浇注系统
- 格式:pdf
- 大小:2.61 MB
- 文档页数:47
浇注系统1.什么叫浇注系统典型的浇注系统有哪几部分组成?浇注系统:引导液态金属进入型腔的一系列通道的总称。
基本结构:浇口杯、直浇道、直浇道窝、横浇道和内浇道。
2.浇注系统的功能是什么?浇注系统的功能:1)使液态金属在规定的时间内平稳地充满型腔,即不冲击型芯、不激溅、不氧化、不卷气,能顺利排除型腔内气体;2)有效地去除金属液中的夹杂和气体;3)实现合理的凝固原则:顺序凝固、同时凝固、综合凝固方式;4)提供足够的压力头获得轮廓清晰的铸件;5)避免氧化和形成二次渣;6)结构简单、造型方便,金属消耗少。
3.浇口杯的作用是什么为防止水平涡流在浇口杯中常采取哪些措施?浇口杯的作用:1)承接来自浇包中的金属液,便于浇注;2)缓和金属液的冲击,将金属液平稳导入直浇道;3)挡渣,防止气体卷入;4)提高充型压力头。
措施:4.直浇道的作用是什么设计直浇道应注意哪些问题?直浇道的作用1)将液态金属从浇口杯引入横浇道和内浇道;2)提供足够的压力头,使金属液能够克服沿程阻力在规定的时间内充满铸型。
直浇道设计原则:1)入口处的连接—圆弧连接,r>直上2)直浇道的形状—上大下小的锥形即设计锥度:根据公式:则:v2>v1, 可使P2<P1,流体呈正压流动;3)蛇形直浇道则使h1-2,增大,保证P2<P14)设计直浇道窝直浇道窝的深度为一个横浇道的高度或等于直浇道的直径,直浇道窝的直径为2个横浇道的宽度。
5.横浇道的作用是什么横浇道起挡渣作用的条件是什么?横浇道作用:1)将金属液均匀、平稳地引入内浇道;2)挡渣,又称撇渣道。
3.横浇道起挡渣作用的条件:1)横浇道必须呈充满状态;2)液流的紊流搅拌作用小;3)液流速度小于临界悬浮速度;4)横浇道有合理的长度和高度,即L横/h横≥5-6,h横/h内≥5-6;5)末端要延长,结构设计要合理。
6.内浇道的作用是什么在内浇道-横浇道的连接上需要注意什么问题?内浇道的作用:1)调节铸型、铸件的温度分布和凝固顺序;2)控制充型速度和方向,改善流量分布;3)协助横浇道挡渣。

浇注系统的组成
浇注系统的组成通常包括以下几个主要部分:
1. 总泵站:负责泵送混凝土的主要泵站,通常由一台或多台混凝土泵组成。
总泵站一般放置在施工现场附近的固定位置。
2. 输送管道:将混凝土从总泵站输送到浇注点的管道系统。
输送管道通常由管道和弯头组成,其材质可以是钢管、橡胶软管或特殊材料的复合管道。
3. 配送装置:配送装置负责将混凝土从输送管道输送到具体的浇注点。
常见的配送装置包括卡车传送带、塔式输送机、混凝土泵车等。
4. 控制系统:控制系统用于监控和控制浇注系统的运行。
控制系统通常具有参数监测、故障诊断和报警等功能,可以确保浇注过程的稳定和安全。
5. 辅助设备:包括混凝土搅拌站、混凝土罐车、输送管道支架等。
这些设备用于准备和供应混凝土,以及提供支持和保护输送管道。
需要注意的是,不同的浇注系统在组成和配置上可能会有所不同,具体的组成要根据实际情况和工程需求进行选择和调整。
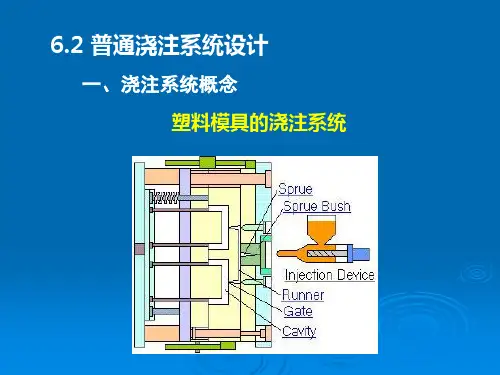
教学实施与授课主要内容备注模块二浇注系统设计任务一浇注系统的概念一、概念浇注系统是指塑料熔体从注射机喷嘴出来后,到达型腔之前在模具中所流经的通道。
