冷却铝合金材料,从而达到改善其力学性能的目的。
本文将详细介绍铝合金高压气淬炉的原理、结构和应用。
一、铝合金高压气淬炉的原理铝合金高压气淬炉的原理基于两个主要因素:高压气体和快速冷却。
高压气体可以通过喷嘴喷射到加热的铝合金材料上,从而迅速冷却它们。
这种高压气体淬火的方法可以改善铝合金材料的力学性能,同时减少其变形和裂纹的风险。
在铝合金高压气淬炉中,高压气体通常是氮气或氦气。
这些气体可以在高压下达到非常低的温度,从而快速冷却加热的铝合金材料。
此外,由于淬火速度非常快,因此可以避免铝合金材料的过热和过烧。
二、铝合金高压气淬炉的结构铝合金高压气淬炉通常由以下几个部分组成:1. 加热炉:用于加热铝合金材料至所需温度。
2. 淬火室:用于淬火加热后的铝合金材料。
3. 气体供应系统:用于向淬火室中提供高压气体。
4. 控制系统:用于控制加热炉、淬火室和气体供应系统的操作。
在铝合金高压气淬炉中,加热炉通常采用电阻炉或气体炉。
加热炉可以根据铝合金材料的不同要求进行调节,以达到所需的温度。
淬火室则通常是一个密闭的容器,可以通过喷嘴向其内部喷射高压气体。
气体供应系统通常由氮气或氦气罐、压缩机、过滤器、调节器和喷嘴组成。
控制系统则负责控制整个铝合金高压气淬炉的操作,包括加热、冷却和气体供应等。
三、铝合金高压气淬炉的应用铝合金高压气淬炉广泛应用于铝合金制造业中,尤其是在航空、汽车和船舶制造等领域。
由于铝合金具有轻质、高强度和耐腐蚀等优良性能,因此被广泛应用于这些领域。
铝合金高压气淬炉可以有效地改善铝合金材料的力学性能,从而提高其使用寿命和安全性能。
此外,铝合金高压气淬炉还可以应用于其他材料的淬火处理,如钢铁、铜和镁等。
这些材料也可以通过高压气体淬火来改善其力学性能和耐热性能。
总之,铝合金高压气淬炉是一种重要的淬火处理设备,它可以通过高压气体淬火来改善铝合金材料的力学性能和耐热性能。
材料科学中的高压技术在新材料研究中的应用随着社会的发展,人们对新型材料的需求也越来越大。
材料科学作为一门重要的学科,发挥着关键的作用。
在材料研究中,高压技术是一种非常重要的工具。
本文将探讨高压技术在材料科学中的应用。
一、高压技术的基本概念高压是指大气压以下的压力。
高压技术是一种材料科学技术,可以利用高压条件下的特殊结构和性质,研究材料的物理性质和化学性质。
高压技术的主要作用是改变反应的速率和化学平衡状态,从而制备新材料。
二、高压技术在材料制备中的应用1.制备高硬度材料高压技术可以制备出高硬度材料,例如金刚石和蓝宝石等。
高压条件下,材料的结构会发生改变,从而使材料的硬度增加。
此外,高压条件下还可以制备出更多新的超硬材料。
2.提高材料的稳定性一些材料在常压条件下不稳定,但在高压条件下可以得到稳定的结构。
例如铝氧化物在常压条件下很容易变形和破坏,但是在高压条件下可以形成非常稳定的晶体结构。
3.改善材料的导电性能高压条件下,材料的电学性质和导电性质会发生改变。
例如高压条件下,硫化镉薄膜的电学性质更加稳定。
这种改变可以应用于电子器件的设计和制造。
4.制备新型材料高压技术可以制备出一些新型材料,例如高温超导材料和高能量密度材料等。
这些材料的制备需要高压条件才能实现。
三、高压技术的优势和局限性高压技术具有许多优势,例如可以改善材料的性质、实现新材料的制备等。
但是,高压条件下的反应也存在一些缺点和限制。
例如高压条件下材料的制备成本较高,实验条件比较苛刻,需要专业的工具和设备。
四、高压技术未来的发展方向随着高压技术的不断发展,人们对其未来的发展也提出了许多期望。
