项目1-1 数控系统的硬件连接
- 格式:ppt
- 大小:7.19 MB
- 文档页数:34
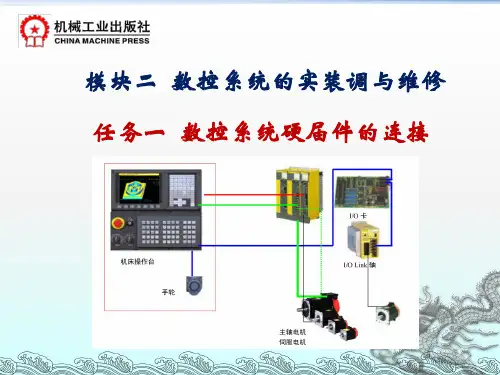

第一章数控系统的硬件和连接1.1 系统介绍系统组成无论是哪个品牌的数控系统一般都是由以下几部分组成的:.CNC控制器集成式:将显示器、操作键盘、CNC控制器集成在一起独立式:CNC控制器是独立的一个模块,不跟显示器、操作键盘在一起. 驱动器和电机不同的系统会配置不同型号的电机。
一个驱动器带一个电机工作,双轴驱动器可同时带两个电机工作。
步进系统:步进驱动器驱动步进电机,根据系统的不同电机又可分为三相(凯恩帝系统)、五相(西门子802S)。
伺服系统:伺服放大器驱动伺服电机。
根据系统的不同伺服电机又可分为模拟的(802C)、数字的(802D以上)。
电机的反馈装置可分为旋转变压器(802C)、脉冲编码器(802D以上)。
电机根据设计的需要分为带键、光轴、带抱闸、不带抱闸等。
. 电缆连接CNC控制器到驱动器的电缆为速度给定电缆和位置反馈值电缆;连接驱动器到电机的电缆为编码器电缆和电机动力电缆。
1.2 系统的硬件构成下面两图分别为802S base lise和802C base lise的系统构成802Se系统可控制2个或3个步进电机和一个变频主轴。
步进电机的控制信号为脉冲、方向和使能,步距角为0.36度。
802Ce系统可控制2到3个1FK6×××…伺服进给轴和一个伺服主轴或变频主轴。
1.3 系统的连接系统的接口布局一般系统的接口都位于机箱的背面,802Se和802Ce具有不同的接口布置。
电源端子X1系统的工作电源为直流24V电源,接线端子为X1。
通讯接口RS232-X2在使用外部PC/PG与802S/Ce进行数据通讯或编写PLC程序时使用RS232接口。
电缆的制作图如下:NC和计算机之间的通讯电缆的连接与断开必须在断电状态下进行。
手轮接口X10通过手轮接口X10可以在外部连接两个手轮。
X10有10个接线端子,引脚见下表:高速输入接口X20通过接线端子X20可以连接3个接近开关,仅用于802S回零。
9.2数控系统硬件的连接1.硬件配置2.硬件概要3.综合连接图4.主板的连接器和插卡配置5.电控柜模块介绍1.硬件配置2.硬件概要说明:FANUC Series 0i Mate 的控制单元没有选项插槽。
因此,无法添加可选板。
带有选项插槽的单元可根据选项插槽安装可选板。
带有选项插槽的单元可根据选项插槽安装可选板。
快速以太网只可安装在LCD 侧的插槽上。
数控系统主机硬件3.综合连接图3.综合连接图3.综合连接图3.综合连接图I/O Link的连接例4.主板的连接器和插卡配置4.1 主板接口介绍4.2 主板轴卡和电池介绍4.3 FROM/SRAM 模块安装位置4.印刷电路板的连接器和插卡配置4.1 主板接口介绍CA122JA1FANUC 0i D/0i mate D系统接口图数控系统接口说明:1.FSSB 光缆连接线,一般接左边插口(若有两个接口),系统总是从COP10A 到COP10B ,本系统由左边COP10A 连接到第一轴驱动器的COP10B 。
2.风扇、电池、软键、MDI 等在系统出厂时均已连接好,不用改动,但要检查在运输的过程中是否有地方松动,如果有,则需要重新连接牢固,以免出现异常现象。
3.伺服检测口[CA69],不需要连接。
4.电源线一般有两个接口,一个为+24V 输入(左),另一个+24V 输出(右),每根电源线有三个管脚,电源的正负不能接反,具体接线如下:1)24V 2)0V (3)保护地JA1CA1225.RS232接口,它是与电脑通讯的连接口,共有两个,一般接左边,右边为备用接口,如果不与电脑连接,则不用接此线(推荐使用存储卡代替RS232口,传输速度及安全性都比串口优越)。
6.模拟主轴(JA40)的连接,实训台使用变频模拟主轴,主轴信号指令由JA40模拟主轴接口引出,控制主轴转速。
7.I/O Link[JD1A],本接口是连接到I/O Link的。
