超声检测实际操作考核
- 格式:doc
- 大小:2.38 MB
- 文档页数:18
超声医生考核总结超声医学作为一项重要的医学检查技术,在临床医学中具有广泛的应用。
超声医生是负责进行超声检查、解读超声影像并给出诊断结果的专业人员。
在医院内,超声医生的工作质量和能力对于患者的诊断和治疗有着直接的影响。
因此,对于超声医生进行考核和评估成为了医院管理的一个重要环节。
下面我将结合我个人的工作经验,总结超声医生考核的相关内容。
一、专业知识和技能考核作为一名超声医生,拥有扎实的专业知识和技能是基本要求。
在考核过程中,医院可以通过书面考试、技能考核等方式来评估超声医生的专业水平。
1. 书面考试:通过书面考试可以评估超声医生对超声学原理、技术操作和影像解读的掌握情况。
题目涵盖超声解剖学、病理学、病理生理学、超声图像解剖学、超声检查操作技术、病理影像解释等方面的知识。
2. 技能考核:通过技能考核可以评估超声医生的实际操作能力。
超声医生应具备正确操作超声设备的技能,能够准确、全面地完成各种超声检查。
技能考核可以包括超声图像采集、操作超声设备的熟练度、对异常影像的判断和诊断等。
二、病例讨论和报告撰写超声医生在工作中常常需要进行病例讨论和撰写病例报告。
这既有助于医生对病例的深入了解,也有助于医生与其他专家进行交流和学习。
因此,在考核中,医院可以通过以下方式评估超声医生的病例讨论和报告撰写能力。
1. 病例讨论:超声医生可以根据自己的实际工作经验,选择一些有代表性的病例进行讨论。
在病例讨论中,医生应能全面、系统地介绍病例的基本情况,包括病史、体征、实验室检查等。
同时,医生还应能结合超声影像,分析和解释病例,并提出合理的诊断和治疗方案。
2. 病例报告撰写:超声医生应能独立完成病例报告的撰写工作。
报告内容应包括病例的基本信息、超声检查所见、影像评价和诊断结果等。
报告应准确、清晰、简洁地表达出病例的关键信息和意义。
三、沟通和团队合作能力超声医生在工作中需要与患者、医生和其他相关人员进行沟通和合作。
因此,在考核中应对其沟通和团队合作能力进行评估。
超声检测实际操作考试操作程序超声检测是一种常用的无损检测方法,广泛应用于工业领域。
为了确保超声检测的准确性和可靠性,需要进行实际操作考试,以评估操作人员的技能水平。
本文将详细介绍超声检测实际操作考试的操作程序。
1. 考试前准备在进行超声检测实际操作考试之前,需要进行一系列准备工作,以确保考试的顺利进行。
首先,确定考试地点,并确保设备和仪器的正常运行。
检查超声探头和耦合剂的状态,确保其无损坏或者污染。
同时,检查超声仪表的校准情况,确保其准确度和可靠性。
最后,准备好考试所需的标准样品和工件,以供考生进行检测。
2. 考试流程超声检测实际操作考试普通分为以下几个步骤:2.1. 任务介绍在开始考试之前,考官会向考生介绍考试任务的要求和目标。
包括要检测的材料、缺陷类型和位置等信息。
考生需要子细听取并理解考试任务的描述,确保对任务要求有清晰的认识。
2.2. 检测准备在进行实际操作之前,考生需要进行检测准备工作。
这包括选择合适的超声探头和耦合剂,并根据任务要求设置超声仪表的参数。
考生还需要对工件进行清洁和表面处理,以确保检测的准确性和可靠性。
2.3. 实际操作在开始实际操作之前,考生需要根据任务要求选择合适的检测方法和技术。
这包括选择适当的超声探头和检测模式,以及确定适当的检测角度和扫查路径。
考生需要按照任务要求进行超声探头的放置和挪移,确保对工件进行全面和有效的检测。
2.4. 缺陷评估在完成实际操作后,考生需要对检测结果进行评估和分析。
根据任务要求,考生需要判断工件中是否存在缺陷,并对其进行定位和分类。
考生还需要评估缺陷的大小、形状和严重程度,并确定是否符合标准要求。
2.5. 报告编写最后,考生需要根据检测结果编写检测报告。
