(完整版)FANUC数控系统硬件的连接
- 格式:ppt
- 大小:15.01 MB
- 文档页数:75
数控系统是最畅销的机床操纵系统之一。
目前,在国内利用的FANUC数控系统要紧有0系统和0i系统。
针对广大用户的实际情形,本文简要表达这两种系统的连接及调试,把握了这两种系统,其它FANUC系统的调试那么迎刃而解。
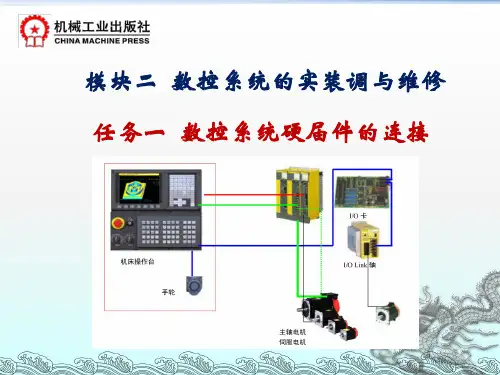
1系统与机床的连接0i系统的连接图如以下图,0系统和其他系统与此类似。
图中,系统输入电压为DC42V±10%,约7A。
伺服和主轴电动机为AC200V(不是220V)输入。
这两个电源的通电及断电顺序是有要求的,不知足要求会显现报警或损坏驱动放大器。
原那么是要保证通电和断电都在CNC的操纵之下。
具体时序请见“连接说明书(硬件)”。
其它系统如 0 系统 , 系统电源和伺服电源均为 AC200V 输入。
伺服的连接分 A 型和 B 型 , 由伺服放大器上的一个短接棒操纵。
A 型连接是将位置反馈线接到 CN C 系统;B 型连接是将其接到伺服放大器。
Oi 和近期开发的系统用 B 型。
0系统大多数用 A 型。
两种接法不能任意利用 , 与伺服软件有关。
连接时最后的放大器的 JX1B 需插上FANUC提供的短接插头 ,若是遗忘会显现 #401 报警。
另外 , 假设选用一个伺服放大器操纵两个电动机 , 应将大电动机电枢接在M 端子上 , 小电动机接在 L 端子上 , 不然电动机运行时会听到不正常的嗡嗡声。
FANUC系统的伺服操纵可任意利用半闭环或全闭环 , 只需设定闭环型式的参数和改变接线 , 超级简单。
主轴电动机要的操纵有两种接口 : 模拟 (0~1OVDC) 和数值 ( 串行传送 ) 输出。
模拟口需用其它公司的变频器及电动机。
用FANUC主轴电动机时 , 主轴上的位置编码器 ( 一样是 1024 条线 ) 信号应接到主轴电动机的驱动器上 (JY4 口 ) 。
驱动器上的 JY2 是速度反馈接口 , 二者不能接错。
目前利用的 I/0 硬件有两种 : 内装 I/0 印刷板和外部 I/0 模块。
I/0 板经系统总线与 CPU 互换信息;I/0 模块用 I/O LINK 电缆与系统连接 , 数据传送方式采纳串行格式 , 因此可远程连接。
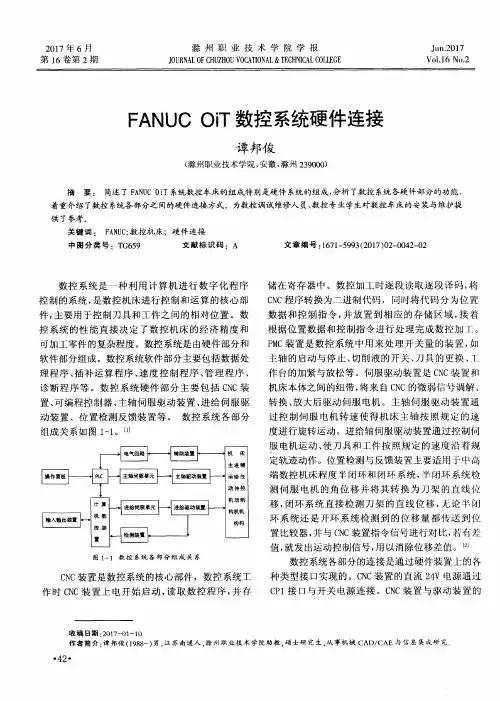
发那科(FANUC)CNC系统与机床的连接及调试发那科计算机数控系统是最畅销的机床控制系统。
目前在国内主要使用0系统和0i系统,针对广大用户的实际情况,本文简要叙述这两种系统的连接及调试,掌握了这两种系统,其它FANUC系统的调试则迎刃而解。
1.调机步骤:⑴.接线:按照设计的机床电柜接线图和系统连接说明书(硬件)中(书号:B-61393或B-63503)绘出的接线图仔细接线。
