三坐标测量机长度测量不确定度评定_曹雪梅
- 格式:pdf
- 大小:1.66 MB
- 文档页数:4
10.16638/ki.1671-7988.2019.21.024浅析测量不确定度评定及在三坐标测量机的应用谢周武(广州汽车集团股份有限公司汽车工程研究院,广东广州511434)摘要:随着科学的进步及对精工极致的追求,测量不确定度评定越来越多的应用于检测实验室,用测量结果及测量结果的不确定度判断零部件某一属性的质量情况。
文章以JJF1059.1-2012《测量不确定度评定与指南》为基础,浅析测量不确定度的定义及评定的一般流程,并以三坐标测量机检测二等标准量块的不确定度评定为例加以描述。
关键词:测量结果;测量不确定度;三坐标测量机中图分类号:U467 文献标识码:B 文章编号:1671-7988(2019)21-70-03The evaluation of measurement uncertainty and its application in CMM are analyzedXie Zhouwu(Guangzhou automotive engineering research institute, Guangdong Guangzhou 511434)Abstract: With the progress of science and the pursuit of the perfection of seiko, the evaluation of measurement uncertainty is more and more applied in testing laboratories. The quality of a component can be judged by the measurement results and the uncertainty of the measurement results. Based on JJF1059.1-2012 measurement uncertainty evaluation and guidelines, this paper analyzes the definition of measurement uncertainty and the general process of evaluation, and describes the uncertainty evaluation of second-class standard gauge block detected by CMM as an example.Keywords: Measurement results; Measurement uncertainty; Coordinate measuring machineCLC NO.: U467 Document Code: B Article ID: 1671-7988(2019)21-70-03前言随着精密测量设备的发展,测量已成为汽车行业发展的重要基础,想要提高产品的的竞争力,就必须改善产品的质量,而改善产品的质量需要通过测量发现产品零部件存在的缺陷和改善的空间。
测量不确定度评估示例C.1 尺寸测量示值误差E测量结果的不确定度计算C.1.1 测量模型对标准器进行测量,得到的测量尺寸示值E的标准不确定度为:u2 (E)= u2 (εcal)+u2(εα)+ u2(εt)+ u2(εalign) +u2(εfixt) +u2(εR)其中:εcal——标准器的校准误差;εα——标准器的热膨胀系数引起的E误差;εt——输入的标准器温度引起的E误差;εalign——标准器定向引起的E误差;εfixt ——标准器装卡稳定性引起的E误差;εR——测量重复性引起的E误差。
