焊接方法 电弧焊 焊条电弧焊
熔化极惰性气体保 护焊 (MIG)
熔化极非惰性气体 保护焊
(MAG、CO2)
埋弧焊 钎焊
焊接方法代号 1 111 131 135
12 9
焊接方法 氧—乙炔焊
压焊
气焊
钨极惰性性气体保 护焊 ( TIG) 电渣焊
气体立焊
焊接方法代号 311 4 3 141
72 73
佛山市南海德展钣金有限公司培训课程 四、常见焊缝标注及说明
佛山市南海德展钣金有限公司培训课程
2.2.1箭头线 箭头直接指向的接头侧为“接头的箭头侧”,与之相对的则为“接
头的非箭头侧”,参见图2。
佛山市南海德展钣金有限公司培训课程
2.2.2 基准线 基准线一般应与图样的底边平行,必要时也可与底边垂直。 实线和虚线的位置可根据需要互换。
2.3 基本符号与基准线的相对位置
佛山市南海德展钣金有限公司培训课程
3、尺寸及标注
3.1 一般要求 必要时,可以在焊缝符号中标注尺寸。尺寸符号参见表4。
佛山市南海德展钣金有限公司培训课程 续表4
佛山市南海德展钣金有限公司培训课程
3.2 标注规则 尺寸的标注方法参见图4。 ➢焊缝横截面上的尺寸标注在基本符号的左侧. ➢焊缝长度方向的尺寸标注在基本符号的右侧. ➢坡口角度,坡口面角度、根部间隙等尺寸标注在基本符号的上侧和下侧 .➢相同焊缝数量的符号标注在尾部. ➢当标注的尺寸数据较多,不易分辨时,可在数据前面增加相应的尺寸
佛山市南海德展钣金有限公司培训课程
4、焊缝符号的应用示例
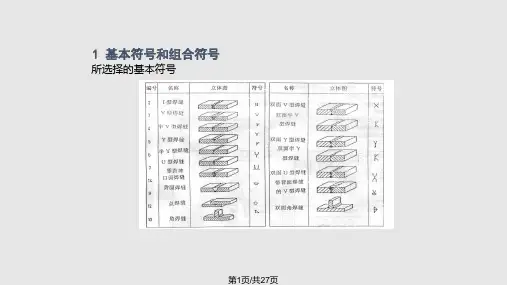
4.1基本符号的应用
佛山市南海德展钣金有限公司培训课程
4.2 补充符号应用示例
佛山市南海德展钣金有限公司培训课程