KS8028操作手册
- 格式:doc
- 大小:997.00 KB
- 文档页数:8

NumberRevision 1.2.15 Security Public Date 2017-07-28Copyright © 2019 T-HEAD Semiconductor Co.,Ltd. All rights reserved.This document is the property of T-HEAD Semiconductor Co.,Ltd. This document may only be distributed to: (i) a T-HEAD party having a legitimate business need for the information contained herein, or (ii) a non-T-HEAD party having a legitimate business need for the information contained herein. No license, expressed or implied, under any patent, copyright or trade secret right is granted or implied by the conveyance of this document. No part of this document may be reproduced, transmitted, transcribed, stored in a retrieval system, translated into any language or computer language, in any form or by any means, electronic, mechanical, magnetic, optical, chemical, manual, or otherwise without the prior written permission of T-HEAD Semiconductor Co.,Ltd.Trademarks and PermissionsThe T-HEAD Logo and all other trademarks indicated as such herein are trademarks of T-HEAD Semiconductor Co.,Ltd. All other products or service names are the property of their respective owners. NoticeThe purchased products, services and features are stipulated by the contract made between T-HEAD and the customer. All or part of the products, services and features described in this document may not be within the purchase scope or the usage scope. Unless otherwise specified in the contract, all statements, information, and recommendations in this document are provided "AS IS" without warranties, guarantees or representations of any kind, either express or implied.The information