2010年扬锻160吨气动冲床参数表
- 格式:docx
- 大小:3.56 KB
- 文档页数:3

160T气动冲床安全操作规程1 操作人员1.1必须熟悉本机的性能和结构,了解机床的应用范围及本工种专业技术规程,掌握安全生产守则。
1.2必须取得操作证、上岗证,严禁无证操作。
1.3必须遵守劳动纪律,严格按照安全生产“十不准”工作。
2操作前准备2.1开机前,按设备润滑图表注油,检查油路是否畅通。
2.2开启压缩空气调节系统压力:风压不足0.4Mpa压力机不能工作;离合器工作压力为0.4-0.6Mpa,由机床总进气口处的调压阀调整;制动器制动汽缸气压为0.2-0.3Mpa,由机身左侧箱内储气筒端上的调压阀调整。
2.3检查气动三联体机油位(油杯1/3-2/3处),并将三联体水杯积水、杂物放干净。
2.4工作前检查工作区内有无无关工件、杂物。
清除后检查上下模具、螺丝有无松动。
2.5启动主电机空转5分钟后,寸动滑块至下死点,调节滑块高度,锁紧球头丝杆锁紧机构。
3安全操作规程3.1控制柜断路器合闸,打开控制电源旋钮,在按电机启动按钮待电机转动平稳后(10-20秒),按复位键。
3.2电机启动后,先打到手动状态,然后双手运行寸动操作两个行程。
3.3运行两个行程后如无异常问题,转到脚踏操作状态。
3.4工作完毕后停机时应先将脚踏状态改为手动状态,双手运行将滑块寸动至下死点。
然后打到断开状态、按电机停止按钮、电源关闭旋钮,最后断开总电源,压缩空气源。
3.5单次行程操作:转动选择开关到单次行程位置,双手同时按下SB7、SB8按钮,滑块往返运动一次即完成一个单次。
注意只有滑块停在上死点范围内才能进行单次行程,如滑块不处在上死点可通过“寸动”调至上死点。
3.6寸动行程操作:转动组合开关至寸动行程位置,同时按下双手按钮,可使滑块动作,松开双手按钮滑块随即停止。
3.7连续行程操作:转动组合开关至连续行程位置,这时即使同时按下双手按钮,滑块也不会动作。
正确的操作方法是:先按下预控按钮,在三秒钟内在同时按下双手按钮,这时方能得到连续行程,否则滑块不能动作。

技术方案NTC-80、110、160 吨高精密冲床南通锻压设备股份有限公司2013年7月1 综述本高精密冲床是我公司根据市场需求和发展方向,集合国外先进的设计工而成,具有精持好,机床钢性强的特点,适用于冲孔、落料、浅拉伸等加工。
附机器照片:地址:江苏省如皋经济开发区柴湾工业园区ADD:Chaiwan Industrial Zone,Rugao City,Jangsu Province,P.R.China地址:江苏省如皋经济开发区柴湾工业园区ADD:Chaiwan Industrial Zone,Rugao City,Jangsu Province,P.R.China主要结构及技术性能情况1.1机身采用高质Q235A钢板焊接结构,熱时效消除内应力处理,钢性好,机身加工是采用进口机床(捷克落地镗床)一次装夹加工完成,主要传动轴承采用合金铜,经液氮速冻后再组入机身,让它在一定时间内膨胀到二者合一后,进行精加工。
所以精度完全保证在0.03mm之内。
底脚配置减震垫,具有高强的减震效果。
1.2曲轴纵放,结构紧凑,外形美观;材质为42CrMo锻打而成、后经专业检测仪器对材料进行探视,确保材质及密度达标,完成强度检验后,再经过调质、高频处理、精密研磨加工而成,完全精度保证在0.01mm之内。
1.3滑块采用高质原材料铸造结构,具有极高的吸震效果。
经回火消除内应力处理。
采用六面体矩形导轨,导轨材质均采用合金铜,耐磨性高、稳定性好、精度高。
装模高度调节装置:封闭式高度电动调节,滑块装模高度的显示精度为0.1mm。
