125t冲床参数
- 格式:docx
- 大小:12.81 KB
- 文档页数:5

冲床技术参数解释J23系列开式双柱可倾压力机J21系列开式双柱固定台压力机,主要参数说明以下几个问题:1反映了一台压力机的工艺能力和加工零件的尺寸范围2反映压力机生产效率3是设计压力机重要依据4用户根据成型工艺要求和生产率选择压力机参数是否合适1、公称压力滑块离下死点某一特定距离(公称力行程)或曲柄转角离下死点前某一特定角度(公称压力角)时,滑块上所有容许承受的最大作用力。
例如:J21-110,1100千牛开式单点压力机,公称力1100千牛,公称力行程S P离下死点距离为5mm。
公称力是压力机主要工作性能参数,是计算压力机零件强度和刚度基本根据压力机受力零件可以分成三类:一类零件——床身、滑块、连杆、调节螺杆和保险块,此类零件的强度和刚度按公称力设计,它的强度和刚度不受曲柄转角变化而变化,作用力常数。
二类零件——齿轮、传动轴和离合器制动器、旋转零件,此类零件的强度与刚度,按公称力作用下产生的公称扭矩设计的,它的零件强度和刚度随着曲柄转角变化而变化。
扭矩为常数(忽略弯距的影响)三类零件——曲轴,它的强度于刚度既要考虑公称力作用下的弯距,又要考虑曲轴传递的扭矩,属于弯扭联合作用,所以曲轴强度也是随着曲柄转角变化而变化。
根据以上三种零件的强度可以绘制出滑块允许负荷图,用户厂的加工零件的工艺负荷图不能超过滑块允许负荷图曲线之外,否则会损坏压力机零件。
举例说明:Sp=5mm(α=18度)——离下死点距离为5mm时产生公称力(吨位)S P<S ;S>S P当公称行程S在这两种情况下压力机有关零件受力情况有所不同2、滑块行程滑块行程指滑块从上死点到下死点所经过的距离,行程是曲轴偏心的2倍1滑块行程大小,随着工艺用途和公称力的不同而变化,落料与冲孔工序一般不需要大的滑块行程。
2浅拉伸要求滑块行程大点,此时滑块行程一般不应小于拉伸件高度的3倍,此外还要考虑到上模在上死点时不与模具导柱脱开。
3大吨位的压力机一般都有工件顶出装置,为了使工件在顶出过程中不损坏工件而且便于取出,滑块行程也要增加。
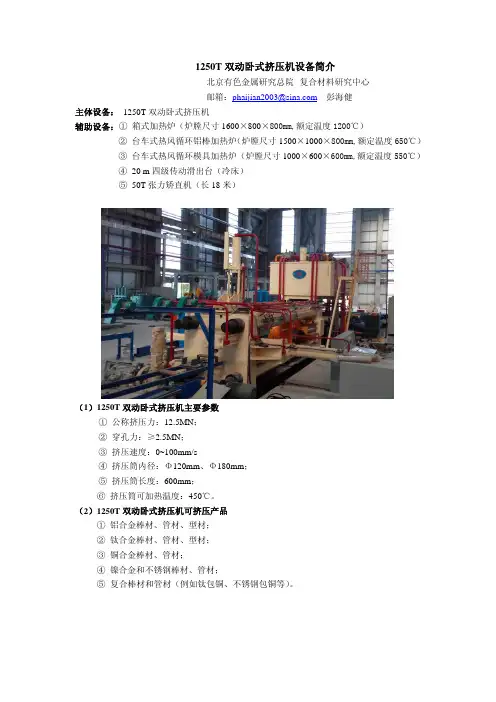
1250T双动卧式挤压机设备简介
北京有色金属研究总院--复合材料研究中心
邮箱:phaijian2003@彭海健
主体设备: 1250T双动卧式挤压机
辅助设备:①箱式加热炉(炉膛尺寸1600×800×800mm,额定温度1200℃)
②台车式热风循环铝棒加热炉(炉膛尺寸1500×1000×800mm,额定温度650℃)
③台车式热风循环模具加热炉(炉膛尺寸1000×600×600mm,额定温度550℃)
④ 20 m四级传动滑出台(冷床)
⑤ 50T张力矫直机(长18米)
(1)1250T双动卧式挤压机主要参数
① 公称挤压力:12.5MN;
② 穿孔力:≥2.5MN;
③ 挤压速度:0~100mm/s
④ 挤压筒内径:Φ120mm、Φ180mm;
⑤ 挤压筒长度:600mm;
⑥挤压筒可加热温度:450℃。
(2)1250T双动卧式挤压机可挤压产品
① 铝合金棒材、管材、型材;