C.1.2 不确定度因素分析C.1.2.1 u(εcal)为标准器校准值Ls的标准不确定度。
u(εcal)=U cal/k其中:U cal——标准器校准证书上注明的扩展不确定度;k——标准器校准证书上注明扩展不确定度的扩展因子。
C1.2.2 u(εα)为标准器热膨胀系数αs引起E的标准不确定度,根据标准器的校准证书确定标准不确定度值。
本参数只有当被校坐标测量机要求输入热膨胀系数时才需要考虑。
对于没有温度修正功能的坐标测量机,此项不需要考虑,即认为u(εα)=0。
u(εα)=L×(|t-20℃|)×u(α)其中:L——标准器长度;t——测量时标准器的温度;u(α)——标准器热膨胀系数引起的E标准不确定度。
式中t应在每个测量位置分别确定。
C.1.2.3 u(εt)为标准器温度测量引起E的标准不确定度。
由于标准器的温度测量是坐标测量机上的功能,测量误差是坐标测量机示值误差的一部分,与校准方法无关,不予单独考虑。
当被校坐标测量机有温度补偿功能,此项不确定度不予考虑。
只有当被校坐标测量机具有温度补偿功能,但标准器的温度值是有校准方的温度测量系统获得的,此时:u(εt)=L·α·u(t)其中:L——标准器长度;α——标准器的热膨胀系数;u(t)——标准器温度值的标准不确定度。
三坐标测量机测量形位公差不确定度的来源及评定摘要:根据形位公差理论和测量不确定度的相关规范,介绍了用三坐标测量机测量形位公差其不确定度的来源和评定方法,为类似齿轮箱这样机械产品的测量和设计提供一定的参考。
关键词:三坐标测量机;形位公差;不确定度。
1.前言在传统的几何量测量中,得到测量值的准确性高低,很大程度上取决于操作者水平的高低(如经验、操作方法、时间紧迫性等),不可控因素太多。
但随着科学技术发展,对测量技术和测量准确度要求却越来越高,三坐标测量机正是在这样的时代要求背景下出现的,它的出现很大程度上与数控机床的测量需求和计算机技术的迅猛发展有关。
三坐标测量机的发展也非常迅速,从过去的人工操作到现在基本上实现了计算机控制下整个测量过程的自动完成;同时它不仅可以完成各种比较复杂的测量,而且现在还可以实现对数控机床加工的控制。
因此,可以毫不夸张的说,三坐标测量机已经成为现代工业生产和检测中的重要测量设备,广泛地用于机械制造行业等。
三坐标测量机用于零部件的尺寸误差和形位误差的测量,特别是对于形位误差的测量更能显示其高准确度、高效率、测量范围大的优点。
但是在实际测量过程中也经常会出现一些问题,有时可能直接影响到检测结果的准确可靠。
形位公差,国家标准一共规定了包括直线度、平面度、圆度等在内的总计14个项目,由于形位公差项目较多且相互间还存在着一定的包含关系,因此形位公差一直是机械设计、制造与检测中的难点之一。
任何测量都不可避免的具有不确定度,三坐标测量机测量形位公差也不例外。
由于形位公差测量的复杂性,以及三坐标测量机的较高准确性;如何评定三坐标测量机测量形位公差的不确定度,也是摆在我们面前的一道难题。
本文在三坐标测量机测量形位公差不确定度的来源和评定方法等方面进行了较为全面的分析,并提供了一个具体案例供大家参考。
2.三坐标测量机测量形位公差不确定度的来源找出所有影响测量不确定度的因素,即所有的测量不确定度来源是评定测量不确定度的关键一步。
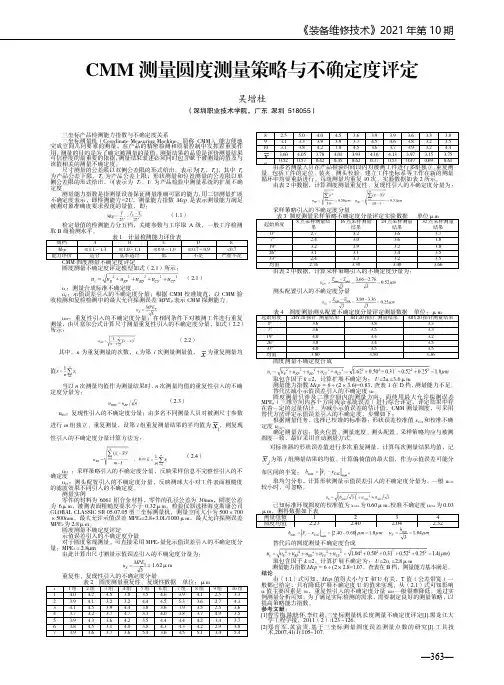
《装备维修技术》2021年第10期—363—CMM 测量圆度测量策略与不确定度评定吴增桂(深圳职业技术学院,广东 深圳 518055)三坐标产品检测能力指数与不确定度关系三坐标测量机(Coordinate Measuring Machine,简称 CMM),能方便地完成空间几何要素的测量,在产品的精密检测和质量控制中发挥着重要作用。
测量的目的是为了确定被测量的量值。
