网纹辊传墨的介绍
- 格式:ppt
- 大小:2.00 MB
- 文档页数:67

激光雕刻网纹辊加工工艺技术在包装印刷行业中,柔性版印刷技术已经成为一种主要的印刷方式,柔版印刷品占全美包装印品的75%,产值相当于900亿美元,人们不再认为柔版印刷只能印一些实地与粗网线的低档印品。
对印刷者来说,柔版印刷与胶印、凹印相比还有一个最大的差别,那就是柔印使用的是水基油墨。
随着保护环境的呼声日益高涨,柔性版印刷的优势愈来愈明显。
网纹辊(anilox roll是给柔性版定量传墨的机构,其表面是由无数大小一致、分布均匀的凹孔即网穴(又称“着墨孔”组成,油墨通过这些凹孔被传递到印版上,因此,网纹辊是柔性版印刷机的“心脏”。
一、滚压法滚压法加工网穴与普通滚花类似,滚刀体表面切削出正反螺旋线,形成与所要求的网纹辊网穴对应的凸起网点,在车床上使滚刀与待加工的网纹辊辊体合压对滚,即可冷轧完成网穴的加工。
二、电子雕刻法与凹印滚筒的电子雕刻方法原理类似。
这两种加工方法,所采用的钢质辊体一般都要镀铜,无论是滚压还是电子雕刻都在铜层上进行。
加工完成后,还要在网纹辊表面镀上一层铬或陶瓷,主要是提高网纹辊的耐磨性,镀铬层一般厚度为12.7-17.78μm,喷涂陶瓷的厚度为25.4-30.48μm,这两种方法形成的网纹辊分别被称为金属镀铬网纹辊和喷涂陶瓷网纹辊。
三、激光雕刻法它是应用激光束作为动力对网纹辊表面进行蚀刻加工。
网纹辊在激光雕刻之前,先用等离子的方法,将金属氧化物(A12O3、Cr2O3或矾土-钛熔化、喷涂在金属辊表面,形成牢固、致密的陶瓷薄膜,然后用激光雕刻,激光的高能量使陶瓷汽化蒸发,移出网穴。
采用这种加工方法形成的网纹辊称之为陶瓷网纹辊。
机械雕刻网纹辊的雕刻线数最高能达到500线/英寸,而激光雕刻网纹辊最高可达1200线/英寸,较高的网线数可以形成更薄、更均匀的墨膜,能够减少网点扩大,可以满足精细印刷的要求。
陶瓷网纹辊是现在最普遍采用的网纹辊。
金属镀铬网纹辊的耐印率为1000-3000万次,造价比较低,由于镀层太薄,所以极易磨损,磨损后网穴体积发生变化,影响印刷质量。

网纹传墨辊加工方法简介网纹传墨辊辊体一般采用无缝钢管,要求有较高的强度,避免在雕刻加工或使用中受力而发生挠曲变形,影响正常传墨。
如果采用雕刻方法加工网纹传墨辊的着墨孔,常在精加工后钢辊体表面镀铜,以提供一个易于加工的基层。
也有在钢辊体上直接雕刻的。
采用某种雕刻方法加工出着墨孔后,还要进行表面涂覆,如镀铬、喷涂陶瓷等,以提高网纹传墨辊的耐磨性并可阻挡溶剂对基层铜层的腐蚀。
1.基层材料网纹传墨辊上进行雕刻加工的表层称为基层,基层一般是在辊体上另加上去的。
基层的材料对网纹传墨辊的寿命和使用性能十分关键,选择时应从强度、耐腐蚀性和加工性能等方面综合考虑。
强度主要指的是抗局部冲击的能力。
如果基层材料过软,在冲击力作用下将产生较大变形,则会引起网纹传墨辊表面镀铬层或陶瓷涂层剥裂。
耐腐蚀性指的是对油墨溶剂等的抵抗能力。
如果基层不耐腐蚀,溶剂侵入基层与辊体之间,则会引起基层剥落。
耐腐蚀性与基层材料的致密程度也有关系。