② 钛合金棒材、管材、型材;
③ 铜合金棒材、管材;
④ 镍合金和不锈钢棒材、管材;
⑤复合棒材和管材(例如钛包铜、不锈钢包铜等)。
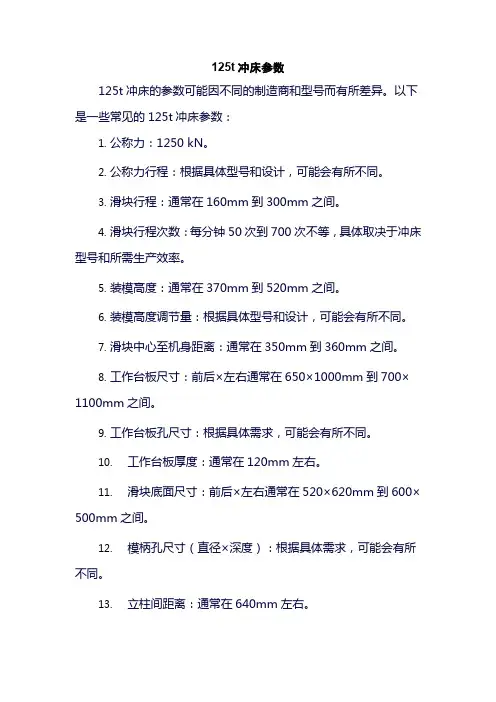
125t冲床参数
125t冲床的参数可能因不同的制造商和型号而有所差异。
以下是一些常见的125t冲床参数:
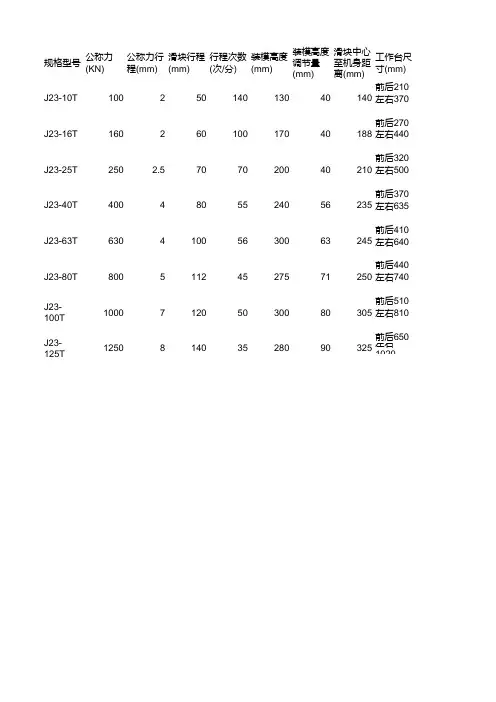
1.公称力:1250 kN。
2.公称力行程:根据具体型号和设计,可能会有所不同。
3.滑块行程:通常在160mm到300mm之间。
4.滑块行程次数:每分钟50次到700次不等,具体取决于冲床型号和所需生产效率。
5.装模高度:通常在370mm到520mm之间。
6.装模高度调节量:根据具体型号和设计,可能会有所不同。
7.滑块中心至机身距离:通常在350mm到360mm之间。
8.工作台板尺寸:前后×左右通常在650×1000mm到700×1100mm之间。
9.工作台板孔尺寸:根据具体需求,可能会有所不同。
10.工作台板厚度:通常在120mm左右。
11.滑块底面尺寸:前后×左右通常在520×620mm到600×500mm之间。
12.模柄孔尺寸(直径×深度):根据具体需求,可能会有所不同。
13.立柱间距离:通常在640mm左右。
14.电动机型号和功率:根据具体型号和设计,可能会有所不同。
15.外形尺寸:根据具体型号和设计,可能会有所不同。
此外,125t冲床还有一些其他的技术参数,如滑块快下速度、工作速度和回程速度等,这些参数也会因具体型号而有所不同。
请注意,以上参数仅供参考,具体的参数可能会因制造商、型号和设计而有所不同。
在选择和使用冲床时,建议仔细查阅制造商提供的技术规格和使用说明,以确保选择适合的冲床并正确地进行操作和维护。
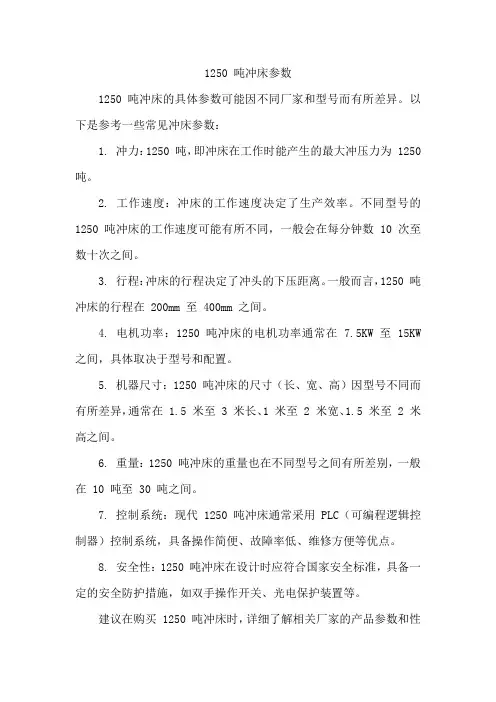
1250 吨冲床参数
1250 吨冲床的具体参数可能因不同厂家和型号而有所差异。
以下是参考一些常见冲床参数:
1. 冲力:1250 吨,即冲床在工作时能产生的最大冲压力为 1250 吨。
2. 工作速度:冲床的工作速度决定了生产效率。
不同型号的1250 吨冲床的工作速度可能有所不同,一般会在每分钟数 10 次至数十次之间。
3. 行程:冲床的行程决定了冲头的下压距离。
一般而言,1250 吨冲床的行程在 200mm 至 400mm 之间。
4. 电机功率:1250 吨冲床的电机功率通常在 7.5KW 至 15KW 之间,具体取决于型号和配置。
5. 机器尺寸:1250 吨冲床的尺寸(长、宽、高)因型号不同而有所差异,通常在 1.5 米至 3 米长、1 米至 2 米宽、1.5 米至 2 米高之间。
6. 重量:1250 吨冲床的重量也在不同型号之间有所差别,一般在 10 吨至 30 吨之间。
7. 控制系统:现代 1250 吨冲床通常采用 PLC(可编程逻辑控制器)控制系统,具备操作简便、故障率低、维修方便等优点。
8. 安全性:1250 吨冲床在设计时应符合国家安全标准,具备一定的安全防护措施,如双手操作开关、光电保护装置等。