内置传动涡轮,确保在调节模高时的平稳度和精度。
滑块内采用日本昭和液压过载保护装置:气液式超过额定吨位约10%产生过载反应,滑块自动停止,确保机身等主要部件不受任何损坏。
采用气动平衡缸来平衡滑块及上模的重量,稳定性强、精度保持性好;1.4采用意大利进口气动组合式摩擦离合器——制动器,为低惯量干式离合器、制动器、双阀故障检测。
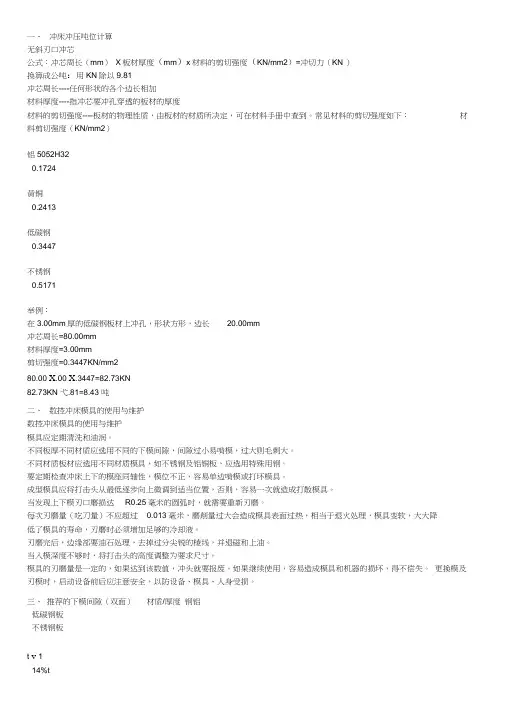
一、冲床冲压吨位计算无斜刃口冲芯公式:冲芯周长(mm)X板材厚度(mm)x材料的剪切强度(KN/mm2)=冲切力(KN )换算成公吨:用KN除以9.81冲芯周长----任何形状的各个边长相加材料厚度----指冲芯要冲孔穿透的板材的厚度材料的剪切强度----板材的物理性质,由板材的材质所决定,可在材料手册中查到。
常见材料的剪切强度如下:材料剪切强度(KN/mm2)铝5052H320.1724黄铜0.2413低碳钢0.3447不锈钢0.5171举例:在3.00mm厚的低碳钢板材上冲孔,形状方形,边长20.00mm冲芯周长=80.00mm材料厚度=3.00mm剪切强度=0.3447KN/mm280.00 X.00 X.3447=82.73KN82.73KN 弋.81=8.43 吨二、数控冲床模具的使用与维护数控冲床模具的使用与维护模具应定期清洗和油润。
不同板厚不同材质应选用不同的下模间隙,间隙过小易啃模,过大则毛刺大。
不同材质板材应选用不同材质模具,如不锈钢及铝铜板,应选用特殊用钢。
要定期检查冲床上下的模座同轴性,模位不正,容易单边啃模或打坏模具。
成型模具应将打击头从最低逐步向上微调到适当位置,否则,容易一次就造成打散模具。
当发现上下模刃口磨损达R0.25毫米的圆弧时,就需要重新刃磨。
每次刃磨量(吃刀量)不应超过0.013毫米,磨削量过大会造成模具表面过热,相当于退火处理,模具变软,大大降低了模具的寿命,刃磨时必须增加足够的冷却液。
刃磨完后,边缘部要油石处理,去掉过分尖锐的棱线,并退磁和上油。
当入模深度不够时,将打击头的高度调整为要求尺寸。
模具的刃磨量是一定的,如果达到该数值,冲头就要报废。
如果继续使用,容易造成模具和机器的损坏,得不偿失。
更换模及刃模时,启动设备前后应注意安全,以防设备、模具、人身受损。
三、推荐的下模间隙(双面)材质/厚度钢铝低碳钢板不锈钢板t v 114%t16%t22%t1 «315%td v $ 50.8 18%24%td 50.8 20%t >318%t22%t26%t注:1、当碳钢板为t >热板时,间隙取低碳钢和不锈钢的中间值;2、冲1 <v 3冷板时,C、D工位下模间隙按20%t取值;3、特殊要求另行确定。
目录1. 天锻500T液压机 (2)2. 高锻250T (3)3. 合肥锻250T液压机 (4)4. SIMPAC双曲轴200T (5)5. SIMPAC单曲轴200T (6)6. SIMPAC150 T (7)7. 东风锻315T液压机 (8)8. 合肥锻315T液压机 (9)9. AIDA(自动线)200T (10)10. 梧锻63T (11)11. OCP(金丰)200T (12)12. OCP(金丰)110T (13)13. OCP(金丰)60T (14)14. OCP(金丰)45T (15)15. 徐锻200T(单柄) (16)16. 徐锻160T (17)17. 徐锻110T (18)18. 徐锻100T(js21-100) (19)19. 徐锻100T(jz21-100) (20)20. 徐锻80T (21)21. 徐锻63T (22)22. 徐锻40T (23)1. 天锻500T液压机2. 