推荐-注射模具浇注系统设计
- 格式:ppt
- 大小:4.17 MB
- 文档页数:46
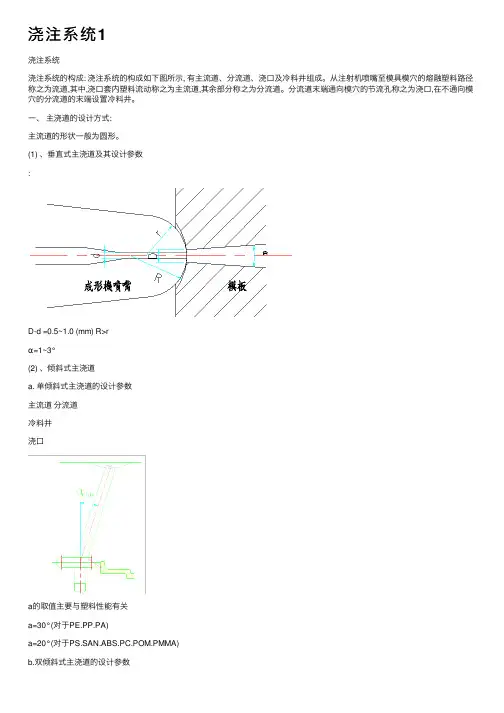
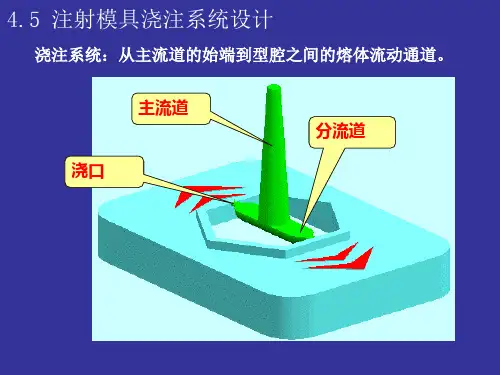
浇注系统1浇注系统浇注系统的构成: 浇注系统的构成如下图所⽰, 有主流道、分流道、浇⼝及冷料井组成。
从注射机喷嘴⾄模具模⽳的熔融塑料路径称之为流道,其中,浇⼝套内塑料流动称之为主流道,其余部分称之为分流道。
分流道末端通向模⽳的节流孔称之为浇⼝,在不通向模⽳的分流道的末端设置冷料井。
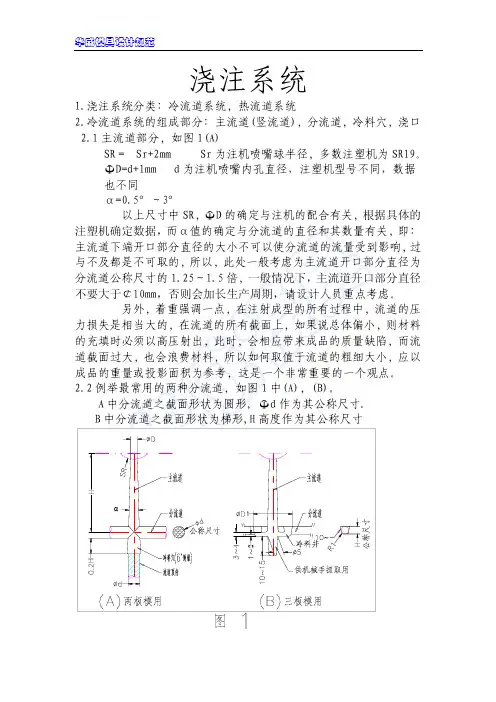
⼀、主浇道的设计⽅式:主流道的形状⼀般为圆形。
(1) 、垂直式主浇道及其设计参数:D-d =0.5~1.0 (mm) R>rα=1~3°(2) 、倾斜式主浇道a. 单倾斜式主浇道的设计参数主流道分流道冷料井浇⼝a的取值主要与塑料性能有关a=30°(对于PE.PP.PA)a=20°(对于PS.SAN.ABS.PC.POM.PMMA)b.双倾斜式主浇道的设计参数R的值由所选射出成型机决定a最⼤可取15°注:表中的注塑量指注塑机⼀次的注射量,d为主流道⼊⼝直径, D为主流道出⼝直径。
⼆、分浇道的设计⽅式:确定分流道尺⼨应考虑如下因素●制品的体积和壁厚●主流道⾄浇⼝的距离●流道的冷却⽅法●成型树脂的流动性●便于采⽤⾃动切除浇⼝装置●分流道的截⾯厚度要⼤于制品的壁厚●分流道的长度要尽量短, 不能短时, 其截⾯尺⼨应相应长度增⼤●对于含有玻璃纤维等流动性较差的树脂, 流道截⾯要⼤⼀些●流道⽅向改变的拐⾓处, 应适当设置冷料井(1)、成品布置⽅式(按浇道的形状分)a、―H‖形分布‖b、―I‖形分布:Cd、―O‖形分布:(3)B=1.25D Smax—制品最⼤壁厚常⽤塑料推荐的分流道直径:分流道直径还可以按以下公式计算:D =式中: D ――分流道直径mm;W ――制品塑料的质量,g; L ――流道长度,mm; 分流道直径还可以按图查取:分流道直径图表G – 制品质量,g; S – 制品⾁厚,mm; D –分流道参考直径 ,mm; (4) 各种截⾯形式的优缺点⽐较 a 、圆形截⾯流道:优点: 表⾯积与体积之⽐最⼩,压⼒损失及温度损失⼩,有利于塑料的流动及压⼒传递缺点: 必须在公母模上各分⼀半,给模具加⼯带来⼀定困难b、―U‖形截⾯流道:优点: 其截⾯形式接近圆形截⾯,同时只需在模具的⼀⾯加⼯缺点: 与圆形截⾯相⽐,热损失较⼤,流道废料多c.