建议在购买 1250 吨冲床时,详细了解相关厂家的产品参数和性
能指标,并根据自身需求选择合适的型号。
如需了解更多详细信息,请咨询相关专业人士或访问冲床厂家的官方网站。
关于125t冶金铸造桥式起重机配置要求(中原起重)一、原起重机主要参数:(括号内为原起重机参数)1、起重机大车轨距24m,(小车轨距5.9m)大车轨道钢轨型号QU120、(小车轨道钢轨型号QU100)。
起重机运行速度77.6m/min、(小车运行速度38 m/min)。
(原主钩制动力矩2*4200N*m)原副钩制动力矩2*2100N*m)(原小车运行制动力矩2*230N*m)(原起重机运行制动力矩4*530N*m)2、起重机主、副钩钩距为2485mm3、主、副钩额定起重能力:主钩125t 副钩32t4、主、副钩起升高度:主钩25m 副钩28m5、主、副钩钩型图参照图:副钩钩型参照上起厂图号:YQD1251.5.6 32t吊钩装配,主钩钩型图参照附图。
6、起重机工作级别:A77、小车极限停放位置:即主钩与大车轨道中心距2390mm;副钩与大车轨道中心距1915mm。
具体位置与制造商在图纸上确定,驾驶室的位置与制造商在图纸上确定8、行车采用驾驶室驾驶。
驾驶室观察窗采用双层钢化玻璃二、起重机机械部分要求:1、主钩为双驱动、双卷筒四索固定龙门架双板钩结构。
2、主减速器各级齿轮是硬齿面传动。
主减速器输出轴用同步联轴器相连。
主减速器与卷筒的联接采用球铰联轴器。
主减速器的制动器采用液力推杆形式。
主起升、付起升、起重机运行、小车运行减速器采用江苏泰隆减速器或郑州机械研究所产品报价。
各制动器采用焦作正厂产品。
付起升、起重机运行、小车运行制动均为双制动结构3、主钩加设超重量限制器和主钩电子称(浙江余姚太平洋称重工程有限公司)安装形式为在小车走轮结构上。
电子称带无线发射并在驾驶室和地面屏幕显示。
4、小车为双驱动结构,减速器各级齿轮是中硬齿面传动。
5、行车大梁和小车设防火隔热保护措施装置。
三、起重机控制部分要求:1、主令+PLC+变频器(品牌为ABB)。
2、无线对讲装置(与主控室联络)。
品牌为摩托罗拉3、行车防撞报警装置。
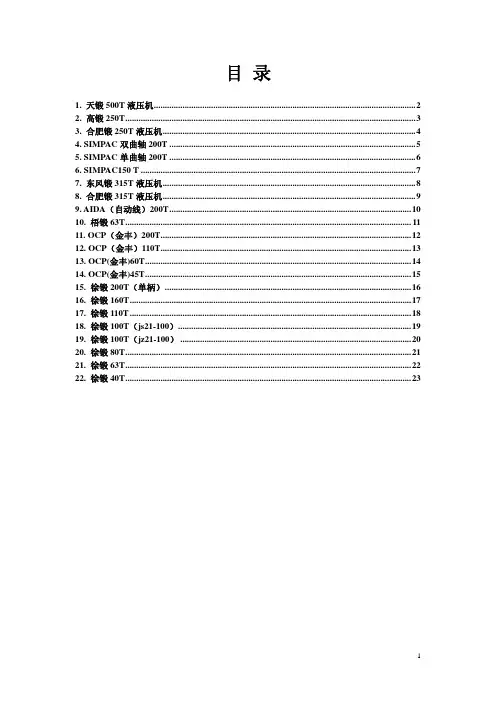
目录1. 天锻500T液压机 (2)2. 高锻250T (3)3. 合肥锻250T液压机 (4)4. SIMPAC双曲轴200T (5)5. SIMPAC单曲轴200T (6)6. SIMPAC150 T (7)7. 东风锻315T液压机 (8)8. 合肥锻315T液压机 (9)9. AIDA(自动线)200T (10)10. 梧锻63T (11)11. OCP(金丰)200T (12)12. OCP(金丰)110T (13)13. OCP(金丰)60T (14)14. OCP(金丰)45T (15)15. 徐锻200T(单柄) (16)16. 徐锻160T (17)17. 徐锻110T (18)18. 徐锻100T(js21-100) (19)19. 徐锻100T(jz21-100) (20)20. 徐锻80T (21)21. 