⑵.拔掉CNC系统和伺服(包括主轴)单元的保险,给机床通电。
如无故障,装上保险,给机床和系统通电。
此时,系统会有#401等多种报警。
这是因为系统尚未输入参数,伺服和主轴控制尚未初始化。
⑶.设定参数:①. 系统功能参数(既所谓的保密参数):这些参数是订货时用户选择的功能,系统出厂时FANUC已经设好,0C和0i不必设。
但是,0D(0TD和0MD)系统,须根据实际机床功能设定#932--#935的参数位。
机床出厂时系统功能参数表必须交给机床用户。
②. 进给伺服初始化:将各进给轴使用的电机的控制参数调入RAM区,并根据丝杠螺距和电机与丝杠间的变速比配置CMR和DMR。
方法如下:·设参数SVS,使显示器画面显示伺服设定屏(Servo Set)。
0 系统设参数#389/0位=0;0i系统设参数#3111/0位=1。
然后在伺服设定屏上设下列各项:·初始化位置0。
此时,显示器将显示P/S 000报警,其意义是要求系统关机,重新启动。
但不要马上关机,因为其它参数尚未设入。
应返回设定屏继续操作。
·指定电机代码(ID)。
根据被设定轴实际使用的电机型号在“伺服电机参数说明书(B—65150)”中查出其代码,设在该项内。
·AMR设0。
·设定指令倍比CMR。
CMR=命令当量/位置检测当量。
通常设为1。
但该项要求设其值的1倍,所以设为2。
·设定柔性变速比(N/M)。
根据滚珠丝杠螺距和电机与丝杠间的降速比设定该值。
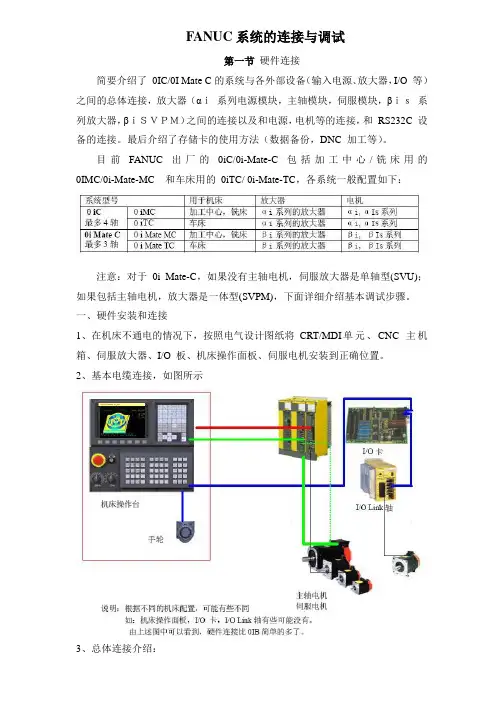
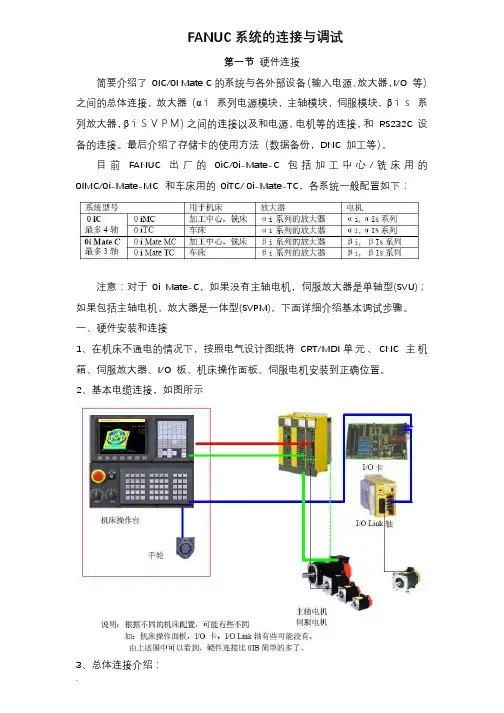
FANUC系统的连接与调试第一节硬件连接简要介绍了0IC/0I Mate C的系统与各外部设备(输入电源、放大器,I/O 等)之间的总体连接,放大器(αi系列电源模块,主轴模块,伺服模块,βis系列放大器,βiSVPM)之间的连接以及和电源,电机等的连接,和RS232C 设备的连接。
最后介绍了存储卡的使用方法(数据备份,DNC 加工等)。
目前FANUC 出厂的0iC/0i-Mate-C包括加工中心/铣床用的0IMC/0i-Mate-MC 和车床用的0iTC/ 0i-Mate-TC,各系统一般配置如下:注意:对于0i Mate-C,如果没有主轴电机,伺服放大器是单轴型(SVU);如果包括主轴电机,放大器是一体型(SVPM),下面详细介绍基本调试步骤。
一、硬件安装和连接1、在机床不通电的情况下,按照电气设计图纸将CRT/MDI 单元、CNC 主机箱、伺服放大器、I/O 板、机床操作面板、伺服电机安装到正确位置。
2、基本电缆连接,如图所示3、总体连接介绍:注意:A)FSSB光缆一般接左边插口。
B)风扇、电池、软键、MDI 等一般都已经连接好,不要改动。
C)伺服检测[CA69]不需要连接。