二、作用是将熔体从喷嘴平稳地引进型腔,并在熔体充模和固化定型过程中,将注射压力和保压力充分传递到型腔的各个部位,以获得组织致密、外形清晰、表观光洁和尺寸精确的塑料制品。
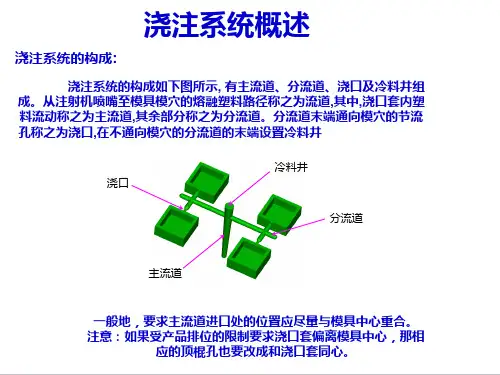
三、分类普通浇注系统又分为:大水口和细水口四、组成浇注系统一般由主流道、分流道、浇口、冷料穴等四部分组成。
流道系统的设计是否适当,直接影响成形品的外观、物性、尺寸精度和成形周期。
五、设计原则1、适应塑料的工艺性,要能保证塑件的质量(避免常见的充填问题) 停滞现象容易使工件的某些部分过度保压,某些部分保压不足,从而使內应力增加许多。
熔接痕的存在主要会影响外观,使得产品的表面较差;而出现教学实施与授课主要内容备注任务二主流道的设计一、主流道的作用注射机喷嘴到分流道(有些直接到制件型腔),通常由浇口套成型。
是连接注射机喷嘴和模具的主要桥梁,是熔料进入型腔最先经过的部位。
1、主流道设计2、浇口套(俗称为唧嘴)浇口套按照外观和作用的不同可以分为:A型、B型、C型、D型、E型等,常用的是A、B、C三种型号。
A型唧嘴本身有螺钉固定,可以在没有定位环的情况下同样保证在生产中稳定可靠。
但是安装比较麻烦,价格稍微昂贵,一般用于大、中型模具和精密模具。
B型唧嘴必须要采用定位环固定,安装和更换时比较方便,相对价格比较便宜,一般用于中小型模具。
C型唧嘴相对价格最便宜,结构最简单,维修和更换最容易,但是定位效果差,一般用于中小型结构简单、精度较低的模具。
SKD61热作模具钢,可以制造出高端的非常耐用的浇口套,硬度可以达到48~52HRC。
使用SKD61制作的浇口套具有耐高温耐用,成型的产品质量优异的特点。
SUJ2轴承钢,为中端浇口套之常用制造材料,热处理硬度在±HRC52左右。
S45C,低端模具所采用的材料,高温后需喷洒防锈油等防锈处理,以防止生锈。
浇注系统用途浇注系统是一种用于混凝土施工的工程设备,主要用于将混凝土均匀地倒入模板中并进行振动、压实,以确保混凝土结构的稳定性和质量。
首先,浇注系统主要用于施工各类混凝土结构,比如建筑物的地板、墙壁、柱子、梁等。
浇注系统通过控制混凝土的流动和压实,可以使混凝土在模板内形成预定的形状和尺寸,保证施工结构的精度和一致性。
在大型工程项目中,浇注系统的作用尤为重要,它能够提高施工效率,减少人工成本,并确保施工质量和安全。
其次,浇注系统还可以用于混凝土构件的修补和回填。
在混凝土使用寿命较长的情况下,可能会出现裂缝或损伤,需要进行修复和加固。
浇注系统可以将修补材料均匀地注入到损坏部位,使其与原混凝土形成一体化,恢复构件的强度和使用性能。
同时,浇注系统还可以用于回填土方、填充基坑和地基加固等工程中,通过控制混凝土的流动和密实度,实现土方工程的快速施工和土方固化。
此外,浇注系统还可以用于生产预制混凝土构件。
预制构件是在工厂中生产完成后,再运输至施工现场进行安装和拼接的构件,因此对构件的准确性和一致性要求较高。
浇注系统可以通过控制混凝土的投料速度、流动性和压实程度,以及模板的形状和尺寸,生产出满足设计要求的预制构件。
这样既可以提高构件的质量和效率,又可以减少施工现场的外界影响,提高施工安全性。