徐锻63T (22)22. 徐锻40T (23)1. 天锻500T液压机2. 高锻250T3. 合肥锻250T液压机4. SIMPAC 双曲轴200T5. SIMPAC 单曲轴200T槽边距:122mm槽边距:9. AIDA(自动线)200T10. 梧锻63T行程长度:130mm最大装模高度:300mm11. OCP(金丰)200T12. OCP (金丰)110T行程长度:装模高度:13. OCP (金丰)60T行程长:130mm装模高度:14. OCP (金丰)45T行程长:110mm装模高度:15. 徐锻200T(单柄)16. 徐锻160T行程长度:200mm装模高度:槽边距:123mm17. 徐锻110T行程长度:140mm最大装模高度:18. 徐锻100T (js21-100)19. 徐锻100T (jz21-100)行程长度:130mm装模高度:290mm-380mm21. 徐锻63T22. 徐锻40T。
冲床技术参数解释J23系列开式双柱可倾压力机J21系列开式双柱固定台压力机,主要参数说明以下几个问题:1反映了一台压力机的工艺能力和加工零件的尺寸范围2反映压力机生产效率3是设计压力机重要依据4用户根据成型工艺要求和生产率选择压力机参数是否合适1、公称压力滑块离下死点某一特定距离(公称力行程)或曲柄转角离下死点前某一特定角度(公称压力角)时,滑块上所有容许承受的最大作用力。
例如:J21-110,1100千牛开式单点压力机,公称力1100千牛,公称力行程S P离下死点距离为5mm。
公称力是压力机主要工作性能参数,是计算压力机零件强度和刚度基本根据压力机受力零件可以分成三类:一类零件——床身、滑块、连杆、调节螺杆和保险块,此类零件的强度和刚度按公称力设计,它的强度和刚度不受曲柄转角变化而变化,作用力常数。
二类零件——齿轮、传动轴和离合器制动器、旋转零件,此类零件的强度与刚度,按公称力作用下产生的公称扭矩设计的,它的零件强度和刚度随着曲柄转角变化而变化。
扭矩为常数(忽略弯距的影响)三类零件——曲轴,它的强度于刚度既要考虑公称力作用下的弯距,又要考虑曲轴传递的扭矩,属于弯扭联合作用,所以曲轴强度也是随着曲柄转角变化而变化。
根据以上三种零件的强度可以绘制出滑块允许负荷图,用户厂的加工零件的工艺负荷图不能超过滑块允许负荷图曲线之外,否则会损坏压力机零件。
举例说明:Sp=5mm(α=18度)——离下死点距离为5mm时产生公称力(吨位)S P<S ;S>S P当公称行程S在这两种情况下压力机有关零件受力情况有所不同2、滑块行程滑块行程指滑块从上死点到下死点所经过的距离,行程是曲轴偏心的2倍1滑块行程大小,随着工艺用途和公称力的不同而变化,落料与冲孔工序一般不需要大的滑块行程。
2浅拉伸要求滑块行程大点,此时滑块行程一般不应小于拉伸件高度的3倍,此外还要考虑到上模在上死点时不与模具导柱脱开。
3大吨位的压力机一般都有工件顶出装置,为了使工件在顶出过程中不损坏工件而且便于取出,滑块行程也要增加。
125t冲床参数
全文共四篇示例,供读者参考
第一篇示例:
125t冲床是一种用于冲压加工的机械设备,它具有高效、精度高、使用方便等优点,被广泛应用于汽车、家电、电子、五金等行业。