报告应包括检测任务的描述、操作过程的记录、检测结果的分析和评估,以及任何苦要的建议和改进措施。
报告应清晰、准确地反映实际操作的情况,并符合标准要求。
3. 考试评估超声检测实际操作考试的评估主要基于考生在实际操作中的表现和检测结果的准确性。
超声科培训计划和考核标准1. 培训目标超声科技术是一项高度专业的医学技术,包括超声影像学和超声治疗两个方面。
培训目标是使学员掌握超声科技术相关的基本知识和技能,能够准确地进行超声检查和治疗,并且具备一定的临床经验,能够熟练地使用相关设备进行工作,并能够解释超声影像学所呈现的结果以及提出合理的诊断意见。
2. 培训内容培训内容主要包括以下几个方面:超声科技术的基础知识和理论,超声设备的操作和维护,超声检查和治疗的具体操作步骤,以及临床实践经验的积累和总结等。
2.1 超声科技术的基础知识和理论超声科技术的基础知识和理论是培训的基础。
学员需要掌握声波的基本原理和特性,了解超声影像学的形成过程,了解超声治疗的作用机制以及相关的生物学效应等。
2.2 超声设备的操作和维护超声设备是超声科技术的重要工具,学员需要熟悉超声设备的基本结构和主要功能,能够正确地进行设备的操作和维护,保证设备的正常运转和使用寿命。
2.3 超声检查和治疗的具体操作步骤超声检查和治疗是超声科技术的核心内容,学员需要掌握超声检查和治疗的具体操作步骤,包括超声探头的选取和放置,图像的获取和诊断模式的选择,以及治疗过程中相关的技术要点和注意事项等。
2.4 临床实践经验的积累和总结临床实践经验是培训的一个重要内容,学员需要参与实际的临床工作,积累相关的临床经验,并且及时总结和反思自己的工作经验,不断提高自己的临床工作能力。
3. 培训方法培训方法主要包括课堂教学、实验室实训、临床实践和实习等。
其中,课堂教学主要是向学员传授相关的理论知识;实验室实训是为学员提供模拟实验和操作培训;临床实践是让学员参与临床工作,积累临床经验;实习则是学员在其他医疗机构进行实习,了解不同的工作环境和实践经验。
4. 考核标准超声科技术的培训考核主要包括两个方面的内容:理论考核和实操考核。
理论考核主要是测试学员对超声技术相关知识的掌握程度和理解程度;实操考核主要是测试学员对超声设备的操作和维护能力,以及对超声检查和治疗的实际操作能力。

一、摘要本实训报告针对超声波检测技术进行了系统性的学习与实践,通过对超声波检测原理、仪器设备、检测方法等方面的研究,对实际检测过程进行了详细记录和分析。
通过对不同材料、不同结构的检测,验证了超声波检测技术的有效性和可靠性。
二、引言超声波检测技术作为一种非破坏性检测方法,广泛应用于工业、建筑、医学等领域。
它具有检测速度快、灵敏度高、不受电磁干扰等优点。
本实训报告旨在通过对超声波检测技术的学习与实践,提高学生对该技术的掌握和应用能力。
三、实训内容1. 超声波检测原理超声波检测技术是利用超声波在介质中传播的特性,通过发射、接收和解析超声波信号,对材料或结构的缺陷、性能进行检测。
超声波在介质中传播时,其速度、衰减、反射、折射等特性与材料性质密切相关。
2. 超声波检测仪器设备超声波检测仪器设备主要包括超声波检测仪、探头、放大器、显示器等。
其中,探头是超声波检测的关键部件,其性能直接影响到检测结果的准确性。
3. 超声波检测方法超声波检测方法主要包括穿透法、反射法、穿透-反射法等。
本实训主要采用穿透法进行检测。
4. 实训过程(1)检测前准备:根据检测对象和检测要求,选择合适的探头、检测参数和检测方法。
(2)检测过程:将探头放置在检测部位,发射超声波,接收反射回来的超声波信号,通过仪器设备进行处理和分析。
(3)结果分析:根据检测数据,分析材料或结构的缺陷、性能,得出检测结论。
四、实训结果与分析1. 实训结果(1)材料检测:对金属材料、非金属材料进行超声波检测,发现材料内部的缺陷、裂纹等。
(2)结构检测:对建筑结构、桥梁等大型结构进行超声波检测,发现结构内部的缺陷、裂缝等。
