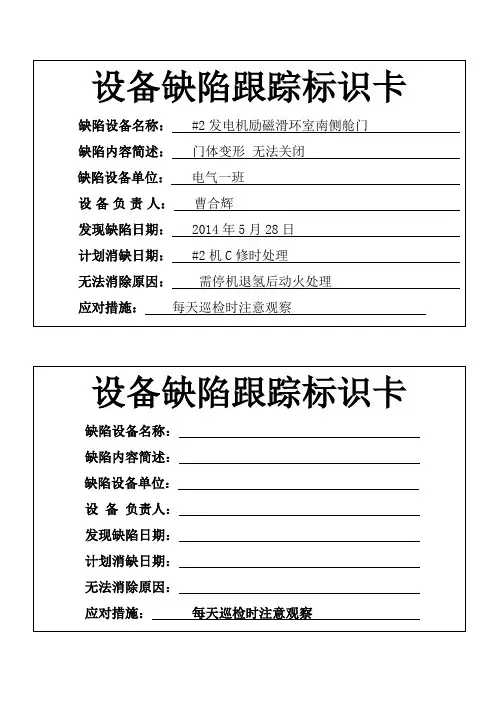
缺陷标识卡模板
- 格式:ppt
- 大小:233.00 KB
- 文档页数:1
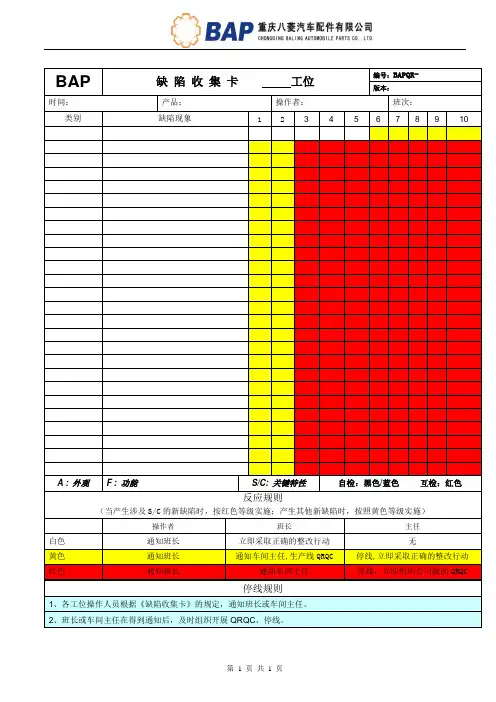
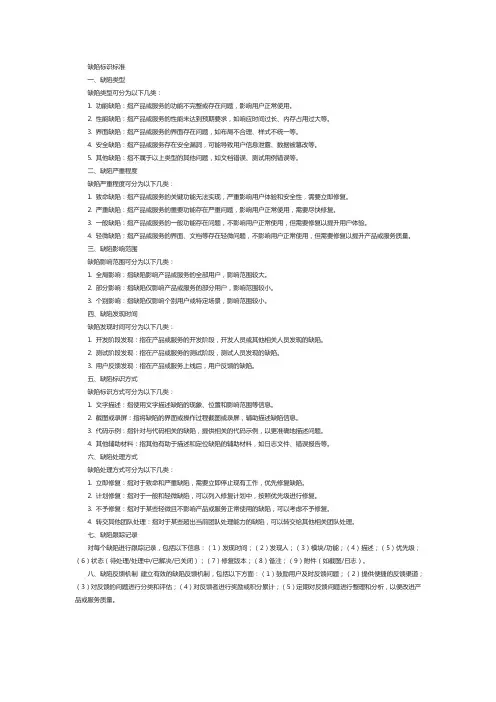
缺陷标识标准一、缺陷类型缺陷类型可分为以下几类:1. 功能缺陷:指产品或服务的功能不完整或存在问题,影响用户正常使用。
2. 性能缺陷:指产品或服务的性能未达到预期要求,如响应时间过长、内存占用过大等。
3. 界面缺陷:指产品或服务的界面存在问题,如布局不合理、样式不统一等。
4. 安全缺陷:指产品或服务存在安全漏洞,可能导致用户信息泄露、数据被篡改等。
5. 其他缺陷:指不属于以上类型的其他问题,如文档错误、测试用例错误等。
二、缺陷严重程度缺陷严重程度可分为以下几类:1. 致命缺陷:指产品或服务的关键功能无法实现,严重影响用户体验和安全性,需要立即修复。
2. 严重缺陷:指产品或服务的重要功能存在严重问题,影响用户正常使用,需要尽快修复。
3. 一般缺陷:指产品或服务的一般功能存在问题,不影响用户正常使用,但需要修复以提升用户体验。
4. 轻微缺陷:指产品或服务的界面、文档等存在轻微问题,不影响用户正常使用,但需要修复以提升产品或服务质量。
三、缺陷影响范围缺陷影响范围可分为以下几类:1. 全局影响:指缺陷影响产品或服务的全部用户,影响范围较大。
2. 部分影响:指缺陷仅影响产品或服务的部分用户,影响范围较小。
3. 个别影响:指缺陷仅影响个别用户或特定场景,影响范围较小。
四、缺陷发现时间缺陷发现时间可分为以下几类:1. 开发阶段发现:指在产品或服务的开发阶段,开发人员或其他相关人员发现的缺陷。
2. 测试阶段发现:指在产品或服务的测试阶段,测试人员发现的缺陷。
3. 用户反馈发现:指在产品或服务上线后,用户反馈的缺陷。
五、缺陷标识方式缺陷标识方式可分为以下几类:1. 文字描述:指使用文字描述缺陷的现象、位置和影响范围等信息。
2. 截图或录屏:指将缺陷的界面或操作过程截图或录屏,辅助描述缺陷信息。
3. 代码示例:指针对与代码相关的缺陷,提供相关的代码示例,以更准确地描述问题。
4. 其他辅助材料:指其他有助于描述和定位缺陷的辅助材料,如日志文件、错误报告等。
会议专题缺陷记录处理表 1月19日第一次提交
缺陷说明:
S1级:发现一项被测系统正确运行的严重问题:
——导致系统崩溃