例如,高压技术可以应用于材料半导体和光学器件的研究,以及生物化学方面的应用。
同时,高压技术还有望在材料加工、制备和3D打印等方面得到广泛应用。
五、结论高压技术作为一种重要的材料科学技术,具有非常广泛的应用前景。
它可以用于制备新材料、改善材料的性质、提高材料的稳定性和导电性能等方面。
真空热处理工艺张雨090201前言:所谓真空热处理是工件在10-1~10-2Pa真空介质中进行加热到所需要的温度,然后在不同介质中以不同冷速进行冷却的热处理方法。
真空热处理被当代热处理界称为高效、节能和无污染的清洁热处理。
真空热处理的零件具有无氧化,无脱碳、脱气、脱脂,表面质量好,变形小,综合力学性能高,可靠性好(重复性好,寿命稳定)等一系列优点。
因此,真空热处理受到国内外广泛的重视和普遍的应用。
并把真空热处理普及程度作为衡量一个国家热处理技术水平的重要标志。
真空热处理技术是近四十年以来热处理工艺发展的热点,也是当今先进制造技术的重要领域。
一、真空热处理工艺原理和真空热处理和加热特点工艺原理(1)金属在真空状态下的相变特点。
在与大气压只差0.1MPa范围内的真空下,固态相变热力学、动力学不产生什么变化。
在制订真空热处理工艺规程时,完全可以依据在常压下固态相变的原理。
完全可以参考常压下各种类型组织转变的数据。
(2)真空脱气作用,提高金属材料的物理性能和力学性能。
(3)真空脱脂作用。
(4)金属的蒸发:在真空状态下加热,工件表面元素会发生蒸发现象。
(5)表面净化作用,实现少无氧化和少无脱碳加热。
(6)金属实现无氧化加热所需的真空度。
二、真空热处理工艺参数的确定1、真空度:表1.各种材料在真空热处理时的真空度(1)在900℃以前,先抽0.1Pa以上高真空,以利脱气。
(2)10-1Pa进行加热,相当于1PPM以上纯度惰性气体,一般黑色金属就不会氧化。
(3)充入惰性气体时,如充133Pa,(50%N2+50%H2)的氮氢混合气体,其效果比10-2~10-3Pa真空还好。
此时氧分压66.5Pa是安全的。
(4)真空度与钢表面光亮度有对应关系。
(5)一般10-3~133Pa真空范围内,真空度温差为±5℃,如气压上升,温度均匀性下降,所以充气压力应尽量可能低些。
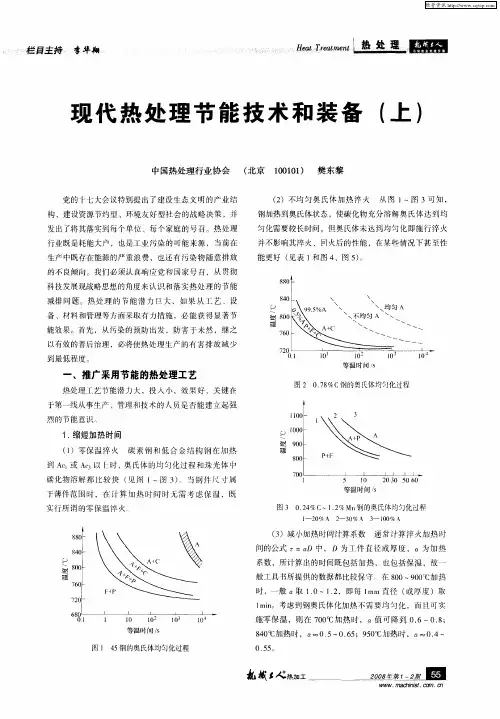
2、加热和预热温度:表2 预热温度参考表800~900 550-600-600 800-8501200以上550-60 -10503、真空淬火加热时间图1真空加热时的特性曲线图2炉温和被加热工件表面与中心温度t总=t均+t保t均=a`×ht保为相变时间,t均为均热时间,a`为透热系数(分/mm),h为有效厚度(mm)。
超高压反应器技术及其应用近年来,随着人们对于高质量、可持续发展的需求不断增加,科学技术也日新月异,超高压反应器技术的应用逐渐走进人们的视野。
超高压反应器是一种实验设备,能够在极高的压力下进行反应。
它的出现推动了许多领域的研究,如化学、物理、材料科学等等。
在此,我们就来探讨一下超高压反应器技术及其应用。
一、超高压反应器技术的基本原理超高压反应器技术基于高压、高温的条件来进行实验,是一种模拟极端地质环境的实验方法。
高压下物质分子更加紧密,反应速率更快且选择性更高,反应物之间的相互作用更加明显,产物数量和产物结构也发生了变化。
超高压反应器技术涉及的压力可以高达数十千巴(kbar),温度也可达一千多摄氏度(℃)。
这种技术的出现可以制备并研究许多在常压下稳定性较差的材料,如新型有机合成材料、无机无机复合材料、钙钛矿材料等等。
