网辊的有关参数
- 格式:doc
- 大小:2.53 MB
- 文档页数:2

网纹辊的知识及技术参数网纹辊是一种常用于印刷、涂布、压花、压制等工艺的压力设备,通常由一根金属棒制成,上面刻有一定的凹槽线条,用于将材料压制成特定的纹路或图案。
在使用网纹辊时,需要了解一些基本的知识和技术参数,以确保其正常工作和达到预期的效果。
网纹辊的基本知识网纹辊的类型网纹辊根据凹槽的形状和排列方式可以分为不同类型,其中最常见的有以下几种:•点阵网纹辊:凹槽为圆点状排列,通常用于印刷或压花。
•线条网纹辊:凹槽为线状排列,常用于印刷、涂布等工艺。
•梅花网纹辊:凹槽为六边形或三角形状排列,常用于压花或涂布。
•网格网纹辊:凹槽为网格状排列,常用于涂布或制造人造革。
网纹辊的制造材料网纹辊的制造材料通常包括金属、橡胶、塑料等,具体选择要根据不同的工艺和材料需求来确定。
一般来说,金属网纹辊耐磨性好,使用寿命长,而橡胶或塑料网纹辊适用于对印刷颜色要求较高的工艺。
网纹辊的凹槽深度和线数网纹辊的凹槽深度和线数对于产生的纹路或图案具有重要影响。
一般来说,凹槽深度越深,产生的压力也越大,而线数越多则所产生的特殊效果也越细腻。
因此,根据不同工艺以及所需效果的不同选择合适的网纹辊十分重要。
网纹辊的技术参数网纹深度网纹深度是指网纹辊凹槽的深度,通常使用微米(μm)表示。
网纹深度直接影响着印刷或压制的效果,因此要选择合适的深度以确保印刷品质量。
网纹线数网纹线数是指网纹辊上每英寸上线条的数量,常用于线条型网纹辊。
网纹线数越多则所产生的特殊效果也越细腻,但也会增加印刷或压制的难度。
网纹角度网纹角度是指网纹辊凹槽的倾斜角度,常用于点阵型网纹辊。
不同角度的网纹辊会产生不同的印刷效果和高光反射度。
网纹间距网纹间距是指网纹辊上线条或点阵之间的距离,常用于梅花型和网格型网纹辊。
不同的网纹间距会产生不同的特殊效果,如不规则间距的网纹辊能产生仿造天然花纹的效果。
压力和线速度网纹辊的压力和线速度也是重要的技术参数。
不同的工艺需要不同的压力和线速度来达到理想的印刷或压制效果,因此需要根据实际工艺需要进行选定。
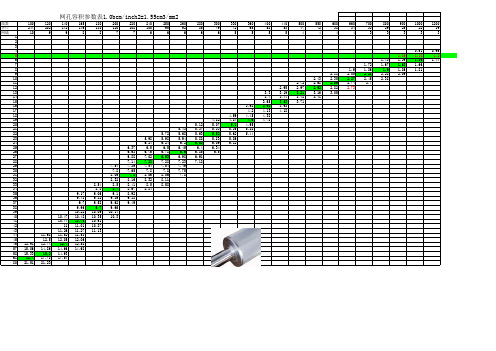
网孔容积参数表1.0bcm/inch2=1.55cm3/mm2线数10012014016518020022024025026028030033036040044050055060066070080090010001200开口2442021721461331201081009592857972655853474238343329252219网墙10998877666665555444433333 12340.910.965 1.16 1.18 1.26 1.43 1.39 1.36 1.447 1.72 1.67 1.63 1.668 1.9 1.86 1.9 1.86 1.819 2.11 2.05 2.21 2.28 2.0910 2.43 2.35 2.27 2.45 2.3811 2.72 2.68 2.59 2.74 2.712 2.95 2.97 2.92 2.82 2.7313 3.3 3.19 3.21 3.16 3.0514 3.4 3.44 3.48 3.4115 3.65 3.63 3.7116 3.98 3.98 3.9317 4.2 4.13 4.1818 4.59 4.45 4.3819 4.82 4.84 4.6 4.7820 5.12 5.07 5.1 