——出现不可挽救的数据丢失或损坏
——主业务流程出现断点
——导致死机
——内存泄漏
S2级:发现影响被测模块正确运行的严重问题:
——导致程序模块丢失或未实现
——软件错误导致数据丢失;
——被测数据处理错误
——用户需求未实现
S3级:发现影响被测功能正确实现的问题
S4级:一般性的错误或功能实现有不完善处
S5级:建议性问题
测试报告说明:
1. 点击操作用“——”表示;
2. 部分错误截图随邮件附件发送,截图名称与缺陷列表中注明的截图编号对应;
3. 测试报告每天提交两次,分别为:中午12时前,晚上5时前;
4. 缺陷经确认并修改完成后,请及时将缺陷报告填写完整并反馈,以便回归测试。
目录
缺陷HYZT001 (1)
缺陷HYZT002 (1)
缺陷HYZT003 (2)
缺陷HYZT004 (3)
缺陷HYZT005 (3)
缺陷HYZT006 (4)
缺陷HYZT007 (5)
缺陷HYZT008 (5)
缺陷HYZT009 (6)
缺陷HYZT010 (7)
缺陷HYZT001
缺陷HYZT002
缺陷HYZT003
缺陷HYZT004
缺陷HYZT005
缺陷HYZT006
缺陷HYZT007
缺陷HYZT008
缺陷HYZT009
缺陷HYZT010。
质 量 等 级
1级2级3级
质 量 等 级
1级2级3级
质 量 等 级
1级2级3级
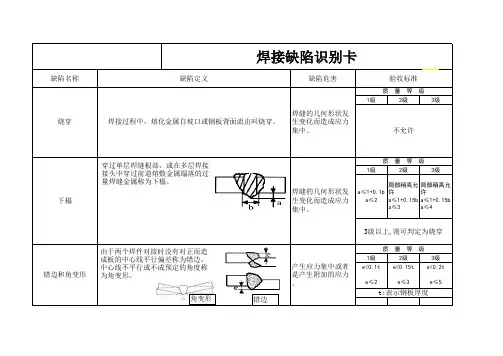
错边和角变形
产生应力集中或者
是产生附加的应力。
e<0.1t
e≤2
e<0.15t
e≤3
e<0.2t
e≤5
t:表示钢板厚度
焊缝的几何形状发
生变化而造成应力
集中。
焊接过程中,熔化金属自坡口或钢板背面流出叫烧穿。
局部稍高允
许
a≤1+0.15b
a≤4
3级以上,则可判定为烧穿
下榻
局部稍高允
许
a≤1+0.15b
a≤3
不允许
a≤1+0.1b
a≤2
焊缝的几何形状发
生变化而造成应力
集中。
烧穿焊接缺陷识别卡
缺陷名称缺陷定义缺陷危害验收标准
穿过单层焊缝根部,或在多层焊接
接头中穿过前道熔敷金属塌落的过
量焊缝金属称为下榻。
由于两个焊件对接时没有对正而造
成板的中心线平行偏差称为错边。
中心线不平行或不成预定的角度称
为角变形。
角变形错边
制表审核批准。
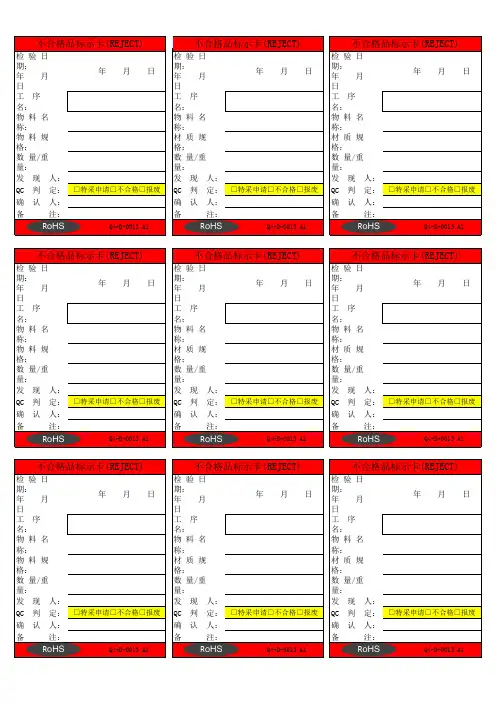