in this document is subject to change without notice. Every effort has been made in the preparation of this document to ensure accuracy of the contents, but all statements, information, and recommendations in this document do not constitute a warranty of any kind, express or implied.Copyright © 2019 平头哥半导体有限公司,保留所有权利.本文档的产权属于平头哥半导体有限公司(下称平头哥)。
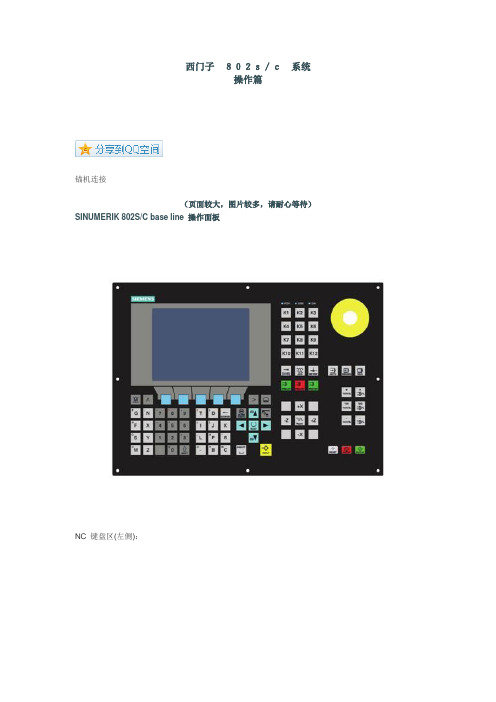
西门子802s/c系统操作篇锚机连接(页面较大,图片较多,请耐心等待)SINUMERIK 802S/C base line 操作面板NC 键盘区(左侧):机床控制面板区域(右侧):1.1屏幕划分符号说明屏幕中的缩略符分别具有如下含义:表1-1 符号说明表1-1 符号说明(续)开机和回参考点 2操作步骤第一步,接通CNC 和机床电源。
系统引导以后进入“加工”操作区JOG 运行方式。
出现“回参考点”窗口。
3 参数设定在CNC 进行工作之前,必须通过参数的输入和修改对机床、刀具等进行调整:输入刀具参数及刀具补偿参数输入/修改零点偏置输入设定数据3.1输入刀具参数及刀具补偿参数—“参数”操作区功能刀具参数包括刀具几何参数、磨损量参数和刀具型号参数。
不同类型的刀具均有一个确定的参数数量。
每个刀具有一个刀具号(T 号)。
参见章节8.6“刀具和刀具补偿”。
参数设定软键选择接下去渐低的或渐高的刀沿号选择接下去渐低的或渐高的刀具号计算刀具长度补偿值用“扩展键”扩展软键功能所有的刀具补偿值复位为零建立一个新的刀沿,设立刀补参数。
新刀补建立到当前刀具上,并自动分配下一个刀沿号(D1-D9)。
在内存中最多可以建立30 个刀沿删除一个刀具所有刀沿的刀补参数建立一个新刀具的刀具补偿参数。
注意:最多可以建立15 个刀具。
打开一个对话窗口,显示设定的所有刀具号。
输入待搜索的刀具号,按“确认键”开始搜索。
刀具寻找到后打开刀具补偿窗口。
3.1.2刀具补偿参数刀具补偿分为刀具长度补偿和刀具半径补偿。
参数表结构因刀具类型不同而不同3.1。
3对刀确定刀具补偿值功能利用此功能可以计算刀具T 未知的几何长度前提条件换入该刀具。
在JOG 方式下移动该刀具,使刀尖到达一个已知坐标值的机床位置,这可能是一个已知位置的工件。
其坐标值可以分为两个部分:可存储的零点偏置和偏移值(Offset)过程偏移值登记到“偏移值”区域。
选择相应的零点偏置(比如:G54),没有零点偏置时选择G500。
精心整理西门子 802s/c 系统操作篇NC 键盘区(左侧):机床控制面板区域(右侧):1.1 屏幕划分表1-1(1)(2)(3)MA 加工PA 参数PR 程序DI 通讯DG 诊断STOP 程序停止RUN 程序运行RESET 程序复位JOG 点动方式MDA 手动输入,自动执行AUTO自动方式表1-1符号说明(续)图中元素缩略符含义SKP程序段跳跃跳步的程序段在其段号之前用一斜线示,这些程DRYROV(4)SBL停。
SBLM1程序停止此功能生效时程序运行到有M01指令的程序段时停止运行。
此时屏幕上显示“停止M00/M01 有效”。
PRT程序测试(无指令给驱动)1_1000INC步进增量系统处于JOG运行方式时不显示程序控制而是显示所选择的步进增量。
开机和回参考点2式。
3在CNC输入/3.1功能刀具参数包括刀具几何参数、磨损量参数和刀具型号参数。
不同类型的刀具均有一个确定的参数数量。