2. 结果分析(1)超声波检测技术在材料检测中具有较好的效果,能够准确发现材料内部的缺陷。
(2)超声波检测技术在结构检测中具有较好的效果,能够准确发现结构内部的缺陷。
(3)超声波检测技术在检测过程中,需要注意探头的选择、检测参数的设置等因素,以确保检测结果的准确性。
超声波实操考试()
一、考试内容:仪器校准、曲线绘制、钢和铝对接焊缝检测。
一次性规定及要求:
1、考试时间50分钟;
2、探头选用:超声横波斜探头5P 9×;
3、仪器选用:Olympus任意选择一台;
4、仪器选取:开始前清零并汇报现场考官;
5、使用试块要求:按照标准要求,标准试块CSK-IA(钢/铝)、对比试块RB-1(钢)#1试块(铝);
6、画曲线取点数量:不要求;
7、被检测工件:10mm钢板、铝板;
8、统一现场灵敏度补偿为0dB;
9、考试结束后所用仪器清零并关机放回原位。
10、被检测工件现场抽签决定。
二、评分规定:
1、超时未停止检测,记实操0分。
2、操作评分:按照下表1。
3、报告填写:按照下表2。
参赛单位:参赛选手:选手编号:表1:
超声波检测操作评分表(满分100分)占比40%
参赛单位:参赛选手:选手编号:表2:超声波检测报告评分表(满分100分)占比60%
参赛单位:参赛选手:选手编号:
表3:
金属部件超声波检测报告(示例)
检测部位示意图或说明检测结论。
UT—II超声实践操作考试一次性规定声明:该一次性规定是为本次考核作的专用规定,不做为非本次考核外的实际工作标准。
一、锻件:1、考试试件:CS-1系列试块;大平底试块(X≥100mm)。
2、检测准备:(1)工件规格测量与记录;(2)探头选择(型号、频率、规格);(3)仪器各旋钮调整与A型探伤图形获得。
3、扫描比例调节:(1)扫描比例选择(要求最大声程大于仪器水平满刻度的60%,小于水平满刻度的100%);(2)参考反射体选择;(3)扫描速度调整与扫描比例实现。
4、探伤灵敏度调整:(1)探伤灵敏度确定;(2)调整方法与参考试块确定;A、用CS-1平底孔试块调整(X、Φ不同)B、用大平底试块调整(X不同)(3)计算公式、步骤与结果;(4)调整方法(注意:衰减器是否贮存)5、记录与报告(1)缺陷波确定;(2)缺陷定位;(3)缺陷相对波高(dB)值记录;(4)对被测缺陷进行定量(有计算步骤);(5)对被测缺陷按JB4730-94标准进行评级。
二、焊缝1、考试试块:CSK-I(A)试块;CSK-Ⅲ(A)试块。
2、检测准备与仪器调整:(1)工件规格确定与记录;(2)仪器各旋钮调节与斜探头探伤图形获得。
3、探头选择与测定:(1)探头选择(型号、频率、K值);(2)前沿(入射点)测定;(3)K值测定。
4、扫描比例调整:(1)扫描比例选择(要求最大声程大于仪器水平满刻度的60%,小于水平满刻度的100%);(2)参考反射体选择;(3)零位校正与扫描速度调整;(4)扫描比例实现与准确度。
5、距离—波幅曲线测绘:(1)执行标准与试块选择;(2)DAC测量方法,数据与曲线;(3)表面耦合共补偿4dB(一、二次);(4)距离—波幅曲线:数据、曲线应完整、正确。
6、探伤灵敏度确定:根据距离—波幅曲线及工件规格确定探伤灵敏度并记录dB值。
7、工件探测选择单面、单侧(B侧)进行8、测长方法:对II区缺陷用6dB半波高度法测长;对III区缺陷用EL线绝对灵敏度法测长;9、缺陷的记录I区的缺陷不计;II区及II区以上的缺陷均应记录其最大反射波幅处缺陷的波幅和波高区域、深度和水平位置、焊缝纵向位置(纵向记录起始点以板左端部为准);缺陷的指示长度。
超声检测Ⅱ级实操考核一次性规定一、检测标准按NB/T47013.3-2015执行,以下规定与标准不一致时,按本规定执行。
本规定仅适用于本次考核,不作为其他超声检测操作的依据。
二、Ⅰ级人员本次仅考核钢板检测和焊缝检测时的仪器调节(包括:DAC曲线制作、检测数据记录并画出调节仪器时的DAC曲线)。
