刨削加工
- 格式:doc
- 大小:174.51 KB
- 文档页数:5
刨削加工:以单刃刀具――刨刀相对于工件作直线往复运动形式的主运动,工件作间隙性移动进给的切削加工方法。
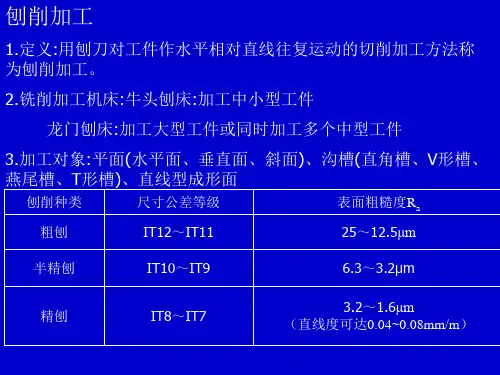
刨削加工的精度为IT9-IT7,表面粗糙度值Ra为6-1.6um. 分为平面刨削和曲面刨削。
曲面刨削的种类: 1 按划线刨线法2 成形刀具刨削法3 机械装置刨削法磨削加工:广泛的应用在机械制造和模具制造中,可以加工外圆,内孔圆,平面成形表面,螺纹及齿轮等各种表面。
使用的机床常有外圆磨床,内圆磨床,平面磨床及种精密坐标磨床。
分为无心圆磨削和行星式内圆磨削。
磨削内圆时砂轮的磨削速度一般为20-25m/s,工件的进给速度要求较小时取值较低值,纵向进给速度为0.5-2.5m/s,粗磨时取值较大值,精磨时取较小值,如磨削淬火钢时,取0.005mm-0,01mm仿形加工:是以预先制成的靠模为依据,加工时在一定压力作用下,触头与靠模工件表面紧密接触,并沿其表面移动,通过仿形机构,使刀具同步仿形动作,从而在零件毛坯上加工出与靠模相同型面的零件。
分为机械式,液压式,电控式,电液式和光电式等仿形车削:主要用于形状复杂的旋转曲面如凸轮,手柄,.凸模,凹模型腔或型孔等的成形表面的加工。
主要设备有两类,通用车床和专用仿形车床。
仿形铣削:主要用于加工非旋转体的复杂的成型表面的零件,凸轮,手柄,.凸模,凹模型腔或型孔等的成形表面的加工。
仿形加工的制造材料一般有非金属材料,有色金属,和黑色金属。
仿形刨削:用仿形刨床上进行,以称为刨模机,冲头刨床,用于加工由直线和圆弧组成的各种形状复杂的零件或凸模,其加工的精度为±0.2,表面粗糙度Ra为1.6-0.4um,雕刻加工:是对零件,模具型腔表面或型面上的图案花纹,文字和数字的加工。
通常有立体雕刻机和平面雕刻机。
刻刀通常用高速钢或硬质合金制造。
坐标镗床加工:是一种高精度机床,上要用于各类箱体,缸体和模具上的孔与孔系的精密加工。
这类机床的零部件的制造与装配精度很高,刚性与抗振性良好,并且具有工作台,主轴等运动部件的精密坐标测量装置,能实现工件和刀具的精确定位。
摘要:本文通过对刨削加工实训过程的详细记录与分析,旨在总结刨削加工的基本原理、操作技巧以及安全规范,为今后从事机械加工提供实践基础。
一、实习目的1. 熟悉刨削加工的基本原理和操作方法。
2. 掌握刨削加工中常用工具和设备的使用技巧。
3. 培养安全文明生产的意识和习惯。
二、实习内容1. 刨削加工的基本原理刨削加工是利用刨床对工件进行切削的一种加工方法。
其加工原理是利用刨刀的直线运动和工件的进给运动,使工件表面产生切削层,从而实现加工目的。
2. 刨床的组成及功能刨床主要由床身、滑枕、工作台、刀架、刨刀等组成。
床身是刨床的基础部分,用于支撑整个刨床;滑枕是刨刀的运动部分,用于实现刨刀的直线运动;工作台用于安装工件;刀架用于夹持刨刀;刨刀是刨削加工的主要工具。
3. 刨削加工的操作技巧(1)安装刨刀:首先将刨刀装入刀架,调整好刨刀与工件的相对位置,确保刨刀切削刃与工件表面平行。
(2)调整工作台:根据工件尺寸,调整工作台的高度和位置,确保工件与刨刀的相对位置合适。
(3)选择切削用量:根据工件材料、加工要求等因素,选择合适的切削速度、切削深度和进给量。
(4)开机前检查:开机前,检查各部件是否正常,如床身、滑枕、工作台、刀架等,确保安全运行。
4. 刨削加工的安全规范(1)开机前,检查工件是否安装牢固,防止工件在加工过程中脱落。
(2)开机时,注意观察刨刀与工件的运动状态,避免发生碰撞。
(3)严禁在刨削过程中进行调节、安装或拆卸工具等操作。
(4)加工结束后,关闭电源,清理工作现场。
三、实习情况简介1. 实习过程实习过程中,我们首先了解了刨削加工的基本原理和操作方法,然后按照指导老师的安排,进行实际操作。
在操作过程中,我们严格遵守安全规范,确保加工质量和安全。
2. 实习收获通过本次刨削加工实训,我们掌握了以下知识和技能:(1)刨削加工的基本原理和操作方法;(2)刨床的组成及功能;(3)常用工具和设备的使用技巧;(4)安全文明生产的意识和习惯。


第三章刨削加工第一节刨削及刨床的种类一、刨床概述刨床是金属切削机床的一个种类。
刨床是使刀具和工件之间产生相对的直线往复运动来达到刨削工件表面的。
刨床可以刨削水平面、垂直面、斜面、直线曲面、台阶面、燕尾形工件、T形槽、V形槽等。
1、刨床的种类按其结构特征,刨床可分为龙门刨、牛头刨、插床(1) 龙门刨龙门刨是用来刨削大型工件的刨床,有些龙门刨床能够加工长度为十几米甚至几十米以上的工件。