每个刀具有一个刀具号(T号)。
参见章节8.6“刀具和刀具补偿”。
参数设定软键选择接下去渐低的或渐高的刀沿号选择接下去渐低的或渐高的刀具号计算刀具长度补偿值。
在内按“确认键”3.1.刀具补偿分为刀具长度补偿和刀具半径补偿。
参数表结构因刀具类型不同而不同3.1。
3对刀确定刀具补偿值功能利用此功能可以计算刀具T未知的几何长度前提条件换入该刀具。
在JOG方式下移动该刀具,使刀尖到达一个已知坐标值的机床位置,这可能是一个已知位置的工件。
其坐标值可以分为两个部分:可存储的零点偏置和偏移值(Offset)过程偏移值登记到“偏移值”区域。
选择相应的零点偏置(比如:G54),没有零点偏置时选择G500。
每次必须对所选择的坐标轴分别进行登记(参见图3-6)。
注意:利用F计算出所在坐标轴的刀补长度1或2,按“确认键”,计算出的补偿值将被存储。
3.2输入/修改零点偏置值—“参数”操作区功能在回参考点之后实际值存储器以及实际值的显示均以机床零点为基准,而工件的加工程序则以工件零点为基准,这之间的差值就作为可设定的零点偏移量输入操作步骤操作步骤只有使用已知的刀具才可以计算零点偏置。

变换补偿方向补偿方向指令G41和G42可以相互变换,无需在其中再写入G40指令。
原补偿方向的程序段在其轨迹终点处按补偿矢量的正常状态结束,然后在在新的补偿方向开始进行补偿(在起点按正常状态)。
图8-53 更换补偿方向通过M2结束补偿如果通过M2(程序结束),而不是用G40指令结束补偿运行,则最后的程序段以补偿矢量正常位置坐标结束。
不进行补偿移动,程序以此刀具位结束。
临界加工情况在编程时特别要注意下列情况:内角过渡时轮廓位移小于刀具半径;在两个相连内角处轮廓位移小于刀具直径。
避免出现这种情况!检查多个程序段,使在轮廓中不要含有“瓶颈”。
在进行测试或空运行时,请选用可供选择的最大的刀具半径。
轮廓尖角如果在指令G451有效时出现尖角(外角<=10°),则控制系统会自动转换到圆弧过渡。
由此可以避免出现较长的空行程(参见图8-50)。
8.6.8 刀尖半径补偿举例图8-54 刀尖半径补偿举例编程举例N1 T1 ;刀具1补偿号D1N5 G0 G17 G90 X5 Y55 Z50 ;回起始点N6 G1 Z0 F200 S80 M3N10 G41 G450 X30 Y60 F400 ;轮廓左边补偿,过渡圆弧N20 X40 Y80N30 G2 X65 Y55 I0 J-25N40 G1 X95N50 G2 X110 Y70 I15 J0N60 G1 X105 Y45X110Y35N70X90N80Y15N100X65Y40X40N110Y60;退出补偿方式X5G40N120N130 G0 Z50 M28.7 辅助功能M功能利用辅助功能M可以设定一些开关操作,如“打开/关闭冷却液”等等。
除少数M功能被数控系统生产厂家固定地设定了某些功能之外,其余部分均可供机床生产厂家自由设定。
在一个程序段中最多可以有5个M功能。
注意:控制系统中所使用和预留的辅助功能M参见章节8.1..6“指令表”。
编程 M…作用M功能在坐标轴运行程序段中的作用情况:如果M0,M1,M2功能位于一个有坐标轴运行指令的程序段中,则只有在坐标轴运行之后这些功能才会有效。

我公司是专业制造各种阀门驱动装置的厂家,802系列是我公司致力于开发新产品的成果之一。
用途 Application802系列阀门电动装置适用于中小口径的蝶阀、球阀和旋塞阀等90°回转的阀门,它与阀门配套组装成电动阀门,用来驱动和控制阀门的开启和关闭。
操作人员可以在控制室内远距离对阀门进行控制,也可以在现场手动操作。
结构 Construction802系列阀门电动装置主要由专用电机、减速机构、行程控制机构、转炬控制机构、开度指示机构和手轮等组成。