D)电源线可能有两个插头,一个为+24V 输入(左),另一个为+24V 输出(右)。
具体接线为(1-24V、2-0V、3-地线)。
E)RS232 接口是和电脑接口的连接线。
一般接左边(如果不和电脑连接,可不接此线)。
F)串行主轴/编码器的连接,如果使用FANUC 的主轴放大器,这个接口是连接放大器的指令线,如果主轴使用的是变频器(指令线由JA40 模拟主轴接口连接),则这里连接主轴位置编码器(车床一般都要接编码器,如果是FANUC 的主轴放大器,则编码器连接到主轴放大器的JYA3)。
G)对于I/O Link[JD1A]是连接到I/O 模块或机床操作面板的,必须连接。
H)存储卡插槽(在系统的正面),用于连接存储卡,可对参数、程序、梯形图等数据进行输入/输出操作,也可以进行DNC 加工。

实验三 FANUC Oi-D数控系统基本连接一。
实验目的1。
了解数控系统的各基本单元。
2.了解数控系统的硬件连接。
二。
实验内容1。
FANUC 0i MateD数控系统基本组成与连接。
2。
电气图形符号、部件功能.3。
电气控制原理与对应的操作过程。
三.实验设备1。
FANUC 0i Mate—TD数控车床。
2。
万用表、十字/一字螺丝刀(中、小型各一套)四.实验要点1。
数控车系统组成、电气关系。
2。
数控车床伺服控制系统的组成与连接。
3.机床各电气控制部件实体与电气图形符号对应关系等。
五。
实验具体要求1。
在进行实物识别时,最好不要给机床及数控系统上电。
只有在需要验证控制过程及各控制部件的响应状态时,才给机床和系统上电,并告知小组其他同学,此时不要触碰任何电气控制部件,避免意外触电.2.对机床进行基本操作,观察与验证各控制部件的工作过程与状态。
六。
相关知识与技能FANUC Oi—D系统可控制4个进给轴和一个伺服主轴(或变频主轴)。
它包括基本控制单元、伺服放大器、伺服电机等。
FANUC 0i Mate-D系统可控制3个进给轴和1个伺服主轴(或变频主轴)。
它包括基本控制单元、伺服放大器、伺服电机和外置I/O模块。
1。
FANUC 0i Mate TD数控车实训电控柜2。
FANUC 0i D/0i Mate D 控制单元接口图上图为0i—MD系统控制单元背板连接布置图,各连接器接口作用见下表:3。
FANUC Oi/0i MateD整个系统间的部件连接4。
FANUC I/O LINK连接(1)0i Mate 用I/0 单元(2)0i 用I/0 单元5。
系统电源的接通顺序按如下顺序接通各单元的电源或全部同时接通。
(1)机床的电源(200VAC)。
(2)伺服放大器的控制电源(200VAC)。
(3)I/O设备;显示器的电源;CNC控制单元的电源(24VDC)。
6.系统电源的关断顺序按如下顺序关断各单元的电源或全部同时关断.(1)I/O设备;显示器的电源;CNC控制单元的电源(24VDC)。