4.9521 5.43 5.37 5.33 5.35 5.3822 5.72 5.68 5.63 5.52 5.62 5.4423 5.98 5.98 5.94 5.88 5.83 5.8624 6.24 6.24 6.2 6.03 6.09 6.1225 6.37 6.5 6.5 6.45 6.4 6.3426 6.63 6.76 6.78 6.6 6.85 6.527 6.887.02 6.93 6.98 6.91287.147.287.287.237.18297.547.397.547.547.49307.87.657.87.87.75318.067.88.068.067.8328.328.168.328.11338.548.58.418.58.58348.88.78.678.84359.179.069.18.92369.439.329.369.18379.79.589.629.49389.969.79.663910.2210.0910.144010.4710.4810.3510.34110.7410.7510.61421111.0110.874311.2611.2711.134411.6811.5211.534512.512.0512.064612.9112.7412.712.585715.0614.8614.6614.685815.3315.214.936118.417.7817.548021.5121.23网纹辊的线数是指网纹辊表面单位长度内着墨孔的数量,也是网纹辊的重要参数指标之一,它对网纹辊的传墨性能也具有十分重要的影响。


网纹辊的性能参数网纹辊的性能参教主要有网穴形状和网纹线数。
1.网穴形状网穴(墨穴)形状主要有棱锥形、格子形、圆锥形、螺旋线形等.目前常用的网穴形状大多采用棱锥形结构.其中以倒四棱锥形(倒金字塔形)和四棱台形应用最为广泛,如图2-17所示.四棱锥形网穴加工雕刻刀具有锋利的刀尖,所需雕刻压力小.易于保证网穴的几何精度.一般与橡胶墨斗辊配合使用。
四棱台形底部是平截棱锥而形成的平面,网穴的侧面一般较棱锥形的更趋垂直.网穴之间的隔墙比四棱锥形宽,因此四棱台形网穴网纹辊的传墨性能较好,具有通用性,既可与橡胶墨斗辊配合.也可与刮墨刀配合使用.六棱台形网穴的开口角度较大,因而着墨、传墨性能较前述两种要好;其网墙具有更高的强度.可减缓刮墨刀的磨损。
现代激光雕刻网纹辊多采用正六边形的开口。
实践证明.这种正六边形的开口供墨方式可以有效地避免莫尔条纹的产生.斜齿形网穴的法向截面为等腰梯形,是与网纹传墨辊线成45度螺旋雕刻斜槽形成的.这种网穴可保证油墨(或涂布液体)的流动性,具有良好的传墨性能。
斜齿形网纹辊供墨量较大.一般用于涂布。
除了以上几种常用的网穴结构外,利用激光雕刻等先进加工方法,加工出的半球形网穴及其他异形网穴的网纹传墨辊.其传墨性能进一步提高。
网穴的开口、网墙、深度及锥角等参数均直接影响传墨量,应根据印刷要求,合理进行选择.网穴的开口面积决定了网纹传墨辊向印版农面的传墨单元的大小。
网穴开口边长a与网穴间隔墙宽度的比值决定了网纹传墨辊传墨的均匀性.网穴的开口尺寸a和深度h(锥角a)也影响网穴的传递油墨性能.开口大.深度浅(锥角大),则容易传递油墨;开口过小、深度大(锥角小》时,网穴的传递油墨性能对油墨的黏度比较敏感.另外,网穴的边角对传墨有阻碍作用,这种现象可称为.边角效应”。
四梭锥形网穴(图2-18)底部的边角效应最为强烈,约占网穴的1/3高度的底部不能传递油墨。
这也是改进采用四棱台、六棱台及半球形网穴的一个原因。