龙门刨是利用工作台的直接往复运动(切削运动)和刨刀的间歇移动(进刀运动)来进行刨削加工的。
龙门刨床又可分为单臂和双立柱龙门刨床两种。
(2) 牛头刨床牛头刨床是用来刨削中、小型工件的刨床,工件的长度一般不超过1米。
工件装夹在可调整的工作台上,或夹在工作台上的平口钳内,牛头刨床与龙门刨床相反,它是利用刨刀的直线往复运动(切削运动)和工作台的间歇移动(进刀运动)进行刨削加工的。
(3) 插床插床又叫立式刨床,主要是用来加工工件的内表面。
它的结构和牛头刨床几乎一样,不同点主要是插床的插刀在垂直方向上作直线往复运动(切削运动),工作台除了能作纵向,横向间歇进刀运动外,还可以在圆周方向上作间歇的回转进刀运动。
(4) 刨床的主要技术规格、型号机床的种类很多,型号更多,为了使用、管理、研究和设计上的方便,我国有关部门对各类机床规定了统一的代号,对每类机床中不同规格的机床进行了统一编号,代号和编号合在一起就组成了机床的型号,现在我们分别介绍三种有代表性的刨床的规格型号:最大刨削长度为650毫米6 65B2010型龙门刨床作了第一次改进 1000毫米6 65320毫米二、刨床的工艺特点1、刨床刀具简单,通用性好刨削可以适应不同性质的加工,主要用来加工平面。
特别是牛头刨床,虽然生产率低,但刀具简单,机床成本不高,所以在单件修配中应用甚广。
2、生产率较低由于刨床回程时不切削,加工不是连续的;一般又是用单刃刨刀进行加工,加工中冲击现象很严重,限制了刨削用量的进一步提高。
第5章刨削加工
5.1 刨工概述
在牛头刨床上加工时,刨刀的纵向往复直线运动为主运动,零件随工作台作横向间歇
进给运动,如图5-1 所示。
图5-1 牛头刨床的刨削运动和切削用量
5.1.1 刨削加工的特点
(1) 生产率一般较低刨削是不连续的切削过程,刀具切入、切出时切削力有突变,
将引起冲击和振动,限制了刨削速度的提高。
此外,单刃刨刀实际参加切削的长度有限,
一个表面往往要经过多次行程才能加工出来,刨刀返回行程时不进行工作。
由于以上原因,
刨削生产率一般低于铣削,但对于狭长表面 (如导轨面)的加工,以及在龙门刨床上进行多
刀、多件加工,其生产率可能高于铣削。
(2) 刨削加工通用性好、适应性强刨床结构较车床、铣床等简单,调整和操作方便;
刨刀形状简单,和车刀相似,制造、刃磨和安装都较方便;刨削时一般不需加切削液。
5.1.2 刨削加工范围
刨削加工的尺寸精度一般为IT9~IT8,表面粗糙度Ra 值为6.3 μm~1.6 μm,用宽刀精刨时,Ra 值可达1.6 μm。
此外,刨削加工还可保证一定的相互位置精度,如面对面的平行度和垂直度等。
刨削在单件、小批生产和修配工作中得到广泛应用。
刨削主要用于加工各种平面(水平面、垂直面和斜面)、各种沟槽(直槽、T 形槽、燕尾槽等)和成形面等,如图7.26 所示。
(a) 平面刨刀刨平面(b) 偏刀刨垂直
面(c) 角度偏刀刨燕尾槽
(d) 偏刀刨斜面 (e) 切刀切
断(f) 偏刀刨V 形槽
(g) 弯切刀刨T 形槽(h) 成形刨刀刨成形面
图5-2 刨削加工的主要应用
5.2 刨床
刨床主要有牛头刨床和龙门刨床,常用的是牛头刨床。
牛头刨床最大的刨削长度一般
不超过1000 mm,适合于加工中小型零件。
龙门刨床由于其刚性好,而且有2~4 个刀架可
同时工作,因此,它主要用于加工大型零件或同时加工多个中、小型零件,其加工精度和
生产率均比牛头刨床高。
刨床上加工的典型零件如图5-3 所示。
图5-3 刨床上加工的典型零件
5.2.1 牛头刨床
1、牛头刨床的组成
如图5-4 所示为B6065 型牛头刨床的外形。
型号B6065 中,B 为机床类别代号,表示
刨床,读作“刨”;6 和0 分别为机床组别和系别代号,表示牛头刨床;65 为主参数最大
刨削长度的1/10,即最大刨削长度为650 mm。
图5-4 B6065 型牛头刨床外形图
1—工作台 2—刀架 3—滑枕 4—床身 5—摆杆机构 6—变速机构 7—进给机构8—横梁
B6065 型牛头刨床主要由以下几部分组成:
(1)床身用以支撑和连接刨床各部件。
其顶面水平导轨供滑枕带动刀架进行往复直线运动,侧面的垂直导轨供横梁带动工作台升降。
床身内部有主运动变速机构和摆杆机构。
(2)滑枕用以带动刀架沿床身水平导轨作往复直线运动。
滑枕往复直线运动的快慢、行程的长度和位置,均可根据加工需要调整。
(3)刀架用以夹持刨刀,其结构如图5-5 所示。
当转动刀架手柄5 时,滑板4 带着刨刀沿刻度转盘7 上的导轨上、下移动,以调整背吃刀量或加工垂直。