加工性能指的是能否保证加工出精密的着墨孔。
如果基层材料过硬,则加工出的着墨孔可能不均匀,隔墙会出现裂纹。
根据上述要求,有的网纹传墨辊制造厂选用不锈钢合金作为基层材料,喷涂在辊芯表面。
为了保证良好的加工性能,最常用的基层材料是电镀铜。
2.网纹传墨辊表面着墨孔的加工方法(1)滚压法滚压法加工着墨孔与普通滚花相似。
用车床在滚刀体表面切削出正反螺纹线,形成与所要求的网纹传墨辊着墨孔对应的凸起网点,即制成了滚刀。
滚刀采用合金钢材料,经切削加工、硬化处理后,可作为滚压加工网纹传墨辊的刀具。
滚刀也有采用镶焊金刚石制成的。
使用寿命较长。
滚压加工时,刀具在网纹传墨辊表面的部分区域会出现重复滚压。
为了保证网纹传墨辊表面的着墨孔完全均匀地分布,避免任何错位,在加工滚刀及滚压网纹传墨辊时,必须精确选择有关的参数。
根据所需加工的网纹传墨辊的具体要求,确定滚刀和加工参数,在机床上使滚刀和网纹传墨辊体压合对滚,即可通过冷轧完成着墨孔的加工。
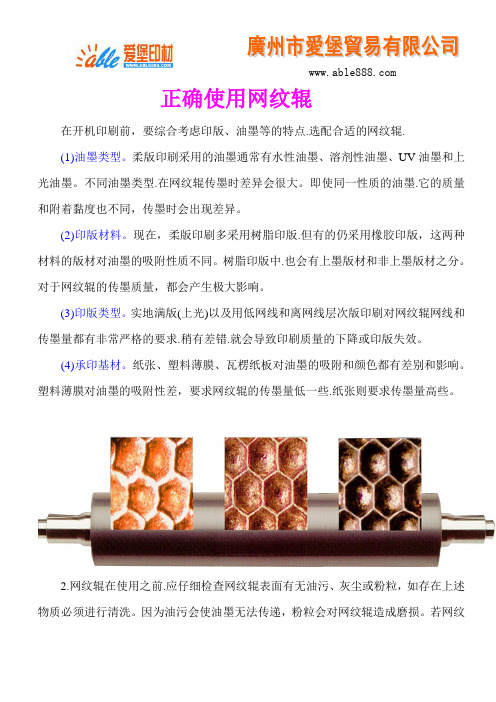
正确使用网纹辊在开机印刷前,要综合考虑印版、油墨等的特点.选配合适的网纹辊.(1)油墨类型。
柔版印刷采用的油墨通常有水性油墨、溶剂性油墨、UV油墨和上光油墨。
不同油墨类型.在网纹辊传墨时差异会很大。
即使同一性质的油墨.它的质量和附着黏度也不同,传墨时会出现差异。
(2)印版材料。
现在,柔版印刷多采用树脂印版.但有的仍采用橡胶印版,这两种材料的版材对油墨的吸附性质不同。
树脂印版中.也会有上墨版材和非上墨版材之分。
对于网纹辊的传墨质量,都会产生极大影响。
(3)印版类型。
实地满版(上光)以及用低网线和离网线层次版印刷对网纹辊网线和传墨量都有非常严格的要求.稍有差错.就会导致印刷质量的下降或印版失效。
(4)承印基材。
纸张、塑料薄膜、瓦楞纸板对油墨的吸附和颜色都有差别和影响。
塑料薄膜对油墨的吸附性差,要求网纹辊的传墨量低一些.纸张则要求传墨量高些。
2.网纹辊在使用之前.应仔细检查网纹辊表面有无油污、灰尘或粉粒,如存在上述物质必须进行清洗。
因为油污会使油墨无法传递,粉粒会对网纹辊造成磨损。
若网纹辊表面有较大的伤痕.必须停止使用.否则伤痕会迅速扩展.对墨斗辊和印版造成破坏.使印品质量无法得到保证。
3.使用前还应对网纹辊与墨斗辊间的传动齿轮进行检查.保证其间无杂物.涂抹少许齿轮润滑油.可使因杂物造成网纹辊产生跳动的影响有所改善。
提高网纹辊的传墨效果.减少印品出现墨杠的几率.杜绝网纹辊与墨斗辊或刮墨刀在干燥状态下的摩擦,保证墨斗辊与网纹辊或刮墨刀与网纹间的压力最小.若压力过大.会加剧网纹辊的磨损.同时不合适的压力也会适成网纹辊轴向传墨不均。
4.使用网纹辊时还应根据印品定时更换刮墨刀片.刀片长期使用.会因其本身磨损.而对网纹辊产生磨损;另外.刮墨刀片的软硬度及刃口长短都会对网纹辊的寿命产生一定影响;再者,还应注注意刮墨刀的压力调节和新旧刮墨刀更换时压力及角度的调整。
最好采用塑料刮刀.它可以更好地保护网纹辊。
5.做好网纹辊的清洗工作.注:本文来自广州爱堡官方网站,转载请注明!。