三、学员须自备探头和探头线,禁止借用。
四、参加考试的学员须提前30分钟在考场外候考,并请安静,耐心等待,不得有大声喧哗等影响考试的行为。
按考核安排时间点名签到后方可进入考场,不按时或点名未到者视为弃考,不再另行安排考核时间。
五、进入考场时只准带身份证、笔、计算器、准考证等相关证件,其余一律不准带入考场,包括“标准”。
手机关机,考核期间接打电话和使用手机等行为统统视为作弊。
六、考核用记录纸及“标准”由考委会提供。
考生交卷时连带记录纸和超声检测报告一同上交。
七、Ⅱ级实操考试上机时间为80分钟,出报告时间为30分钟;Ⅰ级实操考试上机时间为60分钟,出报告时间为30分钟。
上机时间和出报告时间均为考试时间。
八、本次考核不对缺陷进行定性评定。
九、实际操作期间,搬动试块和工件时(原则上是不允许的)需注意安全,小心刮伤、砸伤人员。
十、考试设备进行检测时,仪器内的“自动计算”功能应关闭,一经发现,视为考试作弊。
一、钢板检测:1.钢板检测时,将钢板编号置于左上角位置或正上方位置。
2.钢板检测时,所有厚度的钢板均采用单直探头进行检测。
探头选用应符合NB/T47013.3-2015标准的规定。
3.钢板四周各20mm范围内的缺陷不计。
当这个区域外的缺陷延伸到这个区域时,延伸的部分应计入缺陷面积内。
4.钢板以其长边为压延方向。
5.钢板检测时,应检测出所有缺陷并在记录示意图上显示。
当钢板中有多个缺陷时,仅对最右侧的缺陷进行测量并评定。
6.对记录的缺陷按NB/T47013.3-2015中“表6 承压设备用板材中部检测区域质量分级”进行评定。
超声检测试题一、选择题(每题2分,共20分)1. 超声波在介质中的传播速度主要取决于该介质的:A. 密度B. 温度C. 化学成分D. 压力2. 超声波在医学诊断中常用的频率范围是:A. 1MHz以下B. 1MHz-5MHzC. 5MHz-10MHzD. 10MHz以上3. 以下哪项不是超声波的物理特性:A. 反射B. 折射C. 衍射D. 吸收4. 超声波在液体中的衰减主要受以下哪个因素影响:A. 频率B. 温度C. 压力D. 介质的化学成分5. 以下哪种组织对超声波的反射能力最强:A. 肌肉B. 脂肪C. 骨骼D. 血液二、填空题(每空2分,共20分)6. 超声波的频率越高,其分辨率________,穿透力________。
7. 超声波在介质中传播时,当遇到不同介质的界面时会发生________。
8. 在医学超声检查中,超声探头的移动方式包括________、________和________。
9. 超声波在人体组织中的传播速度通常在________m/s左右。
10. 超声波的波长与频率的关系是________。
三、简答题(每题10分,共30分)11. 简述超声波在医学诊断中的应用及其优势。
12. 解释超声波在不同组织中的衰减机制。
13. 描述超声波在进行腹部超声检查时的操作步骤。
四、计算题(每题15分,共30分)14. 若超声波在某种介质中的传播速度为1540m/s,频率为5MHz,请计算该超声波的波长。
15. 已知超声波在人体组织中的传播速度为1540m/s,若某组织对超声波的衰减系数为0.5d B/cm·MHz,该超声波的频率为3.5MHz,计算在该组织中穿透10cm的衰减量。
五、案例分析题(共30分)16. 某患者进行心脏超声检查,超声图像显示心脏某部位存在异常反射,分析可能的原因及进一步的检查建议。
注意:本试题仅供参考,实际考试内容和形式可能有所不同。
医用超声仪操作流程及考核标准范本1. 引言该文档旨在提供医用超声仪的操作流程及考核标准范本,以确保操作人员正确使用超声仪并提供高质量的医疗服务。
2. 操作流程以下是医用超声仪的标准操作流程:2.1 准备工作1. 检查设备:确保超声仪及相关设备正常运行并处于良好的工作状态。