梯形截⾯流道优点: 便于流道的加⼯及⼑具选择缺点: 热量损失较⼤三、浇⼝的设计⽅式:(1)、各种浇⼝的优缺点⽐较(2)、各种浇⼝的设计参数值及其适⽤场合(3)、浇⼝位置的选择应注意的事项b.浇⼝应设在制品的最⼤壁厚处,使塑料从厚壁流向薄壁,并保持浇⼝⾄型腔处处的流程基本⼀致c.防⽌浇⼝产⽣喷射尔在充填过程中产⽣蛇形流d.浇⼝位置应设在制品的主要受⼒⽅向上,因为塑料的流动⽅向上所承受的拉应⼒和压应⼒最⾼.特别是带填料的增强塑料e.选择浇⼝位置时应考虑制品的尺⼨要求,因为塑料经浇⼝充填型腔时在塑料的流动⽅向与垂直于流动⽅向上的收缩不尽相同,所以应考虑到变形和收缩的⽅向性对于窄长成品,浇⼝位置常设在其长度2/3的位置对于有肋的制品,浇⼝应与肋的⽅向⼀致,且不能正对肋,要错开四、排⽓槽的设计⽅式:(2)在公模仁中割出对插形式的排⽓⼊⼦(3)将深肋或圆柱割成⼊⼦,以便排⽓五、热流道系统设计:选择冷流道与热流道系统的原则在冷﹑热流道系统的选择上, 应根据成型制品的⽣产总量, 成型树脂的特性, 制品的形状, 模具制造与维护费⽤等各个⽅⾯综合考虑,然后确定那种⽅式. ⼀般情况下, ⾸先考虑采⽤冷流道系统能否成型. 冷流道系统能否成型的条件如下:●成型制品是否在冷流道系统允许的成型树脂流动的距离范围之内●对成型后影响的程度如何●所产⽣的熔接痕影响制品的使⽤强度否,预定注塑⾯的开启⾏程和能否满⾜模具所需开启距离的要求若采⽤冷流道系统⽆法满⾜上述条件, 则考虑采⽤热流道系统, 对于冷﹑热流道系统都能满⾜成型要求时, 则需对⽐如下项⽬, 从经济⾓度确定采⽤那种⽅式●缩短成型周期产⽣的经济效益●节约树脂产⽣的经济效益●机械⼿取冷流道系统增加的模具制造与维护费⽤3.1.4 采⽤热流[道系统需考虑的事项●选择匹配成型⽬的系统●设计⽆树脂滞留, 流动通畅的集流腔歧系统●采取矫正;在热膨胀产⽣⼝错位的措施.●防⽌树脂泄漏的措施●吸收集流腔加热板膨胀量与应⼒处理的措施●采⽤阀式结构浇⼝时应桷保阀杆运动灵活且⽆树脂泄漏外加热⽅式的优点●流道内树脂可均匀加热●容易更换树脂, 容易抱⾊外加热⽅式的缺点●热损失⼤●热流道板的温度⾼, 需采取针对膨胀的对策●热浇⼝套采⽤处热⽅式时, 需要有加热器安装空间, 并会造成浇⼝端部温度不⾜的情况内加热⽅式的优点●热损失⼩●热流道板的温度低, ⼀般不需要采取热膨胀对策●浇⼝附近的温度容易控制内加热⽅式的缺点是●树脂流道壁⾯和加热器外表⾯的温度差⼤●树脂流路截⾯积不易过⼤, 树脂流道阻⼒较⼤●流道壁⾯容易产⽣固化层, 更换树脂及换⾊较困难●成型树脂必须清洁⽆杂物●浇⼝套的内加热装置需经常更换热流道板采⽤管状加热,器进⾏外热时应考虑如下事项●管状加热器与热流道配合孔的配合暗隙应⼩于0.2mm●应使⽤多个功率加热器做到热流道板整体温均衡, 