此外,浇注系统还可以用于制造混凝土制品,比如护坡砖、排水管、护栏柱等。
这些制品通常是按照一定的规格和要求进行生产的,浇注系统通过控制混凝土的流动和模板的形状,可以批量生产出符合标准的混凝土制品。
这样不仅可以提高生产效率,降低成本,而且可以保证制品的质量和一致性,满足市场需求。
总的来说,浇注系统主要用于混凝土施工,可以提高施工效率,减少人工成本,保证施工质量和安全。
它在建筑施工、土方工程、修补加固、预制构件生产和混凝土制品制造等领域都有重要的应用,对于现代建筑和基础设施建设具有重要意义。
在未来,随着施工技术的发展和自动化程度的提高,浇注系统将会在施工工艺中发挥更大的作用,为建筑产业的发展做出更大的贡献。
注塑模具之浇注系统的介绍注塑模具是制造塑料制品的重要工具,它的质量直接影响到成品的质量。
而注塑模具中的浇注系统对成品的质量也有着重要影响。
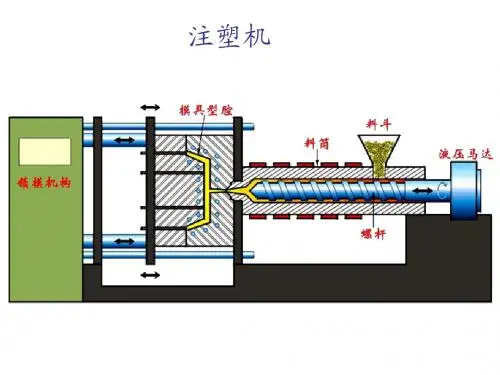
浇注系统是指将熔融塑料从注塑机的机筒中注入到模腔中的一系列设备和构造。
1.浇注系统的组成浇注系统由喷嘴、喷嘴喉管、进料口和冷却系统等构成。
其中,喷嘴是熔融塑料进入模腔的通道,它连接着机筒和模腔。
喷嘴内部通道的形状和尺寸会影响塑料的流动情况和填充时间。
喷嘴喉管和进料口是喷嘴和模腔之间的连接部分,起到塑料流动的引导作用。
冷却系统是为了在注塑过程中将模具中的热量迅速带走,确保产品成型的质量和效率。
2.浇注系统的工作原理注塑过程中,熔融塑料通过喷嘴进入模腔,填充整个模具的形状。
当模腔被充满后,喷嘴会迅速封闭,避免塑料溢出。
此时,熔融塑料开始冷却并变得固态,成型的产品在模具中逐渐形成。
冷却系统会通过喷淋冷却或冷却通道等方式将热量迅速带走,保证产品成型的质量。
3.浇注系统的设计要点为了保证产品的质量,并满足不同要求的注塑制品,浇注系统的设计需要注意以下要点:(1)喷嘴和模腔的连接处要保证密封,避免塑料溢出;(2)喷嘴通道的形状和尺寸要能够满足塑料的流动要求,避免注塑短流或短充问题;(3)选择适当的冷却方式和冷却介质,保证产品的尺寸和表面质量;(4)为了避免冷却系统的死角,需要合理配置冷却通道,确保整个模具在注塑过程中的温度分布均匀。
4.浇注系统的改进和优化为了提高产品的质量和生产效率,浇注系统的改进和优化是重要的课题。
一方面,可以通过模具部件的改进来优化浇注系统,例如喷嘴通道的优化、冷却通道的重新设计等。
另一方面,可以通过模具流道分析软件来模拟塑料在注塑过程中的流动情况,进一步优化浇注系统的设计。
此外,一些先进的浇注系统技术,如热流道系统、堆垛模腔技术等也可以运用到注塑模具中。
总结起来,注塑模具的浇注系统是注塑过程中至关重要的一部分,它的设计和优化对产品质量和生产效率有着直接影响。
简述浇注系统定义组成作用
浇注系统是指由冲淋管、注水阀、泵、水泥搅拌机组成的一整套设备,用于混凝土的生产和施工用途。
一、定义:
浇注系统是一套用于控制混凝土混合物和搅拌的设备组合,它可以调节混凝土的流动性和搅拌均匀性,使其符合施工要求的组成部分。
二、组成:
浇注系统由以下主要组件组成:
1、冲淋管:用于将混凝土混合物或浆料从搅拌机送入浇注样品中。
2、注水阀:调节混凝土混合物的附加水量,以改变混凝土的流
动性。