2. 功能测试:进行超声仪的性能测试,包括图像清晰度、声音清晰度等方面的检验。
3. 环境准备:选择静音、光线适当的房间,并确保设备与其他设备之间有足够的工作空间。
2.2 患者准备1. 通知患者:向患者解释超声检查的目的、过程及可能的不适感。
2. 患者安全:确保患者处于舒适和安全的位置,并提供必要的支持。
3. 患者定位:根据需要,要求患者改变体位或进行必要的体位调整。
2.3 超声图像获取1. 模式选择:根据检查的目的选择适当的超声模式,如2D模式、彩色多普勒等。
2. 探头选择:选择匹配的探头,并确保正确连接。
3. 扫描操作:沿着感兴趣的区域或器官进行扫描,保持适当的探头接触和角度。
4. 衰减调节:根据需要,调节声束在不同组织层次中的衰减程度。
5. 图像记录:适时地记录图像,确保获得足够数量和质量的超声图像。
2.4 结束操作1. 关闭设备:在操作完成后,正确地关闭超声仪及其他设备。
2. 整理工作区:清理操作区域,恢复设备和材料到适当的位置。
3. 考核标准范本为了评估操作人员对医用超声仪的熟练程度和操作能力,以下为考核标准的范本:3.1 知识技能考核1. 对超声仪的原理、操作流程和安全注意事项的理解程度。
2. 对超声仪探头的选择、操作和维护的熟悉程度。
3. 能够正确解读和评估超声图像的能力。
4. 熟练掌握超声仪功能和调节参数的能力。
3.2 实际操作考核1. 能够按照操作流程正确操作超声仪进行图像获取。
2. 能够准确判断超声图像的质量,并进行必要的调整。
3. 能够根据不同检查要求选择适当的超声模式和参数。
4. 能够有效使用超声仪进行患者诊断,并记录结果。
超声科年度考核
一、考核目的
1.评估超声科医师的专业技能和工作表现。
2.发现工作中存在的问题和不足,为下一年度工作制定改进措施。
3.树立良好的工作氛围,激励员工努力工作,提高工作积极性。
二、考核内容
1.专业理论知识
2.超声检查操作技能
3.工作态度和责任心
4.与患者和同事的沟通协作能力
5.遵守医院规章制度情况
三、考核方式
1.理论知识笔试
2.操作技能现场考核
3.工作表现评分
4.患者满意度调查
四、考核等级
1.优秀
2.合格
3.基本合格
4.不合格
五、奖惩措施
1.对评为优秀的员工给予物质奖励和职务晋升的机会。
2.对评为不合格的员工进行批评教育,限期整改,直至解聘。
六、考核反馈
考核结束后,超声科将及时反馈考核结果,对考核中发现的共性问题进行分析总结,制定整改措施。
同时征求员工的意见和建议,不断完善考核机制。
超声科年度考核旨在全面评估医师的工作表现,发现问题,激励员工,促进超声科整体工作质量的提高。
超声科考核个人总结前言超声科考核是评估超声医师个人水平和能力的一种方式,经过考核的超声医师能够提供高质量的超声诊断服务。
本文将总结个人在超声科考核中的经验和收获,希望能够对未来的发展起到积极的促进作用。
考核内容超声科考核分为理论考试和实际操作两个部分。
理论考试理论考试主要测试超声诊断学、仪器操作和安全知识等方面的内容。
考试题目包括单选、多选和问答题,主要考察对常见病症的诊断能力和仪器的操作技术。
实际操作考核中的实际操作部分主要测试超声医师在实际工作中的操作能力和技巧。
通过模拟真实病例,考核者需要独立完成超声检查。
考官会根据超声图像的质量、解剖结构的准确性以及对异常情况的诊断判断等进行评分。
经验总结本次超声科考核经过充分的准备和努力,取得了较为满意的成绩。
从整个考核过程中,我总结出以下几点经验,希望对未来的实践有所帮助。
1. 坚实的基础知识在考核之前,我充分回顾了超声诊断学的基础知识,包括正常解剖结构、病理变化和常见疾病的超声特征等。
通过对知识点的系统整理和总结,我能够更加准确地判断超声图像上的异常情况,并作出正确的诊断。
2. 锻炼观察力和思维能力在实际操作中,观察力和思维能力是非常重要的。