陶瓷网纹辊小知识一,柔印的基本原理及应用和胶印一样,柔印也属于间接印刷,其工作原理是通过胶辊的转动拭墨,油墨进入网纹辊上的网穴中储存起来,靠其张力保持在穴中,当和版辊上的树脂版接触,则把油墨转移到树脂版上有图文(an凸出网点上)的部分再由版辊和压力辊转动合压至承印物上,完成一次单色印刷.其中核心部分是网纹辊和树脂版.尤其是网纹辊被称作是柔印机的心脏,其网穴的深浅(储墨量),多少,形状都直接影响到印品的质量.柔印由于其使用油墨的环保性,越来越受到重视.不论其使用的是水基还是酒精基油墨,针对现时的胶印等印刷用油墨而言,实在是再环保不过.柔印这几年在全世界的发展速度已大大超过了其他印刷.柔印最早使用在纸箱包装中,时至今日,纸箱包装仍然是柔印市场最大的用户.另外,购物袋,手提袋印刷;信封,信笺,笔记本内页印刷;纸杯,纸食品袋;餐巾纸;商标印刷等方面都有用到.麦当劳,肯德基等杯子,食物的纸制品均为柔印,而且全国的麦当劳纸制品就在广州的开发区印制而成.中国的柔印设备,水性墨都还处在一个较低的水平,加入WTO后,其市场潜力将是不可估量的,尤其是中国在全球经济一体化中扮演了越来越重要的角色,当然和之配套的网纹辊也必然是大有文章可做了.二,网纹辊的发展及其分类1.陶瓷网纹辊在柔印中的发展史柔印首先于1938年起源于美国.辊上的网纹是由压刻上去的,制作非常粗糙,主要是用在纸箱外包装上(亦称工业包装),使用铁质辊筒.但是在使用中发现辊筒的磨损很大,使印刷质量及印刷成本很难保证.1939年对网纹辊进行了电镀,在其外表面镀上一层较坚硬的金属(如铬),但是仍难达到要求. 1970年有人提出采用坚硬的陶瓷来制作网纹辊.但是陶瓷上进行刻凹道是极不容易的.直到l984年由于激光技术的成熟发展以及各行业的广泛应用.激光网纹辊才被正式采用.1989年这一技术被台湾一铭公司引进.2.激光雕刻陶瓷网纹辊早期的网纹辊雕刻形式,采用表面镀铬,机械雕刻,应用于稍粗的纸箱或塑料印刷加工和涂布.镀铬网纹辊在刚开始使用时,印刷效果并不差,但由于金属面较易磨损,使网纹辊使用寿命很短.加之机械雕刻模具形状的限制,使其线数无法提高,甚至难以满足中档柔版印刷之需,相信随着时间推移,将逐渐被陶瓷辊取代.①CO2型激光雕刻陶瓷网纹辊目前大多数的激光网纹辊雕刻厂家,是采用传统的C02激光雕刻技术进行.此种类型的有效网线约为80~400Ipi,能满足纸箱印刷的基本要(下接26页)中国包装2009/747一名优秀的设计师,更要努力成为合格的心理专家ll4l.参考文献[1]王章旺.包装分类设计一设计基础[M].北京:中国轻工业出版社,2001.[2]陈港,唐爱民,张宏伟.现代纸容器[M].北京:化学工业出版社,2002.[5]孙诚.纸包装结构设计[M].北京:中国轻工业出版社,2O06.[4]张大鲁,吴钰.包装设计基础与创意[M].北京:中国纺织出版社,2006.[5]王安霞.包装装潢设计[M].开封:河南大学出版社2004.[6]解勇.文字创意[M].沈阳:辽宁美术出版社, 2002.[7]尹章伟等.包装色彩设计[M].北京:化学工业出版社2005.[8]林振扬.包装设计[M].南宁:广西美术出版社.2005.