测量结果的品质是评价测量结果可信程度的最重要的依据,测量结果表述必须同时包含赋予被测量的值及与该值相关的测量不确定度。
尺寸测量的公差限以双侧公差限的形式给出,表示为[T L ,T U ],其中T L为产品公差下限,T U 为产品公差上限;形状测量和位置测量的公差限以单侧公差限的形式给出,可表示为T U 。
U 为产品检验中测量系统的扩展不确定度。
测量能力指数是指测量设备保证测量准确可靠的能力,用二倍测量扩展不确定度表示,即检测能力=2U ,测量能力指数Mcp 是表示测量能力满足被测对象准确度要求程度的量值,即:(1.1)检定量值的检测能力分五档,关键参数与工序取A 级,一般工序检测取B 级检测水平。
表1 计量检测能力评价表级档 A B C D EMcp ≤1.1~1.3 ≤1.0~1.1 ≤0.9~1.0≤0.7~0.9<0.7 能力评价适合基本适合低不足严重不足CMM 圆度测量不确定度评定圆度测量不确定度评定模型如式(2.1)所示:(2.1)u c :测量合成标准不确定度。
u E :示值误差引入的不确定度分量;根据CMM 校准规范,以CMM 验收检测和复检检测中的最大允许探测误差MPE P 表示CMM 探测能力。
u RP :重复性引入的不确定度分量;在相同条件下对被测工件进行重复测量,由贝塞尔公式计算尺寸测量重复性引入的不确定度分量,如式(2.2)所示:(2.2)其中,n 为重复测量的次数,x i 为第i 次测量测量值,为重复测量均值当以n 次测量均值作为测量结果时,n 次测量均值的重复性引入的不确定度分量为:(2.3)u RD :复现性引入的不确定度分量;由多名不同测量人员对被测尺寸参数进行m 组独立、重复测量,设第i 组重复测量结果的平均值为,则复现性引入的不确定度分量计算方法为:(2.4)u CY :采样策略引入的不确定度分量,反映采样信息不完整性引入的不确定度u CT :测头配置引入的不确定度分量,反映测球大小对工件表面粗糙度的滤波效果不同引入的不确定度。
三坐标测量机校准装置建标技术要求及测量结果的不确定度评定文章摘要:随着经济建设的发展及外资企业的进入,三坐标测量机在许多三资企业、国有大中型企业及汽车零部件制造企业相继得到引进应用。
国内一些企业也生产各种不同精度、不同规格的三坐标测量机。
由于该种类型仪器的精度需要进行有效的实施监测,确保量值传递的准确性,才能使其在生产中发挥应有的作用,为此建立三坐标测量机校准装置是十分必要的。
关键词:三坐标测量机校准测量结果不确定度评定文章正文:三坐标测量机是现代精密加工中必不可少的精密测量设备,它不但可以完成常规二维坐标的测量,重要的是由于它的产生使得三维曲面的精确测量成为可能,特别是对复杂空间位置、空间曲面的测量不但可以成为可能,而且还可以通过CAD、CAM、CNC系统直接对加工机床进行加工过程的指导性控制。
由于它具有高精密度及由计算机系统控制的智能功能,因此被广泛应用于汽车、摩托车、航空航天、飞机制造及模具制造等加工业。
一、三坐标测量机校准装置计量标准的工作原理及其组成,根据JJF1064-2010《坐标测量机校准规范》,三坐标测量机示值误差校准方法和综合示值误差校准方法与原理如下:1、示值误差校准方法:按照JJF1064-2010的要求,采用激光干涉仪对三坐标测量机每一个坐标进行单独校准,并且要求在正、反行程方向进行校准。
原理如图1所示。
一、2、综合示值误差校准方法及原理:(1)单轴坐标综合示值误差的校准,将量块借助支撑架固定在平行于坐标轴线的任意位置,同时是处于工作行程的中间部位,原理如图2所示。
(2)空间综合示值误差的校准,将量块借助支撑架固定在三坐标测量机空间对角线方位的中间部位,这一检定分别在四个对角线进行,原理如如图3所示。
3、计量标准的组成:(1)激光干涉仪;(2)量块;(3)标准球。