通过不断的实践和训练,我学会了如何仔细观察超声图像上的各个细节,并通过分析判断来进行诊断。
在遇到复杂病例时,我会采用系统性的思维方式进行分析,从而准确找出病因。
3. 独立思考和解决问题的能力在实际操作中,遇到困难和问题是不可避免的。
我在考核过程中学会了独立思考和解决问题的能力。
当遇到困难时,我会先冷静下来,分析问题的原因,并从多个角度寻求解决方案。
通过不断的尝试和调整,我能够充分发挥自己的专业知识和技术,解决问题并顺利完成考核任务。
4. 与团队合作超声科考核中并非所有的工作都是独立完成的。
与技术人员的紧密合作可以帮助提高工作的效率和质量。
我在考核过程中与技术人员积极沟通,互相协作,共同解决问题。
团队合作不仅使工作有条不紊地进行,还提高了互相学习和成长的机会。
超声检测实际操作考核操作程序和记录(HS620数字超声仪)一、锻件超声检测二、钢板超声检测三、焊缝超声检测陕西省特种设备无损检测人员资格考核委员会2010年8月一、锻件超声检测1、检测对象和检测条件试件编号:U3XXXX 厚度:XXmm仪器型号:HS620 探头型号:2.5P20Z试块:CSⅠ-2灵敏度:φ2/1002、操作程序⑴、开机:按“ON/OFF”2秒,直至电源指示灯亮。
⑵、选择通道:按“通道”,再按{EMBED PBrush |,选择直探头通道。
⑶、调节扫描速度和零点:①、,按“自动调校”键,进入自动校准功能。
按屏幕滚动提示依次输入相关校准参数并确认:〃请输入材料声速:5940 m/s〃请输入起始距离:100 mm〃请输入终止距离:200 mm②、将探头放置在CSK-ⅠA试块上厚度100mm的位置,如图所示:③、屏幕上出现试块的一次和二次底面回波,轻轻移动探头找出最高回波,保持探头不动,按“确认”键,直至屏蔽弹出“自动校准完毕”的提示。
如下图所示:⑷、调节检测灵敏度:①、将探头置于CSⅠ-2试块上,移动探头,找到φ2平底孔最大回波。
②、按“自动增益”,使φ2平底孔回波高度为示波屏满刻度的80%。
如下图所示。
③、记录“增益”读数,…φ2〕=xxdB。
⑸、检测试件:①、将探头置于被检试件上,移动探头,找出最大底面回波,移动闸门,闸隹底波。
按“自动增益”,使底面回波高度为示波屏满刻度的80%。
记录“增益”读数,…BG〕=xxdB.②、在试件表面移动探头,找出缺陷1,并使其回波幅度最大。
移动闸门,闸隹缺陷回波,按“自动增益”,使缺陷回波高度为示波屏满刻度的80%。
记录“增益”读数,…F1〕=xxdB.③、移动闸门闸住底波B F1,按“自动增益”,使底波高度为示波屏满刻度的80%。
记录“增益”读数,…BF1〕=xxdB.④、读取并记录缺陷深度H1。
⑤、取下探头,标注探头中心,测量并记录缺陷平面位置参数X1和Y1。
⑥、找出缺陷2并按以上方法测量并记录缺陷2的参数X2、Y2、H2、…F2〕、…BF2〕。
⑹、锻件现场检测记录:缺陷编号XmmYmmHmm…F〕(dB)…BF〕(dB)…φ2〕…BG〕12图示注:单个缺陷当量(φ4±xxdB)=…φ2〕-…F〕-12底波降低量(BG/BF)=…BF〕-…BG〕⑺、锻件超声波探伤报告填写实例:锻件超声波探伤报告试件材质-- 厚度(mm)xx 试件编号U3xxxx 仪器型号HS620 探头型号 2.5Pφ20Z 参考试块CSⅠ-2 耦合剂机油表面补偿---- 灵敏度Φ2/100 探伤标准JB/T4730.3-2005 验收级别---缺陷序号XmmYmmHmmLmmBmmSF/S(%)BG/BF(dB)AmaxΦ4±xxdB评定级别备注1 35 35 50 -- -- -- +6+142 60 60 50 -- -- -- +6+9示意图:结论探伤员日期备 注 1、 X 是缺陷至左端面的距离; 2、 Y 是缺陷至后端面的距离; 3、 H 是缺陷至探测面的距离; 4、 B G/BF 为缺陷引起的底波降低量; 5、 A max 为缺陷最大反射波幅度。