3、泵:将混凝土混合物从搅拌机中泵入浇注样品。
4、水泥搅拌机:把水泥搅拌和搅拌,以实现混凝土混合物的均
匀性和流动性。
三、作用:
1、控制振动:通过添加适量水泥,控制混凝土混合物的流动性
和搅拌均匀性,以最大程度地减少振动干扰。
2、消除空气污染:混凝土浇筑过程中会产生大量的气体和尘埃,浇注系统可以帮助混凝土浇筑工程消除空气污染。
3、控制混凝土性能:浇注系统通过控制混凝土混合物的流动性
和搅拌均匀性,有效地控制混凝土的性能。
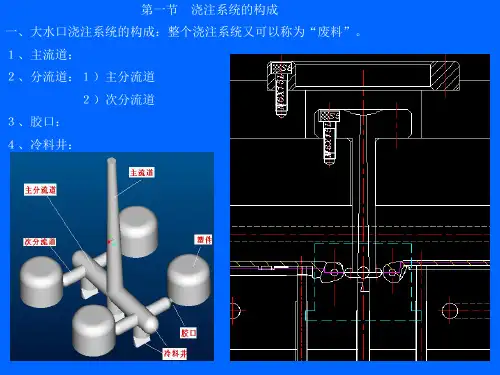
《注塑模具理论》浇注系统中国模具设计网w w w .z g m j s j .c o m 中国模具设计网前言 浇注系统是注塑模具里面特别重要的部分,它的主要作用是把注塑机里面可流动的塑料引入到模具的型腔里面.就相当于人吃饭时的食管,灌水用的渠道.中国模具设计网w w w .z g m j s j .c o m中国模具设计网中国模具设计网w w w .z g m j s j .c o m 中国模具设计网第一节 浇注系统的构成一、大水口浇注系统的构成:整个浇注系统又可以称为“废料”。
1、主流道:2、分流道:1)主分流道 2)次分流道3、胶口:4、冷料井:中国模具设计网w w w .z g m j s j .c o m 中国模具设计网二、大水口浇注系统各部分的详解:1、主流道:它的作用是把注塑机里面可流动的塑料引入到模具里面,是可流动的塑料经过模具的第一段通道,它一般在唧嘴里面成形。
注意:唧嘴是标准件,则主流道的大小尺寸由唧嘴来决定,为了减少“废料”,可以缩短唧嘴的长度,则保证上图当中的“M”不小于10即可.设计时,就算唧嘴选取错误了,也不要紧,可以直接更换.中国模具设计网w w w .z g m j s j .c o m 中国模具设计网注塑机喷嘴要与模具的唧嘴来配合,注意事项如下:中国模具设计网w w w .z g m j s j .c o m 中国模具设计网2、分流道:当模具存在“一模多穴”时,就必须有分流道,它把主流道里面的塑料分别引入到各个不同的模穴当中。
1) “一模多穴”的含义:一模四穴,指的是一套模具开一次模就有四个一模一样的产品。
1+2式:指的是一套模具开一次模有两种不同的总共三个产品,一 种产品数量为一个,另一种产品数量是二个。
中国模具设计网w w w .z g m j s j .c o m 中国模具设计网2) 分流道的截面:大水口模具的分流道多用圆形截面,前后模仁各占一半,也可以是半圆形,依据具体要求前后模仁分别放置。
常用直径:4、5、6、8、10、12,也有7、9、11,还可以小到3,甚至2.5。
“U”形截面,一般用于细水口模具当中;常用直径:4、5、6、8、10、12,也有7、9、11。
梯形截面,常用于细水口模具,W常取8-15。
提问:A、截面还有矩形等,为什么用的少? B、分流道直径大点好还是小点好?中国模具设计网w w w .z g m j s j .c o m 中国模具设计网 3)分流道直径的确定:注意:D‘代表分流道直径,S代表产品的肉厚,100-800代表产品重量。
中国模具设计网w w w .z g m j s j .c o m 中国模具设计网4)分流道进胶分为“平衡式进胶”和“非平衡式进胶”。