检 验 日期:年 月日检 验 日期:年 月日检 验 日期:年 月日工 序名:工 序名:工 序名:物 料 名称:物 料 名称:物 料 名称:物 料 规格:材 质 规格:材 质 规格:数 量/重量:数 量/重量:数 量/重量:发 现 人:发 现 人:发 现 人:QC 判 定:QC 判 定:QC 判 定:确 认 人:确 认 人:确 认 人:备 注:备 注:备 注:检 验 日期:年 月日检 验 日期:年 月日检 验 日期:年 月日工 序名:工 序名:工 序名:物 料 名称:物 料 名称:物 料 名称:物 料 规格:材 质 规格:材 质 规格:数 量/重量:数 量/重量:数 量/重量:发 现 人:发 现 人:发 现 人:QC 判 定:QC 判 定:QC 判 定:确 认 人:确 认 人:确 认 人:备 注:备 注:备 注:检 验 日期:年 月日检 验 日期:年 月日检 验 日期:年 月日工 序名:工 序名:工 序名:物 料 名称:物 料 名称:物 料 名称:物 料 规格:材 质 规格:材 质 规格:数 量/重量:数 量/重量:数 量/重量:发 现 人:发 现 人:发 现 人:QC 判 定:QC 判 定:QC 判 定:确 认 人:确 认 人:确 认 人:备 注:备 注:备 注:□特采申请□不合格□报废□特采申请□不合格□报废□特采申请□不合格□报废Q4-D-0013 A1Q4-D-0013 A1Q4-D-0013 A1不合格品标示卡(REJECT)不合格品标示卡(REJECT)不合格品标示卡(REJECT)不合格品标示卡(REJECT)不合格品标示卡(REJECT) 年 月 日 年 月 日 年 月 日□特采申请□不合格□报废□特采申请□不合格□报废□特采申请□不合格□报废Q4-D-0013 A1Q4-D-0013 A1Q4-D-0013 A1□特采申请□不合格□报废Q4-D-0013 A1Q4-D-0013 A1Q4-D-0013 A1 年 月 日□特采申请□不合格□报废不合格品标示卡(REJECT) 年 月 日□特采申请□不合格□报废不合格品标示卡(REJECT)不合格品标示卡(REJECT) 年 月 日 年 月 日 年 月 日不合格品标示卡(REJECT) 年 月 日R oHSR oHSR oHSR oHSR oHSR oHSR oHSR oHSR oHS。
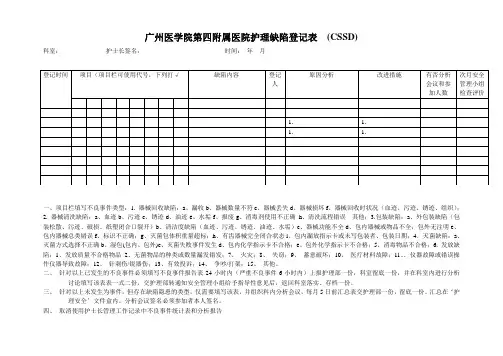
广州医学院第四附属医院护理缺陷登记表(CSSD)
科室:护士长签名:时间:年月
一、项目栏填写不良事件类型:1. 器械回收缺陷:a、漏收b、器械数量不符c、器械丢失d、器械损坏f、器械回收时状况(血迹、污迹、锈迹、组织);