网纹辊的性质、选择、质量以及清理网纹辊是网纹辊上光装置中的关键部件。
它的功能是吸纳所需数量的上光油并将其施加到上光印版上。
辊子的雕刻部分和吸纳量必须与所使用的上光油和承印物相适应。
必须遵守特定的清理程序,从而确保获得网纹辊的最佳性能和可靠性。
网纹辊是柔性版印刷工艺的一个产物。
anilox这个词本身指明了它的起源(anil为苯胺),因为它最初用于施加苯胺类柔印油墨。
在过渡期间,网纹辊发展成了有高度技术含量的复杂的部件。
高宝长期以来在短墨路输墨方面积累的的专业知识意味着高宝是全世界唯一具备在公司内部制造网纹辊所需技术诀窍的印刷机制造商。
在高宝拉德博伊尔分部制造的网纹辊主要用于无墨键、无水的短墨路。
高宝联机上光装置使用的网纹辊是由两个专业制造商,Praxair Surface Technologies和Zecher提供的。
雕刻网纹的类型一根网纹辊的整个表面都是经过雕刻的。
经典的雕刻网纹由网穴组成。
以前的凹入部分为棱锥形,而且是像棋盘一样排列的。
后来采用了以蜂房图案排列的具有球形凹入部分的六角形的形状。
尽管当前人们选择诸如六角形这样的封闭结构来施加金属颜料上光油,但在其它应用中,已经逐渐转向开放式结构。
如今,数年的经验已经表明,影线,或像螺纹或线条网屏一样的影线状雕刻部分是效率最高的结构。
尽管影线具有防止泡沫形成的优点,但是上光图案比较复杂时还是可能产生问题,因为离心力会沿着沟槽把上光油驱动到辊的边缘上。
这种施加上光油时的偏移可能造成鬼影,当然这也可能是因润湿不当或刮刀腔体中上光油不足所造成。
从另一方面来说,由不规则的上光造成的鬼影可用使网纹辊和上光印版滚筒的直径为1:1.5的方法来消除。
要开发的雕刻部分图案的最新类型是交叉影线,它生成的图案就像是一个阴图片网屏,但不是由网穴或沟槽组成的,而是由可称为“ 沟槽状产物” 的成分组成的。
Zecher使用90°交叉的雕刻部分在影线沟槽的壁上生成突破口,留下的只有长而纤细的残迹。
网纹辊的性能参数网纹辊的性能参教主要有网穴形状和网纹线数。
1.网穴形状网穴(墨穴)形状主要有棱锥形、格子形、圆锥形、螺旋线形等.目前常用的网穴形状大多采用棱锥形结构.其中以倒四棱锥形(倒金字塔形)和四棱台形应用最为广泛,如图2-17所示.四棱锥形网穴加工雕刻刀具有锋利的刀尖,所需雕刻压力小.易于保证网穴的几何精度.一般与橡胶墨斗辊配合使用。
四棱台形底部是平截棱锥而形成的平面,网穴的侧面一般较棱锥形的更趋垂直.网穴之间的隔墙比四棱锥形宽,因此四棱台形网穴网纹辊的传墨性能较好,具有通用性,既可与橡胶墨斗辊配合.也可与刮墨刀配合使用.六棱台形网穴的开口角度较大,因而着墨、传墨性能较前述两种要好;其网墙具有更高的强度.可减缓刮墨刀的磨损。
现代激光雕刻网纹辊多采用正六边形的开口。
实践证明.这种正六边形的开口供墨方式可以有效地避免莫尔条纹的产生.斜齿形网穴的法向截面为等腰梯形,是与网纹传墨辊线成45度螺旋雕刻斜槽形成的.这种网穴可保证油墨(或涂布液体)的流动性,具有良好的传墨性能。
斜齿形网纹辊供墨量较大.一般用于涂布。
除了以上几种常用的网穴结构外,利用激光雕刻等先进加工方法,加工出的半球形网穴及其他异形网穴的网纹传墨辊.其传墨性能进一步提高。
网穴的开口、网墙、深度及锥角等参数均直接影响传墨量,应根据印刷要求,合理进行选择.网穴的开口面积决定了网纹传墨辊向印版农面的传墨单元的大小。