二、钢板超声检测1、检测对象和检测条件试件编号:U2XXXX 厚 度:XXmm 仪器型号:HS620 探头型号:2.5P20Z试 块:CB Ⅱ-1灵 敏 度:φ5/50% 2、操作程序⑴、开机:按“ON/OFF ”2秒,直至电源指示灯亮。
⑵、选择通道:再按键,选择任意直探头通道。
⑶、调节检测范围:①、按“调校”进入调校功能菜单。
此时范围反显。
如图②、将探头置于CB Ⅱ-1试块上,使示波屏上出现多次底波。
按键调节,使示波屏上显示3-4次底波。
⑷、调节检测灵敏度:①、在试块上移动探头,找到φ5平底孔最大回波。
②、按“增益”选择0.1dB 档,按键将平底孔回波高度调节到示波屏高度的50%。
如图所示。
⑸、检测钢板试件:探头在钢板表面扫查,找出缺陷,并作标记。
⑹、测定和记录缺陷:①、从缺陷内向外侧移动探头,直至缺陷回波高度降低到示波屏高度的25%,探头中心即为缺陷边界点。
向各方向移动探头,找到缺陷一周的边界点,勾出缺陷轮廓。
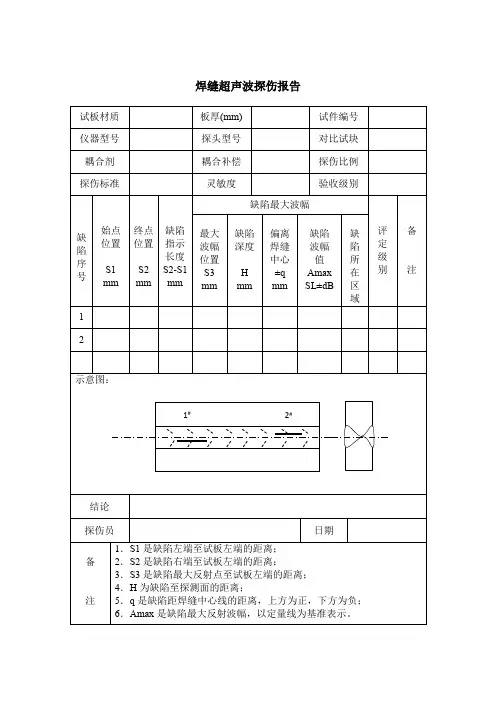
②、测定并记录缺陷最左端到试板左端的距离L1、缺陷最下端到试板下端的距离L2、缺陷的最大尺寸L3.⑺、钢板检测现场记录缺陷编号L1mmL2mmL3mm12 示意图:⑻、钢板超声波探伤报告填写实例钢板超声波探伤报告钢板材质---- 板厚22mm 试件编号U2xxxx 仪器型号HS620 探头型号 2.5P20Z 参考试块CBⅡ-1 耦合剂机油耦合补偿——灵敏度φ5/50% 探伤标准JB/T4730.3-2005 验收级别----缺陷序号L1mmL2mmL3mmS 缺陷面积占探测面积的百分比(%)级别备注1 60 190 77 Ⅰ2 205 68 50 Ⅰ示意图:结论--------探伤员日期备注1、L1是缺陷最左端至左端面的距离;2、L2是缺陷最下端至下端面的距离;3、L3上缺陷的指示长度,即缺陷的最大尺寸;三、焊缝超声检测1、检测对象和检测条件试件编号:U1XXXX 厚度:XXmm仪器型号:HS620 探头型号:2.5P13×13K2试块:CSKⅠA、CSKⅢA灵敏度:φ1×6-xxdB2、操作程序⑴、开机:按“ON/OFF”2秒,直至电源指示灯亮。
⑵、选择通道:按“通道”,再按键,选择任意斜探头通道。
⑶、调节扫描速度和零点:①、按“自动调校”键,此时屏幕下方出现如下提示:请输入材料声速:3240m/s 按“确认”请输入起始距离:50mm 按“确认”请输入终止距离:100mm 按“确认”②、将探头放置在CSK-ⅠA试块上,对准R50和R100的弧面,如图:③、前后移动探头找出R100弧面反射回波,若R100弧面反射回波偏离到屏幕外侧,则按键,将R100的回波移进屏幕内闸门中。
如图:④、按波峰记忆键记录最高回波,移动探头使R100圆弧回波最大,向R50弧面平移探头,使R50圆弧回波达到示波屏高度的20%以上,然后按“确认”。
此时仪器将自动调节零偏,直到R50和R100的反射驾波分别对齐50mm和100mm的位置后,仪器校准结束,并自动弹出提示:“自动校准完毕!”“请拿钢尺测量前沿0.0 mm”⑷、测量探头前沿距离:①、固定探头不动,用直尺量出探头前端到R100弧面端头的距离X,如图:=100-X。
按输入前沿,按“确认”,仪器②、前沿距离L将自动将前沿值存入参数中。
“入射点校准完毕!”⑸、测量探头K值:①、按K值下方的键,仪器弹出提示:请选择K值测试方式:“手调”按键改为“自动”,按“确认”。
请输入测试孔孔径:50mm 按“确认”请输入测试孔深度:30mm 按“确认”②、将探头放置在CSK-ⅠA试块上,对准φ50mm圆孔,移动探头使φ50圆弧反射波最大。
(若回波低于20%高度或超出屏幕,按“自动增益”将波形调整到80%高度。
③、按键移动闸门锁定回波,按“确认”,仪器将自动算出K 值并存入参数。