注意按照从JD1A到JD1B的顺序连接,即从系统的JD1A出来,到I/O Link的JD1B为止,下一个I/O设备也是如此,如若不然,则会出现通讯错误而检测不到I/O设备。

《数控机床故障诊断与维修》课程标准二、课程性质和任务《数控机床故障诊断与维修》课程是数控设备应用与维护专业的专业核心课程。
本课程的主要任务是通过学习,使学生具备数控机床故障诊断与维修的基本知识和操作技能,掌握数控机床的故障诊断排除基本方法,具备数控机床维修的相关技能。
本课程是学生掌握数控机床维修技能,从事维修工作的基本教学环节。
课程开设一学期,84学时/5学分。
三、课程教学目标执行数控机床装调维修工职业资格标准,通过以工作任务导向以及典型数控系统调试维修的实际工作项目活动,使高等职业学院的数控设备应用与维护专业的学生了解数控机床维修的专业知识与技能,能够根据数控机床的电气图、系统说明书诊断、排除常见故障,培养学生具备从事数控机床、机电一体化设备维修的工作技能,为学生未来从事专业方面实际工作的能力奠定基础。
(一)知识目标1. 了解数控机床维修的内容,掌握数控机床维修的基本方法;2. 熟悉典型CNC的硬件与连接、操作编程的故障诊断与排除方法;3. 熟悉典型CNC数据备份方法;4. 熟悉典型CNC的伺服故障诊断与排除方法;5. 熟悉典型CNC的主轴故障诊断与排除方法;6. 熟悉典型的PMC程序,能够通过PMC程序诊断与排除故障;7. 熟悉典型CNC的功能参数调整、修改方法;8. 了解数控机床主传动系统故障诊断与排除方法;9. 了解数控机床进给传动系统故障诊断与排除方法;10. 了解数控机床自动换刀、辅助装置故障诊断与排除方法。
(二)能力目标1. 了解数控机床维修的内容,掌握数控机床维修的基本方法;2. 能够排除CNC常见的硬件与连接、操作编程故障;3. 能够正确备份CNC数据;4. 能够排除常见伺服故障;5. 能够排除常见主轴故障;6. 能够根据PMC程序诊断与排除PMC常见故障;7. 能够排除数控机床主传动系统常见故障;8. 能够排除数控机床进给传动系统常见故障;9. 能够排除数控机床自动换刀装置常见故障;10. 能够排除数控机床辅助装置常见故障。
实验一系统的组成与硬件连接一、实验目的1.了解数控铣床电气部分的组成以及数控系统各接口的作用。
2.了解实训台的电气控制电路的原理。
3.F or personal use only in study and research; not for commercial use4.5.熟悉实训台导线的连接以及启动停止的控制过程。
二、实验设备1.T HWMDH-1型数控铣床电气控制与维修实训台2.万用表三、实验预习1.数控铣床电气部分的组成通常来说,数控铣床的电气部分是由数控系统、主轴传动装置、进给传动装置、液压气动系统、润滑系统、冷却系统以及辅助运动装置组成。
2.数控系统接口HNC-21M数控系统各接口以及系统与其它装置、单元连接的总体框图如下所示。
图3-1-1 总体连接框图XS1:电源接口,本系统采用直流电源供电,供电电压为DC24V,功率不低于150W。
XS2:外接PC键盘接口,外接PC键盘可以代替MDI键盘使用。
XS3:以太网接口,通过网口与外部计算机连接,也可以先连接到集线器上,再接入局域网,与局域网上的其它任何计算机连接。
XS4:软驱单元,为系统的数据交换单元,该单元可为系统扩展软盘数据交换、外接键盘、串口和以太网等功能,本系统没有使用。
XS5:RS232接口,数控系统通过RS232口与PC计算机连接。
XS6:远程输入输出板,用于远程输入输出信号的连接,本机床没有扩展。
XS8:手持单元接口,用于连接与手轮有关的轴选和增量倍率选择。
XS9:主轴控制接口,包括主轴速度模拟电压指令输出和主轴编码器反馈信号输入。
XS10、XS11:输入开关量接口,用于限位信号、参考点信号以及其它检测信号的输入。
XS20、XS21:输出开关量接口,用于输出主轴正反转、冷却液开等控制信号。
XS30到XS33:脉冲进给驱动接口,用于控制步进电机驱动装置、脉冲接口伺服驱动装置,最多可以控制4个进给轴。
XS40到XS43:配置华中HSV-11伺服驱动装置接口。