网穴开口边长a与网穴间隔墙宽度的比值决定了网纹传墨辊传墨的均匀性.网穴的开口尺寸a和深度h(锥角a)也影响网穴的传递油墨性能.开口大.深度浅(锥角大),则容易传递油墨;开口过小、深度大(锥角小》时,网穴的传递油墨性能对油墨的黏度比较敏感.另外,网穴的边角对传墨有阻碍作用,这种现象可称为.边角效应”。
四梭锥形网穴(图2-18)底部的边角效应最为强烈,约占网穴的1/3高度的底部不能传递油墨。
这也是改进采用四棱台、六棱台及半球形网穴的一个原因。
四、网纹辊的简介网纹传墨辊(简称网纹辊)是柔版印刷机专用的传墨辊。
其表面制有无数大小的、形状、深浅都是相同的凹孔,这些凹孔又称为网穴(或者墨孔),一般用眼睛观察看不出网穴,必须用放大镜才能看到。
凹下的网穴能储存油墨,如下图所示。
1、网纹辊的种类按表面镀层分类,网纹辊可以分为金属镀铬网纹辊和陶瓷网纹辊。
金属镀铬网纹辊是在金属辊表面用电子雕刻机先刻出网穴,然后再镀铬制成的,铬层得厚度约为1.2μm,洛氏硬度为(HRC)60-70。
陶瓷网纹辊是用等离子的方法,将金属氧化物(Al2O3或Cr2O3)熔化、熔射涂布在金属光辊表面,形成高硬度,并与金属辊结合牢固、致密的陶瓷薄膜,然后用激光雕刻制成。
2、网纹辊的性能比较网纹辊的性能比较见下表:2.1雕刻精度机械雕刻金属镀铬辊最高只能达到500L/in。
激光雕刻陶瓷网纹辊网线范围宽,最高可达1200L/in,可满足精细印刷的要求。
较高的网线数可以形成更薄、更均匀的墨膜,在高速印刷时能减少网点的扩大,并得到更快的干燥速度,更准确的套印和更少的油墨消耗,从而保证印刷质量。
2.2耐印力金属镀铬网纹辊耐印力约1000~3000万次,造价比较低,在一般水平的柔性版印刷使用比较广泛。
但由于镀层太薄,所以极易磨损,铬辊磨损后会使网穴体积发生变化,从而影响印刷质量。
喷涂陶瓷网纹辊耐磨性比金属镀铬网纹辊好,网穴间有天然气孔,易于形成所需要的墨膜。
陶瓷网纹辊,耐磨性高出镀铬辊20~30倍,可达4亿印次,具有寿命长、耐磨、耐腐蚀的特点,由于耐磨性极好,可使用刮刀装置,对于减少更换网纹辊的次数,提高印刷效率十分有利。
2.3传墨和释墨行金属镀铬网纹辊表面镀铬层与激光雕刻陶瓷网纹辊常用的陶瓷材料的表面能量相近,因此两者都具有较好的着墨性能和油墨释放性能。
激光雕刻的网孔形状好,薄壁圆底,网穴有很平滑的墙,有利油墨的传递。
其线宽与网孔容积有较宽的选择范围,能够满足各种用途需要。
更重要的是激光雕刻出来的网穴有三种角度(300、450、600)和两种网穴形状(六角形和棱形)可供选择。
摘要:对水胶涂布机的网纹辊涂布进行了阐述。
主要介绍了网纹辊的种类、构造、涂布装置结构、常见的质量问题处理及应该注意的事项。
关键词:网纹辊涂布;网穴;漏涂;压力调节Abstract: The anilox roll coating of a certain type of water-soluble glue coating machine was elaborated in this paper. And the types of roller, structure, coating device structure, common quality problems and the matters that should be noted were introduced.Key words: anilox roll coating; ink cell; voids of coating; pressure regulation浅谈网纹辊涂布⊙ 李强1,2(1.