二、超高压反应器技术的应用1. 化学领域超高压反应器技术在化学领域得到广泛应用,如用于高压氧化、高压质谱、高压液相色谱、高压红平衡分析等。
此外,超高压反应器还被用于合成和研究一些高性能的高分子合成材料。
2. 材料领域超高压反应器可制备许多稳定性较差的材料,如新型无机、有机材料、钙钛矿材料、高压相等等。
此外,超高压反应器技术还可用于制备二维材料和纳米材料,并研究其性质和应用价值。
3. 能源领域超高压反应器技术可用于能源储存和转换材料领域。
例如,用于制备锂离子电池的电极材料,以及太阳能电池等。
此外,该技术还可用于研究天然气田、油藏的开发和增产过程。
4. 地球科学领域超高压反应器技术可以模拟地球内部高压、高温的条件,研究地球的形成和演化过程。
例如,研究地球上各种矿物的形成原理及其物理性质等。
这些研究成果对于探索未知领域、5亿年甚至10亿年前的地质历史等方面都有很大的帮助。
三、超高压反应器技术的未来发展和展望随着人们对于高质量及可持续发展的需求不断增长,超高压反应器技术也不断发展和完善。
相信在未来的研究中,超高压反应器技术将得到更加广泛的应用和深入的研究,从而推动一些科研领域的发展,也为人们的生活带来更加便利和舒适的体验。
金属材料热处理工艺与技术展望摘要:随着我国工业化进程的飞速发展,对金属材料的需求和要求也越来越高。
科学技术的不断发展,金属热处理工艺水平不断提升,使金属材料的处理也更加理想。
提高对金属热处理的能力,不仅可以提升金属物理属性,还间接对工业生产发展提供支持保障,应加大新技术的开发力度,重视新技术在金属材料热处理中的应用,实现节能减排。
关键词:金属材料;热处理工艺;技术展望1 金属材料热处理工艺金属材料由不同的元素组成,具有不稳定性。
金属材料热处理工艺,可以大幅度提高金属的耐磨性、强度、硬度、抗疲劳性等,满足对金属材料不同的使用要求。
金属材料热处理工艺,改变金属的硬度、导热性、导磁性,柔韧性和延展性等属性,不同的热处理技术可以获得理想的金属材料,助力工业化发展。
淬火工艺可以提高金属材料的强硬度和耐磨性,因而在现代机械制造工业应用广泛。
淬火工艺是金属材料热处理的重要工艺,为了适应对金属材料的不同需求,孕育而生各种淬火工艺来满足需要。
在淬火钢回火后,可以调整和稳定金属的结晶组织,获得要求的强度、硬度满足使用需求。
随着科学技术的不断发展和测试技术的不断完善,中碳钢淬火的断裂韧性比普通淬火的几乎提高一倍,应对其采用快速、短时加热。
在淬火工艺中,马氏体板条外面包着一层厚 100~200 朋残余奥氏体,采用快速淬火,就会使其强度和耐磨性比其它冷作模的韧性得到大幅度提升。
2 金属材料热处理技术2.1激光热处理技术科技的飞速发展必然会引领各行各业的稳步上升,激光技术也不例外,其在金属材料热处理领域中的应用在不断推广。
激光热处理技术指的是,在激光自身具备高能量密度的基础之上,使激光照射在金属材料表面,使得金属材料表面的能量高达 100~100000kW/cm²。
金属之所以能达到这么高的能量离不开激光自身具备的高能量密度。
并且激光具有较强的穿透力,能够使金属材料快速达到熔点,从而改变金属材料表面的性能,降低激光温度,又能使金属材料表面形成奥氏体化,再次进行自冷处理,能够有效提升金属材料表面硬度。
《国家重点行业清洁生产技术导向目录》(第二批)
为贯彻落实《中华人民共和国清洁生产促进法》,引导企业采用先进的清洁生产工艺和技术,我们组织编制了《国家重点行业清洁生产技术导向目录》(第二批),现予公布。