冲
床的参数设置对产品加工质量和生产效率有很大影响,下面我们将详
细介绍125t冲床的参数设置及其对产品加工的影响。
1. 冲床的额定冲击力:125t冲床的额定冲击力是指在正常工作状态下,冲床在一次完整冲裁过程中所施加的最大力量。
额定冲击力直
接影响到产品的成形效果和加工效率,如果冲床的额定冲击力过小,
可能导致产品冲裁不完整或变形,严重影响产品质量;如果冲床的额
定冲击力过大,会增加机械设备的负荷,可能损坏设备或缩短设备的
使用寿命。
2. 冲床的最大冲床行程:125t冲床的最大冲床行程是指冲床上下运动的最大距离,也就是冲床的最大有效冲裁部分的高度。
最大冲床
行程的设置要根据产品的设计要求和加工工艺来确定,过小会导致产
品无法完整冲裁,过大会浪费材料和加工时间。
3. 冲床的冲击频率:125t冲床的冲击频率是指在单位时间内冲床的冲击次数,一般以每分钟冲击次数来表示。
冲击频率的设置要根据
产品的加工要求来确定,过高的冲击频率会增加机械设备的磨损和噪音,过低的冲击频率会降低生产效率。
4. 冲床的极限冲裁厚度:125t冲床的极限冲裁厚度是指冲床能够冲裁的最大材料厚度。
极限冲裁厚度的设置要考虑到材料的硬度和强度,过厚的材料会导致冲床受力过大,可能损坏设备或产生危险;过薄的材料则会影响产品的成形效果。
125t冲床的参数设置对产品加工质量和生产效率有很大影响,正确合理地设置冲床的参数可以提高产品的成形质量和加工效率,减少生产成本,提高企业竞争力。
希望本文对您了解125t冲床的参数设置有所帮助。
第二篇示例:
125t冲床是一种用于金属加工的机械设备,其参数是决定其工作性能和加工效果的重要因素。
下面将详细介绍125t冲床的参数及其影响。
125t冲床的参数包括冲击力、冲床床身尺寸、冲模间距等。
冲击力是冲床的重要参数之一,它决定了冲床在加工过程中对金属材料的加工能力。
125t冲床的冲击力为125吨,这意味着它能够施加125吨的力量对金属进行冲压加工,适合于加工中等大小的零部件。
冲床床身尺寸是指冲床的工作台面积,它决定了冲床可加工金属零件的最大尺寸。
125t冲床的床身尺寸一般为1200mm×800mm,能够满足大多数金属零件的加工需求。
除了上述参数外,125t冲床还有一些其他参数需要注意,如最大行程、最大下压深度、最大冲头直径等。
最大行程是冲床在工作时可移动的最大距离,影响了冲头的加工范围;最大下压深度是指冲头在下压时的最大深度,影响了加工的深度;最大冲头直径是指冲头的最大直径,决定了冲床可使用的冲头种类。
125t冲床的参数对于冲压加工有着重要的影响,不同的参数可以适用于不同类型的金属材料加工。
在选择125t冲床时,需要根据加工需求和材料特性来确定合适的参数,以确保获得最佳的加工效果。
125t冲床的参数是决定其工作性能和加工效果的重要因素,操作人员在使用时应该了解这些参数,并根据具体情况进行调整,以确保冲床的正常运行和高效加工。
【2000字】
第三篇示例:
125T冲床是一种常见的金属加工设备,用于冲压、成形和切割金属材料。
它的参数对于设备的运行效果和加工质量起着至关重要的作用。