[9]广川启智.日本包装设计获奖作品集[M].沈阳:辽宁科学技术出版社,2002.[10]杜军虎.论传统图形设计背后的知识形式[J].包装工程,2006,27(4-):222-225.[11]李道亮.系列化包装设计与品牌传达[J]. 生活用纸,2005,(1):9—11.[12]曾迪来.现代包装设计[M].长沙:中南大学出版社2005.[15]李立群.商品包装装潢设计[M].北京:机械工业出版社,2004.[14]杨贤春.产品包装装潢的性格定位[J].中国包装工业,2000,(10):59-40.(上接47页)求,可印刷全色调及较粗的文字.激光陶瓷网纹辊的发明,使柔印的印刷质量得到较大的提升,但由于传统C02激光所雕刻网点不够清晰,网孔不够宽广,网线难以得到根高②C02多次雕刻陶瓷网纹辊最先进的C02激光雕刻系统拆网穴重复打点方式,可改正传统C02激光雕刻的缺点,使网孔非常宽,网穴造形更为平均,且网线扩大至50~1O00Ipi.③Y AG激光雕刻陶瓷网纹辊柔版印刷的特点为"高速,环保,经济",所以在1990年代得到了广泛的应用.Y AG激光技术的出现使网线数及网孔清晰度得到了一定的改善,可以配合清晰度稍高的柔版印刷.但其雕刻的网线范围在600~l500Ipi,不适宜用于纸箱印刷.缺点是由于Y AG激光在雕刻时较难保持稳定,使其较难控制整个网纹辊的网孔形状的一致26一中国包装2009/7性,易引起不同部位的墨量不平均.三,网纹辊的网穴作为"心脏"部分,其上面记着大小相同,位置均匀,深度一致的凹陷,我们称之为网穴.网穴分别有如下形状规格:蜂巢型60.;钻石型45.;峰巢型30.;斜线型(1.~89.).而目前用得最多也是最好的是60.蜂巢型的网穴.据计算,同等面积,同等网线的情况下,蜂巢形网穴所达到的网穴是钻石型的1.155倍之多,故其达到的解晰度更高一些.四,网纹辊在其他方面的应用网纹辊除了用在柔印中,还使用在凹印涂布中.网纹辊直接浸于油墨中,通过转动由网穴(刮刀)将多余的墨刮掉再直接涂印到承印物上. 其耐印力因承印物不同而有所差别.。
网纹辊线数和传墨量的选用要素分析柔性版印刷以其“灵活性、经济性、环保性” 而被称为“最优秀、最有前途”的印刷方式,近几年在中国得到了令人瞩目的发展,特别在包装印刷领域。
随着柔印技术的发展,对印刷质量的要求成为柔印发展的瓶颈,而网纹辊是柔印机的“心脏”,选择合适的网纹辊是将油墨稳定而均匀地传递到印版上的关键,决定着最终印刷品的质量和清晰度。
从目前的技术来看,陶瓷网纹辊已成为主流,采用60°的六角形网穴角度,使单位面积内的网穴面积率最高,油墨传递薄而均匀,而且还不易产生龟纹。
此外,这种网纹辊还具有较高的强度,可减少刮墨刀对网纹辊的磨损。
在网纹辊的选用要素中,线数和传墨量是其中最重要的因素。
线数是指沿网纹辊轴向方向上单位长度内网孔的数量,传墨量是指单位面积上的网孔容积,它的单位是BCM,即109μm3/in2。
网纹辊线数与网孔容积的关系。
线数决定着网纹辊传墨的均匀性和传墨量,在网穴开口度一定的情况下,网纹辊线数越高,单位面积内的网穴数就越多,网穴面积就越小,相应的传墨量就越少,墨层越薄,网点扩大率也愈小,愈能控制高光网点的印刷效果;反之网纹辊线数越低,传墨量就越多,墨层越厚,网点扩大率也越大。
