图形电镀铜工艺(修订)
- 格式:doc
- 大小:176.50 KB
- 文档页数:5
5
过程参数控制 操作人员对主要过程参数进行连续控制,表格式样分别见表 1。 表 1 图形电镀工艺过程参数控制记录表 产 品 数量 名称
工 作 令 号 记 录 人
产品图号
安培. 小时
监督人
记 录 日期 记 录 内 容
备注
电镀锡 控 制 参 数 检 测 参 数 硫酸亚锡 (g/L) 硫 酸 (ml/L) CS-35-A (ml/L) CS-35-B (ml/L) 硫酸铜 (g/L)
旧底图总号
共 5 张
底图总号
日期
签名
2009 年 5 月
格式(9)
1 主题内容与适用范围
本工艺规定了图形电镀铜和镀锡工艺,使孔壁铜厚达到 25µm。 本工艺适用于双面板、多层印制板。
2 材料和工具
(1)图形电镀自动生产线 台湾晶铭 (2)去离子水(电导率<10us/cm PH:5.5-8) (3)自来水 (4)硫酸(化学纯) H2SO4(C.P) (5)HNO3 (68%) (6)HCL(分析纯) (7)硫酸铜(化学纯) CuSO4.5H2O (8)硝酸抑制剂 CS-101 (9)镀铜光亮剂 CS-14-K1 (10)镀铜光亮剂 CS-14-K2 (11)酸锡添加剂 CS-35-A (12)酸锡添加剂 CS-35-B (13)硫酸亚锡(化学纯) (14)微腐蚀剂过硫酸钠 SPS (15)去油溶液 CS-4-A、CS-4-B (16)铜阳极(高纯度含磷 0.4-0.65%)及阳极袋 (17)纯锡球
───────────
旧底图总号
附加说明: 本工艺由工艺部提出。 本工艺由印制板厂负责起草。 本工艺由印制板厂负责解释。 本工艺于 1982 年首次发布,2009 年 5 月第 2 次修订,代替 AA/Z203-96。
底图总号 拟 制 审 核
更改标记
日期
签名 数量 更改单号 签 名 日期 制图:
AA/Z207-2009
3
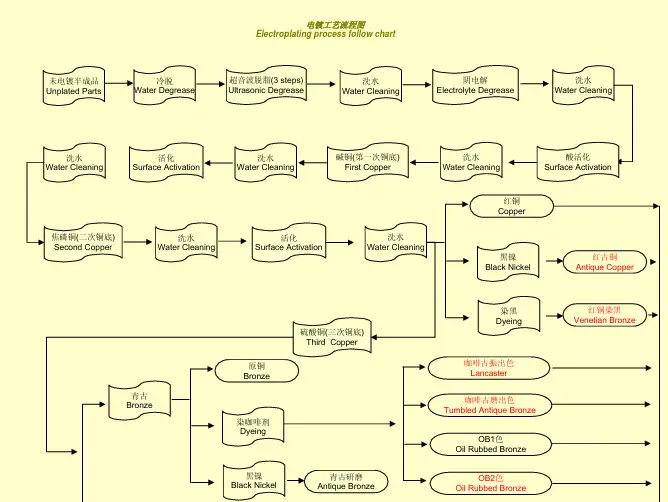
工艺流程
上料→去油→水洗→微腐蚀→水洗→酸浸→电镀铜→水洗→酸浸→电镀锡→水洗→卸料→剥挂
4
工艺过程
4.1 除油 4.1.1 配方和工艺参数 CS-4-A 80 – 120 ml/L CS-4-B 1.5 – 2.5 g/L 硫酸(98%) 40 – 60 ml/L 水 820~880ml/L 温度 30--40 ℃℃ 时间 4~6min 4.1.2 槽液维护 2 每周分析一次, 生产根据分析补加,生产 30m /L 换槽。
中国电子科技集团公司第三十八研究所
* * * * * * * * * * * * * * * * * * * * * * 图形电镀法制造印制板的 * * 镀铜加厚及镀锡工艺 * * * * * * * * * * * * * * * * * * * * *
* * * * * * *
AA/Z207-2009
第 5张 幅面:4
格式(3a、4a)
标准化 描图:
7
注意事项
7.1 装板时必须戴干净的浸塑手套,握板时提在板的边缘; 7.2 每小时巡线一次,检查各槽液位、温度、循环泵、空气搅拌、整流器、喷淋等状况是否正常; 7.3 严格按照工艺规定添加溶液,并作好记录(注:添加液体必须使用量杯,添加固体药品必须使用天 秤称重) 。 7.4 软板电镀不得开摆动,鼓气开至液面轻微鼓气不可开打,另软板电镀边沿需加刚性衬板防止浮架直 接让其受力变形。 7.5 槽液维护和分析不明处可参照厂家说明书。 7.6 所有人员必须持证上岗; 7.7 添加化学药品时应按防护规定,穿防护工作服,戴眼镜、手套、必须小心谨慎; 7.8 强酸、强碱溶解时会产生大量的热,严禁在配液时先加强酸、强碱再加水,否则会造成槽体变形及 灼伤人体; 7.9 不得随意排放更换的槽液,更换时必须及时通知污水处理站工作人员; 7.10 湿法操作必须时刻注意湿环境易造成电器短路,定期提醒专业设备维护人员对生产线路进行安全检 查; 7.11 严禁在液位不足或空槽状况进行加热处理; 7.12 必须按工艺规定的频率对泵浦进行维护,防止过载烧毁电机; 7.13 行车在运行时严禁爬上槽缸。 7.14 生产完毕必须确认检查水电等开关、去离子水开关已关闭; 7.15 车间内禁止吸烟、喝水、进食; 7.16 工作结束须洗手; 7.17 如溶液触及皮肤或眼睛应立即用自来水冲洗数分钟,严重立即去医院就医; 7.18 发现安全隐患应及时向主管汇报,严禁在不符合安全作业条件下作业。