☆电机:阀门专用电机,额定运行时间10分钟,电机安装在箱体的外侧秒面,用齿轮与箱体内的减速机构连接。
☆减速机构:由直齿轮副、蜗杆蜗轮副和少齿差行星齿轮减速机构组成。
最后由输出轴输出动力,驱动阀门的阀杆,使阀门开启和关闭。
☆行程控制机构:采用凸轮机构,凸轮指针轴与输出轴同步,在开向和关向各有二个凸轮和微动开关,一个控制电机电源,一个接通指示灯。
☆转矩控制机构:采用蜗杆轴向窜动结构,蜗杆轴上装有蝶形弹簧,当电动装置有转矩输出时,蜗杆轴就会压缩蝶形弹簧产生轴向窜动(位移),蜗杆轴的轴向窜动量的大小与电机装置输出的转矩大小成正比,通过齿条和齿轮把蜗杆轴窜动量变成凸轮的偏转角度,然后用凸轮触动微动开关,切断电机电源。
☆开度指示机构:用于现场指示阀门开启程度,行程控制机构中凸轮指示轴的顶端装有刻度盘。
在凸轮指针轴的侧面装有供控制室开度表用的电位器,凸轮指针轴和电位器轴之间用一对升速直齿轮副连接。
☆手轮:箱体的侧面装有手轮,本产品没有手电切换手柄,为全自动型。
电气接线 Wiring diagram安装 Installation允许阀门电动装置任意位置安装,但必须注意电机尽量呈水平位置,在不可避免的情况下电机非倾斜不可时,电机的轴伸应向下倾斜,防止因意外润滑油进入电机内部。
阀门电动装置与阀门安装之前,须检查一下电动装置的接盘与轴孔尺寸是否与阀门一致。
安装步骤 Procedure of Installation1、把阀门的阀杆连同键一起放入电动装置的输出轴孔内,然后用螺杆栓把电动装置的接盘和阀门的法兰盘紧固。
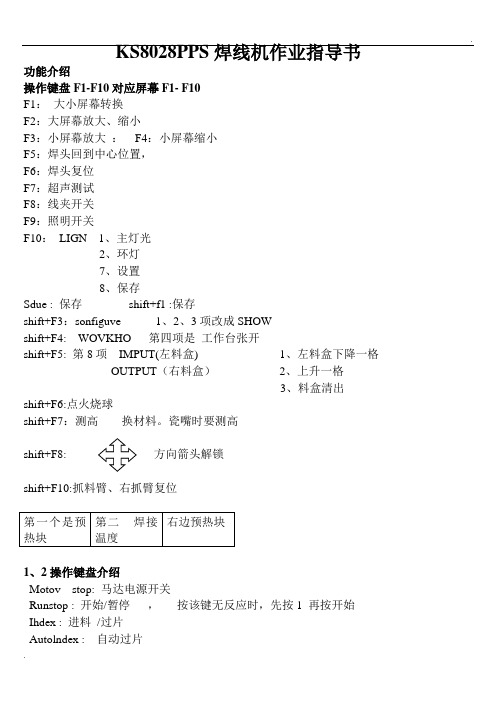
.KS8028PPS 焊线机作业指导书功能介绍操作键盘F1-F10对应屏幕F1- F10 F1: 大小屏幕转换 F2:大屏幕放大、缩小F3:小屏幕放大 : F4:小屏幕缩小 F5:焊头回到中心位置, F6:焊头复位 F7:超声测试 F8:线夹开关 F9:照明开关F10: LIGN 1、主灯光 2、环灯 7、设置 8、保存Sdue : 保存 shift+f1 :保存shift+F3:sonfiguve 1、2、3项改成SHOW shift+F4: WOVKHO 第四项是 工作台张开shift+F5: 第8项 IMPUT(左料盒) 1、左料盒下降一格 OUTPUT (右料盒) 2、上升一格 3、料盒清出 shift+F6:点火烧球shift+F7:测高 换材料。
瓷嘴时要测高shift+F8:方向箭头解锁shift+F10:抓料臂、右抓臂复位1、2操作键盘介绍Motov stop: 马达电源开关Runstop : 开始/暂停 , 按该键无反应时,先按1 再按开始 Ihdex : 进料 /过片 Autolndex : 自动过片Bdck space : 删除 Escape : 退出鼠标:B1 默认, B2移动 B3删除 操作步骤开机进入系统出现有#830提示 按1 → 按1 → 按1等一分中后再跟着提示按1,等系统调出程序出现 ( H/B posi tim ) 提示要对压板大屏幕在1位置按B1 ,移到2的位置上按B1,再移到3的位置上按B3 如图shift+F3:sonfiguve 1、2、3项改成SHOW(开户显示焊点与线数)二 、编程 1焊点主菜单上按:3→3→3 →把第5项改成1→点击Netx →设置对角点,对好直支架点按B1(后上面显示opvpont 2 )→点击Next,拍支架角照片,要把灯光调好,框好支架角点按B1 →Netx →Netx ,把(L1-1 VLL )第1项改成OFF ,再按B2移动工作台到第一个二焊焊点按B1,第二、第三、第四焊点都是按B1 ,完成后焊点上有1、2、3、4如图→Netx 2一焊点主菜单上按:3→3→2 → Netx 对晶片电极角,如图: 第一点按B1 ,第二点按B1 (opvpont 2 )显示2→Netx对好晶片电极角拍照,对准按鼠标B1 ,→Netx→Netx (U1-1)第1项(padfinder)该成OFF, B2移动对准第一个一焊点按B1,再移动对准第二个一焊点按B1 ,三、四一焊点同样做法,完成4个焊点→Done→Done 。