网纹辊线数与传墨量受以下因素影响。
1 承印材料类型柔印产品的承印材料主要是塑料薄膜和纸张两大类。
塑料薄膜印刷的干燥主要是靠结膜干燥,纸张印刷的干燥主要是靠渗透干燥。
当然由于纸张的种类很多,如铜版纸、胶版纸、白板纸、牛皮纸等,其吸水性也不一样。
吸水性差的纸张,在渗透干燥的同时也存在很大程度上的结膜干燥;但吸水性好的纸张,则完全就是渗透干燥了。
油墨干燥方式不同,对网纹辊的传墨量要求也不同。
对于主要由渗透干燥方式印刷的产品,要求网纹辊传墨量大一些;对于主要是结膜干燥的产品,则要求网纹辊的传墨量小一些。
如瓦楞纸板印刷时,由于其面纸较粗糙,吸墨量大,对印版传递的墨量要求较高,所以多采用150线/英寸~300线/英寸左右的网纹辊;而在烟包印刷中,实地印刷多采用440线/英寸~500线/英寸左右的网纹辊,这样既能满足传墨量的需求,又能使印刷品获得较高的清晰度。
第六章网纹辊传墨网纹辊传墨• 1 网纹辊种类及性能•2网纹辊的传墨性能•3网纹辊的选配•4网纹辊的维护与保养•5网纹辊的加工方法网纹辊——印刷机的心脏•墨层效果•干燥套印印刷速度•印刷品质的恒定性•图文的品质1 网纹辊种类及性能•网纹辊是柔印机的传墨辊,其表面制有无数大小、形状、深浅都相同的凹下的墨穴或网状槽线,用于控制传墨量。
•采用网纹辊不仅简化了输墨系统结构,而且可以控制墨层厚度,高速印刷时防止油墨飞溅,为提高印刷质量提供了重要保证。
70年代喷涂陶瓷网纹辊面世1989年正六边形60度激光雕刻陶瓷网纹辊• 1.1网纹辊种类金属镀铬网纹辊:电子雕刻机雕出网穴,再镀铬(1.2um),HRC 60~70耐印率较低(1000~3000万次),网纹辊线数较低,成本低。
陶瓷网纹辊:用等离子方法将金属氧化物熔化,涂布在金属辊表面,形成高硬度陶瓷薄膜,然后用激光雕刻。
耐印率高(4亿次左右),网纹辊线数高(>600线/英寸),成本高。
机械雕刻金属网纹辊的优缺点:优点墨层释放好形状相同缺点容易磨损孔壁较宽线数有限度(165-300LPI )易于损坏不利于环保450网墙网孔孔深用旧的镀铬网纹辊异常宽阔的网墙非雕刻陶瓷网纹辊的优缺点:优点耐磨损和刮墨刀一起用缺点线数受限(<300Lpi)孔壁较宽孔形状不好传墨能力差表面粗糙不能做高质量印刷孔壁很宽激光雕刻陶瓷网纹辊传墨效果首屈一指采用世界最先进的激光雕刻系统易于清洁1.2性能比较50~1200<200<500网线范围L/in好好差耐磨性很长较长短寿命高~特高中高印刷质量高中高传墨量范围0.1~0.20.020.02涂层厚度mm 好中好油墨控制量激光雕刻陶瓷网纹辊喷涂陶瓷网纹辊金属镀铬网纹辊1.3网纹辊特征参数•网穴•网壁•网穴开口•网壁宽度•网纹辊角度•网纹辊容量•网穴开口度•网纹辊线数•1)网纹辊线数沿网纹辊轴向方向单位长度内网穴的个数。
单位:L/in L/cm•2)网穴形状斜齿形,棱锥形,棱台形,四边形,菱形等斜齿形六棱台六棱锥四棱台四楞锥2、网纹辊着墨孔的形状Ø四棱锥形配合橡胶墨斗辊使用。