二、三坐标测量机校准装置计量标准的主要技术指标1、激光干涉仪规格:XL-80测量范围:(0~80000)mmMPE:±(0.03+0.5L)μm2、量块(1)规格:30 mm、125mm、250mm、500mm、600mm、700mm、1000mm测量范围:(30~1000)mm等级:二等(2)规格:大八块测量范围:(125~500)mm等级:三等(3)规格:大五块测量范围:(600~1000)mm等级:三等3、标准球规格:Φ25mm、Φ19mm三、测量结果的不确定度评定1 概述1.1 测量方法:依据JJF1064-2010《坐标测量机校准规范》。
坐标测量机是一种集成了光电子、精密机械、计算机科学、测试计量技术与仪器仪表于一体的效率高、功能多的精密测试仪器,可以完成对很多工艺形貌复杂零件(工件)的快速、高效、准确测量。
与传统长度类尺寸测量仪器相比,三坐标测量机测量在自动化检测、测量精度控制、大型复杂工件测量方面拥有巨大的优越性。
三坐标测量机在广泛应用的同时,测量不确定度的准确合理评定方法也受到了关注。
只有测量参数结果中包含了测量不确定度的测量结果,测量参数结果才是精准的、可靠的、有应用价值的。
1 测量原理和模型三坐标测量机测量量块尺寸是通过建立空间坐标系测量量块端面“点-面”或者“面-面”距离而得到的,而被测坐标测量机测量范围视具体仪器而定。
一般单轴不超过1m ,其分辨率分为1μm 和0.1μm 两种。
测量精度在2μm 左右,尺寸测量误差用量块校准。
部分坐标测量机(如划线机)测量范围往往很大,最大可超过10m ,分辨率为1μm ,测量精度在10μm 量级,需要利用激光干涉仪对其单轴的测量精度进行补充校准。
其中,光栅尺是坐标测量机的基准,基准保持恒定才能确保结果可靠。
由于光栅尺本身几乎没有热膨胀,而且光栅尺在测量机中是悬浮安装,从而保证测量温度和测量精度。
在空间三维坐标系F (a ,b ,c )中,定义面V 和面V 1,面采点集合S i (i =1,2,…,N )为面V 上一组随机点。
依据点到平面的计算公式,令S i (i =1,2,…,N )为CMM 测头在标准器端面采集点,即端面的拟合平面为:Z =ax +by +c (1)则由最小二乘法的平面V 到平面V 1上S 点的距离为:221b a z c by ax l kk k ++−++=(2)在操作中应用测量原理时要注意以下几个方面:应用三坐标测量机几何量长度测量原理时,蓝宝石测头在测量前要进行校准测量,且探测误差测量值要在最大允许误差内,同时对于面上点集合的采集尽量使采集面的面积与量块实际面积的端面相当。
测 量 不 确 定 度 报 告47BQD-02-20171目的为了验证产品长度尺寸与设计值的符合性,需要对产品的长度尺寸进行测量,三坐标测量机测量分辨率高是一种有效的测量设备。
根据JJF1059.1-2012《测量不确定度评定与表示》对三坐标测量机的长度测量进行测量不确定度评定。
2依据GB/T3177-2009 产品几何技术规范(GPS)光滑工件尺寸的检验 3适用范围用单一材料或层积材料制成的有一定刚性的产品,产品尺寸在设备测量范围以内。
4方法概要采用三坐标测量机对任意工件(本例中采用长度为30mm 的五等量块)在标准环境(温度20±2℃,湿度<65%RH )中,进行测量,在直角坐标系空间的有效量程上,记录三坐标测量机示值,各机器轴向测量5次,得到15组读数,将其中任意5组读数的均值作为测量结果。