. .KS8028PPS 焊线机作业指导书 功能介绍操作键盘F1-F10对应屏幕F1- F10F1: 大小屏幕转换F2:大屏幕放大、缩小F3:小屏幕放大 : F4:小屏幕缩小F5:焊头回到中心位置,F6:焊头复位F7:超声测试F8:线夹开关F9:照明开关F10: LIGN 1、主灯光2、环灯7、设置8、保存Sdue : 保存 shift+f1 :保存shift+F3:sonfiguve 1、2、3项改成SHOWshift+F4: WOVKHO 第四项是 工作台开shift+F5: 第8项 IMPUT(左料盒) 1、左料盒下降一格OUTPUT (右料盒) 2、上升一格3、料盒清出shift+F6:点火烧球shift+F7:测高 换材料。
瓷嘴时要测高方向箭头解锁shift+F10:抓料臂、右抓臂复位1、2操作键盘介绍Motov stop: 马达电源开关Runstop : 开始/暂停 , 按该键无反应时,先按1 再按开始Ihdex : 进料 /过片Autolndex : 自动过片Bdck space : 删除Escape : 退出鼠标:B1 默认, B2移动 B3删除操作步骤开机进入系统出现有#830提示 按1 → 按1 → 按1等一分中后再跟着提示按1,等系统调出程序出现 ( H/B posi tim ) 提示要对压板大屏幕在1位置按B1 ,移到2的位置上按B1,再移到3的位置上按B3如图shift+F3:sonfiguve 1、2、3项改成SHOW(开户显示焊点与线数)二 、编程1焊点主菜单上按:3→3→3 →把第5项改成1→点击Netx →设置对角点,对好直支架点按B1(后上面显示opvpont 2 )→点击Next,拍支架角照片,要把灯光调好,框好支架角点按B1 →Netx →Netx ,把(L1-1 VLL )第1项改成OFF ,再按B2移动工作台到第一个二焊焊点按B1,第二、第三、第四焊点都是按B1 ,完成后焊点上有1、2、3、4如图→Netx2一焊点主菜单上按:3→3→2 → Netx 对晶片电极角,如图: 第一点按B1 ,第二点按B1 (opvpont 2 )显示2→Netx对好晶片电极角拍照,对准按鼠标B1 ,→Netx →Netx (U1-1)第1项(padfinder )该成OFF, B2移动对准第一个一焊点按B1,再移动对准第二个一焊点按B1 ,三、四一焊点同样做法,完成4个焊点→Done →Done 。
SIEMENS 802D标准车床面板操作1.1面板简介SIEMENS 802D面板介绍按钮名称功能简介紧急停止按下急停按钮,使机床移动立即停止,并且所有的输出如主轴的转动等都会关闭点动距离选择在单步或手轮方式下,用于选择移动距离按钮手动方式手动方式,连续移动回零方式机床回零;机床必须首先执行回零操作,然后才可以运行自动方式进入自动加工模式。
单段当此按钮被按下时,运行程序时每次执行一条数控指令。
单程序段执行模式手动数据输入(MDA)主轴正转按下此按钮,主轴开始正转主轴停止按下此按钮,主轴停止转动主轴反转按下此按钮,主轴开始反转快速按钮在手动方式下,按下此按钮后,再按下移动按钮则可以快速移动机床移动按钮复位按下此键,复位CNC系统,包括取消报警、主轴故障复位、中途退出自动操作循环和输入、输出过程等。
循环保持程序运行暂停,在程序运行过程中,按下此按钮运行暂停。
按恢复运行运行开始程序运行开始主轴倍率修调将光标移至此旋钮上后,通过点击鼠标的左键或右键来调节主轴倍率。
进给倍率修调调节数控程序自动运行时的进给速度倍率,调节范围为0~120%。
置光标于旋钮上,点击鼠标左键,旋钮逆时针转动,点击鼠标右键,旋钮顺时针转动。