本目录涉及冶金、机械、有色金属、石油和建材5个重点行业,共56项清洁生产技术。
这些技术经过生产实践证明,具有明显的经济和环境效益,各地区和有关部门应结合实际,在本行业或同类性质生产装置上推广应用。
附件:《国家重点行业清洁生产技术导向目录》(第二批)简介
国家经济贸易委员会
国家环境保护总局
附件:
《国家重点行业清洁生产技术导向目录》(第二批)简介
国家经贸委资源节约与综合利用司提供。
WPS文字文档热处理是机械工业的重要组成部分,是现代制造业生产链上不可或缺的极其重要环节,是促进金属材料潜力充分发挥、提高机械零件内在质量和使用寿命的关键加工工序,是制造业的基础技术。
机械产品的性能和寿命不单纯取决于材料的种类和成分,通过热处理加工可以改变材料内部的组织,进而改变材料的使用性能和提高寿命,热处理对零件及其组成的设备的质量影响是关键性的和长效的。
提高热处理技术装备水平和生产技术水平可实现节能、节材,增强企业竞争能力。
为深入实践科学发展观,全面落实党的十七大提出的战略任务,结合国家中长期发展规划编制周期,引导我国热处理行业又快又好发展,特制定“热处理行业“十二五”发展规划”。
一、“十一五”热处理行业发展现状“十一五”以来,热处理行业抓住国际产业转移的发展机遇,以改革、改组、改造为重点,以结构调整为主线,以技术创新为动力,以技术改造和设备更新为手段,提高了产业素质,提升了产业层次,完成了“十一五”规划目标(一)热处理行业发展的主要成就1、行业规模有所扩大“十一五”期末,全行业共有热处理企业(含专业化厂、热处理设备制造厂、热处理工艺材料生产企业及主机厂的热处理分厂、车间)约18000家,其中规模以上专业化热处理企业近6000家,热处理设备制造企业约1200家,工艺材料厂750家。
全行业热处理生产设备近10万标准(150kWh/台)台,装机容量约1500万kW,年耗电约230亿kW·h。
骨干企业平均单位能耗约500kW·h。
全行业规模以上企业实现销售收入560亿元(仅包括热处理加工营业额,不含被加工的零件价值)。
全行业职工约54万,全员劳动生产率约11万元/人。
2、专业化生产有所发展随着改革开放的深入、市场机制不断完善和融入世界经济一体化的发展,我国中小三资制造企业大量出现,专业化生产和协作的发展使热处理专业厂如雨后春笋般涌出,到本世纪初已发展到5000多家。
其中不乏资金充足,设备先进,技术起点高,管理有条,经济效益好的佼佼者。
设备管理与维修2021翼6(上)名称型号极限真空/mbar 正常工作真空/mbar 抽率启动条件机械泵SV3008伊10-20.1~0.3280m 3/h大气压罗茨泵WAU10015伊10-40.01~0.031000m 3/h 3~5mbar扩散泵DIP200005伊10-71伊10-5~5伊10-220000L/s <0.05mbar高真空气淬炉真空故障的排除与检修技术刘勇,余刚,常义民(中国工程物理研究院机械制造工艺研究所,四川绵阳621000)摘要:真空故障有排查难度大、故障影响因素多等特点。
以某669卧式高真空炉真空故障为例,从真空系统原理着手,运用组合法+分段法、喷吹法、隔离法、目视法、试样件法等检测方式,重点排除设备外泄漏和设备内泄漏的故障风险,归纳出真空故障维修的思路与解决方案。
关键词:真空炉;故障;维修思路中图分类号:TB77;TH17文献标识码:B DOI :10.16621/ki.issn1001-0599.2021.06.261故障现象某669卧式高真空高压气淬炉是一种大压力、强冷却、高功率的气体淬火炉[1]。