5数学模型由测量的方式,建立数学模型如下:(采用30mm 的量块)i i T M = (i =1,2…15)式中:i M ——测量结果,i T ——三坐标测量机的读数 6使用的计量器具、标准物质和仪器设备① 三坐标测量机,该设备的分辨率为0.5μm ,假定均匀分布,k =31/2 ② 三坐标测量机,该设备的校准证书指出最大允许示值误差(MPE E )为 8.0+7.5L/1000 (μm ) ,在本例中L=30mm ,得MPE E =8.225μm ,假定均匀分布,k =31/2;③ 三坐标测量机,该设备的校准证书指出最大允许探测误差(MPE P )为8.0μm,假定均匀分布,k=31/2。
④三坐标测量机,在测量期间,量块与环境温度的温差大约会在±1℃之内,根据钢的热膨胀系数(12.2×10-6m/m·℃)得到1℃的偏差在0.366μm,假定为均匀分布,k=31/2。
7测量结果M及典型值用30mm量块进行15次测量结果如下:Y轴(mm) X轴(mm) Z轴(mm)读数1 读数2 读数3 读数1 读数2 读数3 读数1 读数2 读数3 30.156 30.157 30.157 30.154 30.153 30.153 30.150 30.151 30.151 读数4 读数5 / 读数4 读数5 / 读数4 读数5 / 30.156 30.155 / 30.152 30.151 / 30.150 30.150 /平均值: 30.153mm8不确定度分量的识别、分析和量化按照数学模型及方法概要,其不确定度来源有5方面:① M的测量重复性u1 (M)(8.1)②三坐标测量机的分辨率引入的标准不确定度u2 (M)(8.2)③三坐标测量机的最大允许示值误差引入的标准不确定度u3 (M)(8.3)④三坐标测量机的最大允许探测误差引入的标准不确定度u4(M)(8.4)(M) (8.5)⑤三坐标测量机的与被测件温差引入的标准不确定度u58.1 测量重复性u1(M)用30mm量块进行5次均值测量重复性,贝塞尔公式计算单次测量标准差s(M)=[∑M i2/(n-1)]1/2= 0.002604mm∴ u1(M)=s(M)/ 51/2= 0.001165mm8.2 设备的分辨率引入的标准不确定度u2(M)因设备的示值误差±0.5μm,假定为均匀分布,k=31/2,u2(M)=0.5/31/2=0.2887μm8.3 设备的最大允许示值误差引入的标准不确定度u3(M)设备的最大允许示值误差是MPE E=8.225μm,假定均匀分布,k=31/2u3(M)=8.225/31/2=4.749μm8.4设备的最大允许探测误差引入的标准不确定度u4(M)设备的最大允许探测误差是MPE P =8μm,假定均匀分布,k=31/2U4(M)=8/31/2=4.619μm8.5设备与被测件的温差导致偏差为0.366μm,假定均匀分布,k=31/2 U5(M)=0.366/31/2=0.2113μm9计算合成标准不确定度u c(M)符号来源类别量值(μm)量序U1(M) 测量重复性A类 1.165 1U2(M)设备分辨率B类0.2887 2U3(M) 设备示值误差B类 4.749 3U4(M) 设备探测误差B类 4.619 4U5(M)与被测件温差B类0.2113 5u c(M)=[∑u i2(M)]1/2=(1.1652+0.28872+4.7492+4.6192+0.21132)1/2=6.736μm10计算扩展不确定U(M)取k=2,U(M)=2×u c(M)=2×6.736=13.472≈14μm11结果完整表达该量块的测量结果M=30.153mmU(M)=14μm, k=2编制人吕欣审核人批准人日期2017-11-20 日期日期。
CMM尺寸测量不确定度模型与评定方法三坐标测量机(CMM)由于其测量任务的多样性和误差的复杂性,使得合理评定测量结果的不确定度非常困难,限制了测量机的应用,面向任务的不确定度评定已成为坐标测量机应用中亟待解决的难题。
论文以CMM尺寸测量为对象,针对CMM面向任务的不确定度分析、不确定度模型、不确定度估计方法等问题进行了较为系统深入的研究。