A、平衡式进胶:模具型腔在同一时间上进胶称之为“平衡式进胶”。
中国模具设计网w w w .z g m j s j .c o m 中国模具设计网中国模具设计网w w w .z g m j s j .c o m中国模具设计网w w w .z g m j s j .c o mB、非平衡式进胶:模具各个型腔进胶的时间不一样。
中国模具设计网w w w .z g m j s j .c o m中国模具设计网w w w .z g m j s j .c o m5)分流道设计要点:A、主分流道直径“M”一般大于次分流道直径“N”一个等级,如“M”取8,侧“N”取6。
如果还有其它最次的分流道,就会最小一个等级,一般直到直径达到“4”左右。
如果塑料的流动很好,还可以小。
B、主分流道一般会长出次分流道一段距离,如上所述为“L”。
多余的部分主要为了储存可流动塑料当中的冷料部分,“L”可等于1.5x”N” 或者1.5x”M”中国模具设计网w w w .z g m j s j .c o m 中国模具设计网3、冷料井: 1)设计位置:A、主流道与主分流道交叉的底部;B、主次分流道交叉的底部;2)设计要点:A、冷料井直径理论上越大越好,一般设计等于主分流道的直径。
B、冷料井实际上就是一个孔,它的底部一般会设计一个抓料梢或者一个顶针。
冷料井里面的塑料冷却固化成形之后,必须去除掉,才能满足下次的填充,所以顶针是有必要的。
抓料梢主要在主流道与主分流道交叉的底部,因为主流道长且有一定的份量,所在在此下面都会设计一个抓料梢。
C、冷料井沉下去4-8毫米即可。
中国模具设计网w w w .z g m j s j .c o m中国模具设计网w w w .z g m j s j .c o m4、浇(胶)口:也可以为“进胶方式“。
提问:胶口的作用?1)大点胶口:也叫做”直接进胶“。
它没有分流道,直接用主流道进胶。
它主要适用于大而深的”桶状“类的产品,缺点就是主流道与产品没有分开,产品注塑出来之后还要去除胶口,会在进胶位置留下一个很明显的痕迹,影响产品的外观。
举例:水桶、电脑显示品后壳,洗脸盆等等。
中国模具设计网w w w .z g m j s j .c o m 中国模具设计网中国模具设计网w w w .z g m j s j .c o m 中国模具设计网2)标准胶口:也可称之为”侧胶口“或者”边胶口“。
适用于各种塑料,形状简单,加工修正都方便。
适用于各种形状的产品,但对细而长的桶形产品不适用。
此外,从模具中取出产品时,胶口与产品会接在一起,需要去除,所以会留下一个痕迹。
中国模具设计网w w w .z g m j s j .c o m 中国模具设计网标准胶口的相关参数:A、浇口长度:中小型产品取1-2mm ,大型产品取大于等于3mm 。
B、浇口宽度:中小型产品取0.5-0.8mm ,大型产品取1-1.5mm ,对于批量较大,要求不高的产品可取0.25-0.4mm .C、浇口高度:一般取产品肉厚的1/3-1/2,通常取0.5-1.5mm .中国模具设计网w w w .z g m j s j .c o m提问:从维护维修的方向出发,标准胶口长、宽、高三个尺寸的取数是大一点好还是小一点好?中国模具设计网w w w .z g m j s j .c o m=N /30=0.7-2高=NS注意:N为塑料成型常数;中国模具设计网w w w .z g m j s j .c mB=N /30L2=H+B/2注意:N为塑料成型常数;中国模具设计网w w .z g m j s j .c中国模具设计网w w w .z g m j s j .c o m 中国模具设计网4)扇形胶口:也可称之为“鱼尾状侧胶口”。