浙江冠豪新材料有限公司,浙江平湖 314200;2.广东冠豪高新技术股份有限公司,广东湛江 524022)Discussion on the Coating Process of the Anilox Roll⊙ Li Qiang 1,2(1.Zhejiang Guanhao Functional Materials Co., Ltd., Pinghu 314200, Zhejiang, China; 2.Guangdong Guanhao High-Tech Co., Ltd., Zhanjiang 524022, Guangdong, China)中图分类号:TS735+.1文献标志码:B 文章编号:1007-9211(2021)22-0022-03李强 先生公司副总经理,工程师;分管生产系统。
网纹辊作为一种油墨、胶水等介质的传输设备,被广泛应用于印刷机、涂布机等设备上。
网纹辊定量传墨的几个问题一、网纹辊是柔版印刷机的“心脏”人的心脏是人体供血系统的最主要脏器,柔印机上的网纹辊是柔版印刷供墨系统的最主要部件。
网纹辊俗称为柔印机的“心脏”。
网纹辊是柔印机上的传墨辊,作用相当于胶印机的串墨辊和凹印机的印版滚筒,是将油墨传递到印版的图文部分。
网纹辊分金属网纹辊和陶瓷网纹辊。
金属网纹辊受加工工艺的限制,加工最高网线为300 lpi ,已经无法满足现代柔版印刷高网线的要求,金属网纹辊逐渐被陶瓷网纹辊所取代。
网纹辊又是一种计量传墨辊,网纹辊能够传递的油墨量主要靠网线数(每英寸长度上的网孔排列数)和网孔传墨量(网孔容积)来确定。
不同线数的印刷品(印版)都需要有对应网线数和传墨的网纹辊来传墨并完成印刷。
这是柔版印刷同胶印和凹印传墨系统的最大区别。
判别柔性版印刷方式的最主要标准就是印刷色组是否用网纹辊来传墨。
陶瓷网纹辊用于印刷、涂布(涂炭、涂胶)和上光,如6色+1色胶印机, 1 指的就是陶瓷网纹辊上光单元。
现今海德堡Anicolor 胶印机和高宝Gravuflow 机短墨路也采用陶瓷网纹辊传墨。
二、柔性版印刷的陶瓷网纹辊带轴式陶瓷网纹辊,主要用于窄幅(1 000 mm以下)机组式和层叠式柔版印刷机,如用在雅佳发、麦安迪、上海紫光、青州意高发、西安黑牛等公司的机组式柔印机,以及用在瑞安中天、瑞安东海等公司的层叠式柔印机。
套筒式陶瓷网纹辊,主要用于宽幅( 1 000 mm 以上)卫星式和机组式柔版印刷机,如W&H,等公司的卫星式柔印机,以及BHS公司的机组式柔印机。
激光雕刻的陶瓷网纹辊网孔形状:正六边形,螺旋三角形;雕刻的网孔角度:30°,45°,60°。
网线数和网孔容积是制作网纹辊的最主要参数,一定要注意网线数和传墨量公制单位、英制单位表述的一致性。
陶瓷网纹辊的加工工艺:⑴打底采用超强不锈钢合金结合层(NiCr) ,保证陶瓷层与辊基牢固结合,并可有效防止油墨中的溶剂侵入基辊。
网辊的有关参数
电雕网线深度表
目数:每一个IN所含网点的个数;
目数与线数存在有2.54的倍数关系。
如右图列出采用电子雕刻机所能加工
的网线数,当网目数达到或超过300目(
属于自由目数)时,就要用激光进行加工。
以上均是120针的深度(备注:针脚每相差10°网深相差10μm)
电雕深度测试版
一般而言,网辊的转移率为30%~80%,这和胶水或油墨的粘性等有关。
而要提高网辊的转移率,可以采用静电吸附的方式;另外,网点数的确定,和胶水流平性有很大的关系。
网点数=网纹辊直径×π×网纹辊长度×网线数×网线数
常用网目理论容积和深度对照参数表(东运制版)。