本文将从125T冲床的功率、行程、模具尺寸、供电要求等方面详细介绍其参数,希望对您有所帮助。
125T冲床的功率通常在50-200KW之间,具体功率大小取决于设备的型号和生产厂家。
功率越大,冲床的冲击力越强,适用于加工厚度较大的金属材料。
通常情况下,125T冲床的功率可以满足大多数中小型企业的生产需求,同时也可以节约能源并提高效率。
125T冲床的行程是指冲头从上死点到下死点的行程长度,通常在100-300mm之间。
行程越长,冲床的加工范围越广,可以满足不同
厚度和尺寸的金属材料加工需求。
对于125T冲床而言,较长的行程可以提高生产效率和加工精度。
125T冲床的模具尺寸是指可安装的冲头和模具的大小,通常根据工件的形状和尺寸来选择合适的模具。
125T冲床可以根据加工需求更换不同规格的模具,以实现不同形状的冲压、成形和切割。
模具尺寸
的选择对冲床的加工效果和生产效率有着直接的影响,因此需要根据
实际情况进行合理选择。
125T冲床的供电要求是指设备的电源需求和电气接线要求。
一般来说,125T冲床需要三相交流电源供电,电压和频率根据设备的具体参数而定。
供电要求的合理设置可以确保设备的正常运行和安全生产,同时也有助于延长设备的使用寿命。
第四篇示例:
125t冲床是一种常见的金属加工设备,用于对金属板材进行冲压
和成型。
它主要由机架、滑块、工作台、底座和传动系统等部件组成。
而125t冲床的参数则是指这些部件的具体规格和性能指标,包括冲床的额定冲压力、工作台尺寸、滑块行程、最大工作速度等。
首先,125t冲床的额定冲压力是指在正常工作状态下,冲床所能
输出的最大压力。
通常,冲床的额定冲压力越大,其加工能力和效率
也就越高。
对于125t冲床来说,额定冲压力为125吨,这意味着它可以施加125吨的压力来对金属板材进行冲裁或成型。
其次,125t冲床的工作台尺寸也是一个重要的参数。
工作台尺寸决定了冲床能够加工的金属板材的最大尺寸。
一般来说,工作台尺寸
越大,冲床可以加工的金属板材的尺寸范围也就越广。
对于125t冲床来说,工作台尺寸通常为1250mm×800mm,可满足大多数金属加工需求。
此外,125t冲床的滑块行程也是一个重要的参数。
滑块行程是指滑块在冲压过程中的上下运动距离。
滑块行程越大,冲床可以加工的
金属板材的厚度范围也就越广。
一般来说,125t冲床的滑块行程为100mm至150mm,可以满足大多数金属加工需求。
最后,125t冲床的最大工作速度也是一个关键参数。
最大工作速度决定了冲床在单位时间内对金属板材进行冲压或成型的速度。
通常
来说,最大工作速度越高,冲床的生产效率也就越高。
对于125t冲床来说,最大工作速度通常在60次/分钟至100次/分钟之间,可以满足大多数金属加工需求。
总的来说,125t冲床的参数包括额定冲压力、工作台尺寸、滑块行程和最大工作速度等,这些参数决定了冲床的加工能力和生产效率。
在选择125t冲床时,需要根据实际加工需求来确定具体的参数要求,以确保冲床能够满足生产需求并提高生产效率。
【本文共XXX字,是否还需要了解更多关于125t冲床参数的内容?】。