在注射是它可以降低产品的内应力,主适用于平板形的产品或者浅的壳形/盒形产品。
一样会有痕迹出现。
设计参数:A、深度h 依据产品肉厚来确定,一般h=0.25-1.5mm 。
B、浇口宽度b 一般等于L/4(L为浇口处的型腔宽度),一般不能小于8mm 。
中国模具设计网w w w .z g m j s j .c o m 中国模具设计网B=N /30注意:N为塑料成型常数; A为型腔表面积(中国模具设计网w w w .z g m j s j .m中国模具设计网w w w .z g m j s j .c o m中国模具设计网w w w .z g m j s j .c o m5)平逢式胶口:又可称之为“薄片浇口”,适用平板形的产品,例如手表带。
可流动的塑料以较低的速度均匀平稳地进入模具型腔,其料呈平行流动,这样可以避免产品变形。
但去除浇口困难,必须用专业工具将它去除,这会增加产品的成本,还会出现痕迹影响外观。
中国模具设计网w w w .z g m j s j .c o m 中国模具设计网中国模具设计网w w w .z g m j s j中国模具设计网w w w .z g m j s j .c o m6)潜伏式胶口:非常好用,几乎适用于所有的塑料模具和形状各异的产品. 广泛采用的原因:A、设置灵活,可在制品内外表面很多地方设置; B、浇口可以自动脱落且留下很小的浇口痕迹; C、它具有针点浇口的特点,但又与三板模结构简单,可提高生产效率,降低成本。
潜伏式胶口的分类:A、推切式:如右图,也可称之为“附加流道式”。
中国模具设计网w w w .z g m j s j .c o m 中国模具设计网B、二次流道式中国模具设计网w w w .z g m j s j .c o m中国模具设计网w w w .z g m j s j .c o mC、拿切式:中国模具设计网w w w .z g m j s j .c o m中国模具设计网w w w .z g m j s j .c o m中国模具设计网w w w .z g m j s j .c o模具设计网j s j .c o m中国模具设计网w w w .z g m j s j .c o m9) 护耳式胶口:用于肉厚大的产品或者透明的塑料来减少流痕.中国模具设计网w w w .z g m j s j .c o m中国模具设计网w w w .z g m j s j .c o m10)牛角式进胶:也称为”蕉形入水”中国模具设计网w w w .z g m j s j .c o m中国模具设计网w w w .z g m j s j .c o m11) 针点胶口:中国模具设计网w w w .z g m j s j .c o m 中国模具设计网中国模具设计网w w w .z g m j s j .c o m中国模具设计网w w w .z g m j s j .c o m。