高锻250T3. 合肥锻250T液压机4. SIMPAC 双曲轴200T5. SIMPAC 单曲轴200T槽边距:122mm槽边距:9. AIDA(自动线)200T10. 梧锻63T行程长度:130mm最大装模高度:300mm11. OCP(金丰)200T12. OCP (金丰)110T行程长度:装模高度:13. OCP (金丰)60T行程长:130mm装模高度:14. OCP (金丰)45T行程长:110mm装模高度:15. 徐锻200T(单柄)16. 徐锻160T行程长度:200mm装模高度:槽边距:123mm17. 徐锻110T行程长度:140mm最大装模高度:18. 徐锻100T (js21-100)19. 徐锻100T (jz21-100)行程长度:130mm装模高度:290mm-380mm21. 徐锻63T22. 徐锻40T。
QAY160全地面起重机亮点简介1、成熟的全地面油气悬挂系统,一、二、三、五、六桥转向,二、五、六桥驱动模式。
底盘转向灵活、驱动力强劲。
2、独有的 “U”形截面吊臂,自重轻、强度大,承载力更强。
3、先进的嵌入式臂头,结构件强度大,下滑块面积变大,受力状况更好,伸缩更加平稳,可有效防止吊臂在侧载后的扭转现象。
4、成熟、先进的单缸插销伸缩系统。
5、独有的自装卸、多组合平衡重系统。
6、独有的“副起重臂辅助动力安装装置”专利技术。
7、整车智能化检测故障自诊断系统。
8、卓越的结构件焊接技术,整机关键焊缝均采用焊接机械手焊接,工艺先进、质量可靠。
9、液压硬管采用进口卡套密封,杜绝泄露和老化。
QAY160全地面起重机技术规格伸缩臂汽车式起重机型号QAY160最大额定起重量:160t一、技术介绍1、起重机底盘部分徐工设计、制造,豪华全宽驾驶室,6桥底盘,驱动/转向模式为12×6×10。
1.1、车架徐工设计、制造,防扭转箱型结构,进口高强度钢材制造。
支腿箱体位于1桥和2桥之间以及车架后端,具有前后牵引挂钩。
1.2、底盘发动机制造商:德国奔驰;型号:OM502LA.Ⅲ/3;型式:V形八缸、水冷却、增压中冷、电喷、柴油发动机;环保性:环保排放符合国III标准(GB17691-2005);燃料箱容量:约500L。
1.3、动力传动系统1.3.1 变速箱德国ZF,16AS2602型,有16个前进档和2个倒档,电控机械式变速箱。
操纵可自动和手动选择,自动显示当前档位和手动操纵需要更换的档位。
1.3.2 分动箱分动箱输入扭矩大。
机械三轴式结构。
分动箱上装有应急转向油泵,当车辆失去动力被拖动时,实现转向动力。
1.3.3 车桥德国凯斯兰、高强度桥。
第一桥:单胎,转向但不驱动;第二桥:单胎,转向、驱动;第三桥:单胎,转向但不驱动;第四桥:单胎,不转向也不驱动;第五桥:单胎,转向、驱动;第六桥:单胎,转向、驱动;1.3.4 传动轴端面齿联结式传动轴,传递扭矩大。
冲压件冲床的吨位冲压件冲床的吨位:冲床的吨位=冲裁件的周长×料厚×材料的抗拉强度×1.3注:上面的公式计算的单位是牛顿(N),其中周长和料厚的单位为毫米,抗拉强度的单位是兆帕(mpa),计算结果再除以10000就是吨了。
1.3三系数就是考虑了冲压件的压料力等其它力量。
冲压件弯曲力:V形件F=0.6×k×b×t×t×σb/(r+t);U形件F=0.7×k×b×t×t×σb/(r+t),其中k─安全系数,可取k=1.3;b─弯曲件宽度,σb─材料抗拉强度;校正弯曲F=Ap,其中A─弯曲件校正部分的投影面积;p─单位压力;拉深力Pmax=3(σs+σb)(D-d-rd)t,其中D─拉深件毛坯直径;d─圆形件直径;rd─凹模圆角半径;σs─材料屈服应力。