报警应答键通道转换键信息键上档键对键上的两种功能进行转换。
用了上档键,当按下字符键时,该键上行的字符(除了光标键)就被输出。
空格键删除键(退格自右向左删除字符键)删除键自左向右删除字符取消键制表键回车/输入键(1)接受一个编辑值。
(2)打开、关闭一个文件目录。
(3)打开文件翻页键按此键,进入机床操作区域加工操作区域键程序操作区域键参数操作区域按此键,进入参数操作区域键按此键,进入程序管理操作区域程序管理操作区域键报警/系统操作区域键选择转换键一般用于单选、多选框1.2机床准备1.2.1激活机床检查急停按钮是否松开,若未松开,将急停按钮松开1.2.2机床回参考点1)进入回参考点模式系统启动之后,机床将自动处于“回参考点”模式在其他模式下,依次点击按钮和进入“回参考点”模式2)回参考点操作步骤X轴回参考点点击按钮,X轴将回到参考点,回到参考点之后,X轴的回零灯将从变为;Z轴回参考点点击按钮,Z轴将回到参考点,回到参考点之后,Z轴的回零灯将从变为;回参考点前的界面如图8-2-2-1所示:回参考点后的界面如图8-2-2-2所示:图8-2-2-1回参考点前CRT界面图图8-2-2-2 机床回参考点后CRT界面图1.3对刀数控程序一般按工件坐标系编程,对刀过程就是建立工件坐标系与机床坐标系之间对应关系的过程。
.KS8028PPS 焊线机作业指导书功能介绍操作键盘F1-F10对应屏幕F1- F10 F1: 大小屏幕转换 F2:大屏幕放大、缩小F3:小屏幕放大 : F4:小屏幕缩小 F5:焊头回到中心位置, F6:焊头复位 F7:超声测试 F8:线夹开关 F9:照明开关F10: LIGN 1、主灯光 2、环灯 7、设置 8、保存Sdue : 保存 shift+f1 :保存shift+F3:sonfiguve 1、2、3项改成SHOW shift+F4: WOVKHO 第四项是 工作台张开shift+F5: 第8项 IMPUT(左料盒) 1、左料盒下降一格 OUTPUT (右料盒) 2、上升一格 3、料盒清出 shift+F6:点火烧球shift+F7:测高 换材料。
瓷嘴时要测高shift+F8:方向箭头解锁shift+F10:抓料臂、右抓臂复位1、2操作键盘介绍Motov stop: 马达电源开关Runstop : 开始/暂停 , 按该键无反应时,先按1 再按开始 Ihdex : 进料 /过片 Autolndex : 自动过片Bdck space : 删除 Escape : 退出鼠标:B1 默认, B2移动 B3删除 操作步骤开机进入系统出现有#830提示 按1 → 按1 → 按1等一分中后再跟着提示按1,等系统调出程序出现 ( H/B posi tim ) 提示要对压板大屏幕在1位置按B1 ,移到2的位置上按B1,再移到3的位置上按B3 如图shift+F3:sonfiguve 1、2、3项改成SHOW(开户显示焊点与线数)二 、编程 1焊点主菜单上按:3→3→3 →把第5项改成1→点击Netx →设置对角点,对好直支架点按B1(后上面显示opvpont 2 )→点击Next,拍支架角照片,要把灯光调好,框好支架角点按B1 →Netx →Netx ,把(L1-1 VLL )第1项改成OFF ,再按B2移动工作台到第一个二焊焊点按B1,第二、第三、第四焊点都是按B1 ,完成后焊点上有1、2、3、4如图→Netx 2一焊点主菜单上按:3→3→2 → Netx 对晶片电极角,如图: 第一点按B1 ,第二点按B1 (opvpont 2 )显示2→Netx对好晶片电极角拍照,对准按鼠标B1 ,→Netx→Netx (U1-1)第1项(padfinder)该成OFF, B2移动对准第一个一焊点按B1,再移动对准第二个一焊点按B1 ,三、四一焊点同样做法,完成4个焊点→Done→Done 。