“K值测试完毕!”如图所示。
⑹、制作距离波幅曲线:①、按“曲线”,再按制作下方的,仪器出现提示:“请使用闸门锁定测试点!”屏幕右上角出现“测试点01”,并闪烁,如图:②、将探头放置在CSK-ⅢA试块上,对准10mm深的ф1×6孔,移动探头。
找出该孔回波,按键移动闸门锁定回波。
若波形超出满屏或低于20%高度可按一下,将波形调整到80%高度,按下“波峰记忆”,再移动探头,直到找出最高回波,按“确认”。
记录此时仪器增益值,如上图53.6dB。
③、仪器右上方的测试点自动跳为02,按照上述方式依波测试各孔,并记录增益值。
最终孔的深度,一般为2T+10mm,但不少于5点。
当最后一个点采样完成后,再按一次“确认”,仪器提示:“确定完成曲线吗?”若确定完成按“确认”,仪器在屏幕上出现一条基准线。
④、曲线的调整:若觉得某个点制作得不太理想,可按调整下方的,进入调整状态,对某个点进行微调。
继续按调整对应的,屏幕上的光标将在每个制作点之间循环跳动,光标指向哪点时,可以按来调整曲线高度,调整完毕后按“确认”键退出调整状态。
⑤、按“参数”进入探伤列表,按键移动箭头光标,设置评定线、定量线、判废线、输入表面补偿、板厚等。
⑥、参数输入完毕后,按“参数”键返回探伤界面,屏幕上自动生成三条曲线。
如图所示。
⑺、检测试件:①、扫查试件时,灵敏度应适当提高6-12dB。
②、在焊缝两侧进行锯齿扫查和斜平行扫查,发现疑问处作标记。
③、对标记处进行分析,排除伪缺陷,确定真缺陷。
⑻、缺陷测定和记录:①、沿缺陷部位左右移动探头,找出缺陷波最大位置。
按键移动闸门锁定回波,按“自动增益”使回波高度为示波屏高度的80%。
在示波屏上读取并记录缺陷深度H,波幅SL±xxdB,简化水平距离L。
用直尺测量并记录缺陷最大波位置距试板左端距离S3,按照L用直尺从探头前端测量并记录缺陷偏离焊缝中心距离q。
②、向左平行移动探头,用6dB法确定缺陷左端头距试板左端距离S1,向右平行移动探头,用6dB法确定缺陷右端头距试板左端距离S2。
记录S1和S2。
③、依照上述方法测定并记录其它缺陷参数。
⑼、焊缝超声检测考核现场记录:距离波幅曲线测试数据记录孔深10 20 30 40 50 60 70 波辐(dB)缺陷测试数据记录缺陷编号S1mmS2mmS3mmHmmqmmAmaxSL±dB1 2⑽、书面距离波幅曲线绘制实例:孔深10 20 30 40 50 60 70 波辐(dB)303336394245补偿4 dB 34 37 40 43 46 49T ≦15 RL +2 32 35 38 41 44 47 SL -6 40 43 46 49 52 55 EL -12 46 49 52 55 58 61 示意图dB⑾、 焊缝超声波探伤报告填写实例焊缝超声波探伤报告试板材质 — 板厚(mm) 12 试件编号 XXXX 仪器型号 HS620探头型号2.5P13×13K2 对比试块CSK ⅠA CSK ⅢA 耦合剂机油 耦合补偿 4dB探伤比例 100% 探伤标准 JB/T4730.3—2005灵敏度 16-12 dB 验收级别— 缺 陷 序 号 始点 位置 S1 mm 终点 位置 S2 mm 缺陷指示长度 S2-S1 mm 缺 陷 最 大 波 幅 评 定 级 别 备 注 最大波幅位置 S3 mm 缺陷深度 H mm 偏离焊缝中心 q mm 缺陷波幅值 Amax SLdB 缺陷所在区域 1 46 85 39 55 5 -2 +15 2203 243 40 210 7 +2 +132030405060102030405060示意图:结论—探伤员日期备注1、S1是缺陷左端至试板左端的距离;2、S2是缺陷右端至试板左端的距离;3、S3是缺陷最大反射点至试板左端的距离;4、H为缺陷至探测面的距离;5、q是缺陷距焊缝中心线的距离,上方为正,下方为负;6、A max是缺陷最大反射波幅,以定量线为基准表示。