底图总号 拟 制 审 核
更改标记
日期
签名 数量 更改单号 签 名 日期 制图:
AA/Z207-2009
第 3 张 幅面:4
格式(3a、4a)
标准化 描图:
4.10.1 配方和工艺参数 H2SO4: 110-130ml/L 亚锡: 17-27 g/l 温度 酸锡添加剂 CS-35-A 30~60 ml/L 酸锡添加剂 CS-35-B 30~60 ml/L 温度 18~24℃ 2 DK 1.5-2.2A/dm 时间 12~15min 4.10.2 槽液维护 每周分析一次,生产 1000AH 加 CS-35-A 和 CS-35-B 各 300 毫升,正常每槽每天补加各加 150 ml, 每周以霍尔槽实验进行调整,以勤加为原则,其他组分通过分析添加,每 2 年对溶液要进行一次大处理。 4.11 水洗 时间为 1~3 分钟。 4.12 卸料 时间为 1~3 分钟。 4.13 剥挂 4.13.1 配方和工艺参数 硝酸(68%) 300~450ml/L 硝酸抑制剂 CS-101 30-45 ml/L 温度 常温 时间 5~8min 4.13.2 槽液维护 2+ 每周分析补加一次,Cu >30g/L 重新配槽。 剥铜速率为 20-60u〞。 4.14 检测 必须检查首批出缸产品,并抽验每批出缸的板子,锡层应是均匀致密的白色,无漏镀现象,在线检 测铜厚应达到工艺要求。
电镀铜 硫 酸 (ml/L) 添 加 CS-14-K1 (ml) 添 加 CS-14-K2 (ml) 总电流 (A.H)
旧底图总号
底图总号 拟 制பைடு நூலகம்审 核
更改标记
日期
签名 数量 更改单号 签 名 日期 制图:
AA/Z207-2009
第 4张 幅面:4
格式(3a、4a)
标准化 描图:
6
质量要求
6.1 电镀铜厚应达到工艺规定厚度。 6.2 板面无手印、无麻点、渗镀、发花、粗糙现象。 6.3 镀层结合力好,不起泡、不分层、无划伤。
旧底图总号
更 改 标 记
数 量 更改单号 签 名 日 期
底图总号
拟 制 审 核
图形电镀法制造印制板 的镀铜加厚及镀锡工艺
描图:
AA/Z207-2009
等 级 标 记 第 2 张 共 5 张
日期 签名
质 量 标准化 批 准 格式(3、4) 制图:
幅面:4
旧底图总号
4.2 二次水洗 每道水洗时间为 1~3 分钟。 4.3 微蚀 4.3.1 配方和工艺参数 硫酸(98%) 30-50 ml/L 过硫酸钠 SPS 80-120 g/L 水 950~970 ml/L 温度 25-30°C 时间 1~2min 4.3.2 槽液维护 2 每周分析一次含量, 生产 100m 加 5kg 过硫酸钠,硫酸 0.5L,CU2+>30g/L 换槽 4/5. 4.4 水洗 时间为 2~3 分钟。 4.5 酸浸 4.5.1 配方和工艺参数 硫酸 H2SO4 80 – 120 ml/L 温度 20-30°C 时间 1~2min 4.5.2 槽液维护 2 2 每周分析一次含量,生产 100m 加 H2SO4 0.5L,生产 10m /L 更槽。 4.6 水洗 时间为 1~3 分钟。 4.7 镀铜 4.7.1 配方和工艺参数 CuSO4.5H2O: 60-90 g/l H2SO4: 100±10 ml/l CS-14-K1: 15-62ml/l CS-21-K2: 10-50 ml/l) CS-14-K3: 2ml/l(只在开缸时使用) CL-: 40-70 ppm 2 DK: 2-2.4A/dm 温度 20~28℃ 时间 50~60min 4.7.2 槽液维护 每周一次组分分析和霍氏槽分析。生产 1000AH 加 K1 300 毫升,正常每槽每天补加 500 mlK1,每 周以霍尔槽实验进行调整,以勤加为原则,其他组分通过分析添加,每年对溶液要进行一次大处 理。 4.8 水洗 时间为 1~3 分钟。 4.9 酸浸 4.9.1 配方和工艺参数 硫酸 H2SO4 110 – 130 ml/L 温度 20-30°C 时间 1.5~2.5min 4.9.2 槽液维护 2 2 每周分析一次,生产 100m 加 H2SO4 0.5L,生产 10m /L 更槽. 4.10 镀锡