主要研究工作和创新点如下:(1)系统研究了测量不确定度分析方法。
指出通常的误差源分析方法不适合CMM面向任务的不确定度分析,提出了一种基于测量系统量值特性的不确定度分析法,该方法将测量系统统计分析与不确定度分析融为一体,使不确定度分析简单有效,且更具可操作性,适用于各种测量模型、测量方法和测量仪器,对测量不确定度的应用和推广具有重要意义。
(2)建立了CMM面向任务的不确定度模型。
给出了具体的不确定度透明箱和黑箱建模方法,提出了一种简单实用的虚拟坐标测量机评定方法(SVCMM)。
分析了基于测量模型的不确定度透明箱模型的适用性和局限性,重点研究了基于量值特性的不确定度黑箱模型在CMM面向任务不确定度评定中的应用。
(3)系统研究不确定度估计方法,比较了灵敏度分析方法、蒙特卡罗方法(MCM)及SVCMM三种方法的适用性,提出了采用量值特性不确定度分析法、不确定度黑箱模型、MCM随机仿真与统计参数估计的优化组合,进行CMM面向任务的测量不确定度评定,对科学合理评定测量不确定度发挥重要作用。
(4)基于上述不确定度理论与方法,研究了CMM三种典型尺寸测量方案的不确定度评定,根据各种测量方案的不确定度评定结果,分析讨论了测量方案与测量精度的关系,为提升CMM的应用价值提供可靠的理论依据。
(5)编制了CMM面向尺寸测量任务的测量不确定度离线评定软件,对测量不确定度进行自动评定,并给出符合产品几何技术规范(GPS)的测量结果报告,为实现CMM测量不确定度的智能化评定奠定了基础。
(6)通过评定实例,讨论了不同评定方法的一致性和差异性,总结了不同评定方法的特点及适用性,验证了采用量值分析建立不确定度黑箱模型,并结合MCM 应用于测量结果评定,是解决CMM面向任务的测量不确定度评定的最优方案,为提升CMM应用价值提供参考。
三坐标测量机示值校准结果不确定度的评定1. 测量方法(依据JJF1064-2004《坐标测量机校准规范》)尺寸测量校准方法的原理,是通过比较5个不同长度的尺寸实物标准器的校准值和指示值,评价测量尺寸的坐标测量机是否符合规定的最大允许示值误差MPE E 。
5个尺寸实物标准器放在测量空间的7个不同的方向或位置,各测量3次,共进行105次测量。
大值与最小值的。
2. 数学模型对标准器进行测量,得到的测量长度值为E L L L t L L L S S S +∆-∆-∆-∆+=321α其中S L 标准器的校准长度,1L ∆为标准器形状误差等因素引起的误差,2L ∆为长度稳定性引起的误差,3L ∆为测量重复性引起的误差,S α为标准器的热膨胀系数,t ∆为标准器温度对20℃的偏差,E 为坐标测量机的示值L 的误差。
3. 灵敏度系数11/1≈∆+=∂∂=t L L c S S α t L L L c S S ∆=∂∂=/2 S S L t L c α=∆∂∂=)(/3 1)(/14-=∆∂∂=L L c 1)(/25-=∆∂∂=L L c 1)(/36-=∆∂∂=L L c 1/7=∂∂=E L c4. 标准不确定度1u 为标准器校准值S L 的标准不确定度,2u 为标准器热膨胀系数s α的标准不确定度,根据标准器的校准证书确定标准不确定度值。
3u 为标准器温度测量的标准不确定度,由于标准器的温度测量是坐标测量机上的功能,测量误差是坐标测量机示值误差的一部分,与校准方法无关,不予单独考虑。
4u 为标准器的长度变动量引入的标准不确定度。
5u 为标准器的长度稳定度引入的标准不确定度。
6u 为测量重复性引入的标准不确定度。
7u 为坐标测量机示值误差的标准不确定度,也是坐标测量机的测量示值误差的组成部分,与校准方法无关,不予单独考虑。
5. 合成标准不确定度[]2/12625242221)(u u u tu L u u S c +++∆+=。