2. 器械清洗缺陷:a、血迹b、污迹c、锈迹d、油迹e、水垢f、报废g、消毒剂使用不正确h、清洗流程错误其他;
3.包装缺陷:a、外包装缺陷(包装松散、污迹、破损、纸塑闭合口裂开)b、清洁度缺陷(血迹、污迹、锈迹、油迹、水垢)c、器械功能不全d、包内器械或物品不全,包外无注明e、包内器械总类错误f、标识不正确;g、灭菌包体积重量超标;h、有齿器械完全闭合状态i、包内漏放指示卡或未写包装者、包装日期;4.灭菌缺陷:a、灭菌方式选择不正确b、湿包(包内、包外)c、灭菌失败事件发生d、包内化学指示卡不合格;e、包外化学指示卡不合格;5、消毒物品不合格;6. 发放缺陷:1、发放质量不合格物品2、无菌物品的种类或数量漏发错发;7、火灾;8、失窃;9、蓄意破坏;10、医疗材料故障;11、.仪器故障或错误操作仪器导致故障;12、针刺伤/锐器伤;13、有效投诉;14、争吵/打架;15、其他。
二、针对以上已发生的不良事件必须填写不良事件报告表24小时内(严重不良事件6小时内)上报护理部一份,科室留底一份,并在科室内进行分析
讨论填写该表表一式二份,交护理部转通知安全管理小组给予指导性意见后,返回科室落实、存档一份。
三、针对以上未发生为事件,但存在缺陷隐患的类型,仅需要填写该表,并组织科内分析会议,每月5日前汇总表交护理部一份,留底一份。
汇总在‘护
理安全’文件盒内。
分析会议签名必须参加者本人签名。
四、取消使用护士长管理工作记录中不良事件统计表和分析报告。
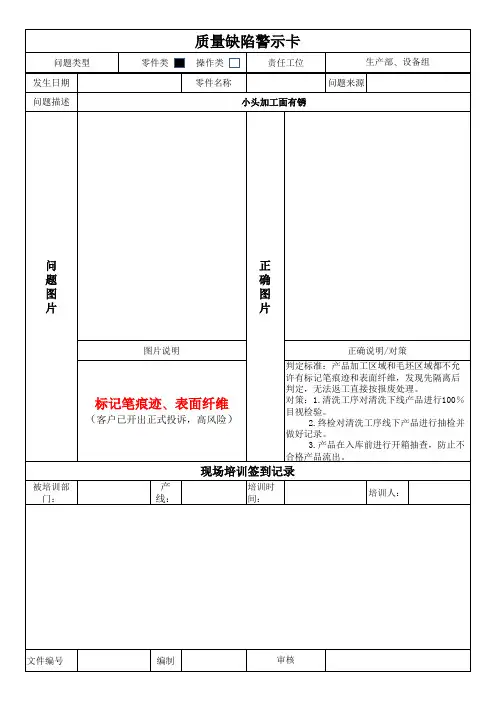
制造者:工序名称:零件名称:发现途径:
发现问题
5
图片
第一后果第二多次
1问题
2
根本
3
工位#内容
断点
4
标识
悬挂
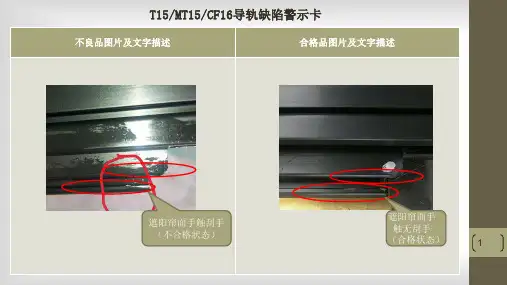
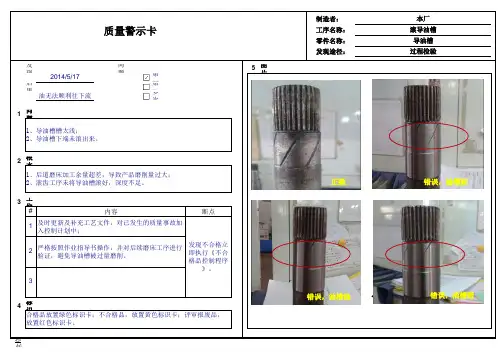
1、导油槽槽太浅;
2、导油槽下端未滚出来。
1、后道磨床加工余量超差,导致产品磨削量过大;2、滚齿工序未将导油槽滚好,深度不足。
质量警示卡
1
23
合格品放置绿色标识卡;不合格品,放置黄色标识卡;评审报废品,放置红色标识卡。
发现不合格立即执行《不合格品控制程序
》。
及时更新及补充工艺文件,对已发生的质量事故加入控制计划中;
严格按照作业指导书操作,并对后续磨床工序进行验证,避免导油槽被过量磨削。
本厂滚导油槽导油槽过程检验
2014/5/17油无法顺利往下流
正确错误,油槽短
错误,油槽短
错误,油槽浅。