不能造成局部过热●结构上要便于加热器更换●热流道板的加热器安装孔内不能存留油●需设置加热器电压控制装置●热电偶要设在热,扣失⼩的部位, 量接近流道六、主浇道的拉料形式:F>A*P式中: F――注塑机的锁模⼒,KN;A――包括流道在内的塑料总投影⾯积,C㎡P ――模⽳中塑料平均压⼒,Mpa;常⽤塑料模⽳中的平均压⼒/Mpa:注射周期为每两次闭模之间的时间间隔,其中包括:充模时间: Ti升压及保压时间: Tn冷却时间: Tc开闭模及取件时间: TrT = Ti + Tn +Tc + Tr (S)(1)、充模时间依塑件⼤⼩、塑件种类、每次注射量⽽异。

浇注系统的设计1主流道的设计主流道是指浇注系统中从注射机喷嘴与模具浇口套接触处开始到分流道为止的塑料熔体的流经通道。
它的形状与尺寸对塑料熔体的流动速度和充模时间有较大的影响。
主流道通常设计在模具的浇口套中,为了让主流道凝料能顺利从浇口套中拔出,主流道设计成圆锥形,锥角a 取3度,流道的表面粗糙度Ra(1)主流道尺寸1)主流道长度:小型模具的L 主应小于等于60mm ,本次设计中取50mm.2)主流道小端直径:d=注射机喷嘴尺寸+(0.5~1)mm=(2+1)mm=3mm.(查课本P81表5.1)3)主流道大端直径:D=d+2L 主tana ≈8.24mm4)主流道球面半径:SR=注射机喷嘴球头半径+(1~2)mm=(12+2)=14mm.5)球面配合高度:h=3mm.(2)主流道的凝料体积222233=) 3.14/350 4.12+1.5+4.12 1.5=1329.5 1.333V L R r R r mm cm π++=⨯⨯⨯=主主主主主主(()(3)主流道当量半径4.12 1.5 2.8122R r Rn mm ++===(4)主流道浇口套形式由于注射机与高温塑料熔体及注射机喷嘴反复接触,易磨损。
因此,设计中常设计成可拆卸更换的浇口套。
主流道衬套为标准件可选购。
对材料的要求较严格,因而,尽管小型注射模可以将主流道浇口套与定位圈设计成一个整体,但考虑到上述因素,仍将其分开设计,以便于拆卸更换。
同时也便于选用优质钢材进行单独加工和热处理。
材料一般采用碳素工具钢(T8A 或T10A),热处理淬火表面硬度为50~55HRC.2分流道的设计分流道是指主流道末端与浇口之间的一段塑料熔体的流动通道。
分流道的作用是改变熔体流向,使其以平稳的流态均衡地分配到各个型腔。
(1)分流道的布置形式在设计时应考虑尽量减少在流道内的压力损失和避免熔体温度降低,同时还要考虑减小分流道的容积和压力平衡,因此,采用平衡式分流道。