冲床的组成DFY-60系列气液增压缸式冲压机(气液增压冲床)采用气液转换增压缸驱动技术。
上下行程气动,当冲压模具碰到工件时,瞬间油压增压完成冲压,紧接着模板快速返回,整理工位和冲切工位两工位循环运行。
具有能耗低、噪音低、定位准、模具寿命长、模具寿命长、操作简单等特点。
气液增压冲床应用范围适用于剪切、冲压、压夹、压缩、弯边、锻压等。
用于塑料成型制品、橡胶成型制品切边,在包装、轻工、五金、电子等行业应用广泛。
气液增压冲床主要技术参数1、总行程:100mm2、作冲程:5mm3、增压比:1:224、耗气量0.0095m/分5、耗电量:100w/hr6、最大模具尺寸:510×670mm7、供气气压:0.6-1.0Mpa 8、控制电源:220V 50Hz9、快进力:824-1374Kgf 10、返程力:1580-2638Kgf11、冲切力:38.4-66T12、重量:2000Kg13、设备外型尺寸:1220×1200×2050(mm)。
2010年扬锻160吨气动冲床参数表
扬锻160吨气动冲床是一种常用于金属加工行业的机械设备,本文将对2010年的扬锻160吨气动冲床的参数进行详细介绍。
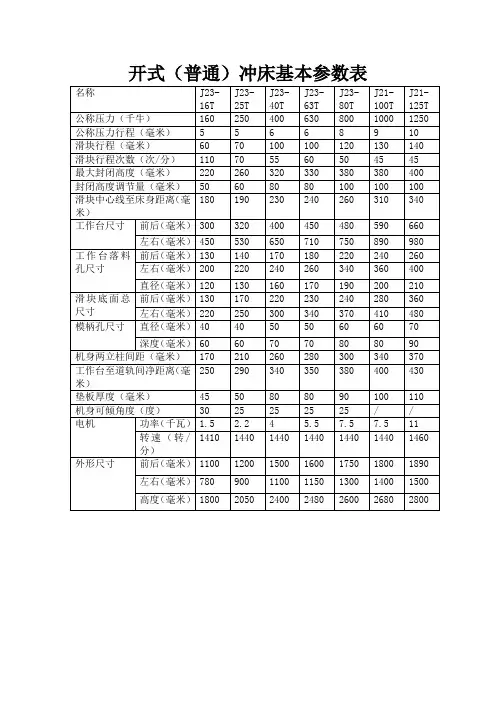
1. 型号:扬锻160吨气动冲床
2. 最大冲床力:160吨
3. 冲程:200mm
4. 冲床高度:400mm
5. 冲床调节:手动
6. 工作台尺寸:800mm × 600mm
7. 冲床床面尺寸:1000mm × 800mm
8. 最大模具高度:500mm
9. 冲床模数:2
10. 冲床模数尺寸:400mm × 300mm
11. 冲床模数间距:150mm
12. 冲床模数固定方式:螺栓固定
13. 模具安装方式:手动
14. 冲床速度:快进速度≤ 160mm/s,工作速度≤ 40mm/s,快退速度≤ 180mm/s
15. 气动系统工作压力:0.5-0.7MPa
16. 电源电压:380V
17. 主机功率:7.5KW
18. 机械重量:约6吨
19. 外观尺寸:长2600mm × 宽1500mm × 高3500mm
扬锻160吨气动冲床具有以下特点:
1. 冲床力大:160吨的冲床力能够满足大多数金属加工的需求,可以轻松完成对各种金属材料的冲压加工。
2. 冲程长:200mm的冲程可以满足较大尺寸产品的冲压需求,有效提高生产效率。
3. 冲床调节方便:扬锻160吨气动冲床采用手动调节方式,操作简便,调整方便快捷。
4. 工作台尺寸适中:800mm × 600mm的工作台尺寸适中,既能满足大部分产品的冲床需求,又不占用过多的空间。
5. 冲床速度可调:扬锻160吨气动冲床的冲床速度可根据需要进行调整,满足不同工件的冲床要求。
6. 气动系统工作稳定:气动系统工作压力范围在0.5-0.7MPa,能够保证冲床的稳定工作,提高产品质量。
7. 电源电压标准:扬锻160吨气动冲床采用380V电源电压,符合国家标准,适用于大多数工业用电环境。
8. 主机功率适中:7.5KW的主机功率既能满足正常冲床工作的需求,又能够节约能源,提高生产效率。
9. 外观尺寸合理:扬锻160吨气动冲床的长2600mm × 宽1500mm × 高3500mm的外观尺寸合理,既能满足正常冲床工作
的空间需求,又便于操作和维护。
总结:2010年的扬锻160吨气动冲床具有较大的冲床力和长冲程,调节方便,工作台尺寸适中,冲床速度可调,气动系统工作稳定,适用于大多数金属加工行业。
同时,其电源电压标准,主机功率适中,外观尺寸合理,方便操作和维护。
这些参数的设定使得扬锻160吨气动冲床成为一款性能稳定、操作简便、适用范围广泛的机械设备,受到了广泛的应用和好评。