虽然其结构复杂,但具有冷却均匀、工件变形小、冷速可控等优点,在热处理工艺环节起到了极其重要的作用。
在运行期间,设备的真空度从0.1Pa 下降到0.5Pa ,重新开机抽取真空,但始终达不到0.1Pa ;检查设备的压升率为5伊10-2mbar ·L/s (5Pa ·L/s ),超过设备出厂规定值。
2故障分析与处理2.1真空系统原理真空炉真空发生器由机械泵、罗茨泵、扩散泵三级串接而成,通过有条件的顺序启动泵体,分级抽取密闭腔体中的空气形成真空环境。
2.2校准真空计真空炉中经常存在颗粒物,受其影响,导致真空规测量零点偏移。
因此,在真空炉发生真空故障时,需要对真空计进行校准,保证测量的可信度。
校准方法:该真空炉采用的真空计是型号为PTR90N 的复合真空规,能在1伊10-8~1伊103mbar (1mbar=100Pa )连续读数。
⽓冷淬⽕— 正⽂ —1 概述⽓体淬⽕过程通常在⾼压下实现,因此经常被称为⾼压⽓体淬⽕(HPGQ) 。
在HPGQ中,已经奥⽒体或经化学热处理的⼯件在惰性⽓流中进⾏淬⽕,压⼒为1~20bar,流速为0.5~20m/s。
当采⽤喷管时,速度更⾼,可以达到80~160m/s。
在少数情况下,采⽤⾼达25bar的压⼒。
在⼤部分情况下,HPGQ与真空热处理相结合,如低压渗碳(LPC ) ;在少数应⽤中,HPGQ 则被⽤于常规⽓体渗碳之后。
HPGQ之后通常紧跟着回⽕。
在多数情况下,⽓体淬⽕⼯艺的⽬的是提⾼⼯件硬度。
在奥⽒体化完成后,对⼯件进⾏HPGQ,使显微组织从奥⽒体转变成马⽒体,由此获得期望的硬度的增加。
与液体淬⽕,如油、聚合物溶液或⽔淬⽕相⽐,⾼压⽓体淬⽕是环境友好型的且变形⼩的淬⽕⼯艺。
与液体淬⽕相⽐,⼲燥的⽓体淬⽕有以下优点:1) 热处理后⼯件表⾯清洁,不需要清洗。
2) 环境友好,没有残留物。
3) 淬⽕强度的控制⼗分灵活。
4) 能显著减少热处理变形。
5) 能将热处理⼯艺整合到⽣产线中。
影响显微组织、硬度和变形的⼯艺参数如图1 中所⽰。
▲图1 影响显微组织、硬度及变形的⾼压⽓体淬⽕变量HPGQ的缺点是其淬⽕强度与液体(如油、⽔或聚合物溶液)淬⽕相⽐有所限制。
虽然近来HPGQ技术有所改进,但⾮常⼤的零件采⽤⽓体淬⽕仍不成功,除⾮它们是由淬透性极好的钢种制成的。
尽管如此,HPGQ还是越来越受欢迎,且在很多应⽤中取代了液体淬⽕。
对于⼯具钢和⾼速⼯具钢的热处理,HPGO被优先选择,并⼏乎已经完全取代了以前常⽤的液体淬⽕。
通过提⾼⽓体压⼒和⽓流速度以及采⽤独⽴的HPGQ淬⽕室-冷室的设计,⽓淬热处理也建⽴起了针对低合⾦表⾯硬化钢和调质钢的淬⽕⼯艺。
迄今为⽌,HPGQ在冷室上的初步应⽤有齿轮组件(齿轮、轴、同步装置)、轴承套圈以及燃油喷射系统组件(喷嘴、泵压头等)。
在过去的⼏年⾥,LPC技术与HPGQ相结合已成为乘⽤车⼿动和⾃动变速器中齿轮组件处理的优先选择。
高压气淬真空炉原理
高压气淬真空炉是一种用于金属材料热处理的设备。
其工作原理是:首先将工件放入真空室中,排除其中的氧气和氮气等气体,使得工件表面不会氧化或者与气体发生反应。
然后加热至设定温度,保持一定时间,直到工件内部达到所需的热处理状态。
最后,利用高压气体进行淬火,使得工件表面迅速冷却,从而达到所需的材料性能。
高压气淬真空炉的原理是将高压气体(如氮气、氧气、氦气等)通过喷嘴喷射到加热的工件表面,从而实现工件表面的快速冷却。
在热处理过程中,当工件达到设定温度时,必须通过控制冷却介质(如高压气体)的流量和压力等参数,以达到所需的冷却速度,从而使得工件达到所需的材料性能。
1/ 1。