最新尺寸公差及其标注
- 格式:ppt
- 大小:242.50 KB
- 文档页数:75
机械制图尺寸公差标注集团标准化工作小组 [Q8QX9QT-X8QQB8Q8-NQ8QJ8-M8QMN]第八节尺寸公差与配合注法(GB/T )公差是反映对制造零件精度要求的,配合是反映相配零件之间存在的间隙或过盈情况的,即互相结合的松紧关系。
所以,标注公差与配合是图样中不可缺少的内容。
本标准规定了机械图样中尺寸公差与配合公差的标注方法, 适用于机械图样中尺寸公差(线性尺寸公差和角度尺寸公差)与配合的标注方法。
本标准从2003年12月1日实施,并自实施之日起代替GB/T 《机械制图尺寸公差与配合注法》。
一、基本要求1、公差带的代号及公差等级的代号等要符合GB/T 1800《极限与配合基础》的规定。
2、字体的写法应符合GB/T 14691-1993《技术制图字体》的规定。
3、尺寸注法要符合GB/T 《机械制图尺寸注法》的规定。
二、在零件图上的公差注法(一)线性尺寸公差的注法在图样中标注线性尺寸公差的方法,常用的有标注公差带代号、标注极限偏差、同时标注公差带代号和极限偏差等三种形式。
1、标注公差带代号随着公差与配合标准化工作的进展,对于采用标准公差的尺寸,可以直接标注公差带代号,这对于用量规(公差带的代号往往就是量规的代号)检验的场合十分简便。
标注公差带代号对公差等级和配合性质的概念都比较明确,在图样中标注也简单。
但缺点是具体的尺寸极限偏差不能直接看出。
(注意:当采用公差带代号标注线性尺寸的公差时,公差带的代号应注在基本尺寸的右边,如图2-160、图2-161)。
图2-160 注写公差带代号的公差注法(一) 图2-161 注写公差带代号的公差注法(二)2、标注极限偏差在基本尺寸后标注极限偏差的方法,尺寸的实际大小比较直观,为单件、小批生产所欢迎。
至于标注极限偏差的具体方法,现说明如下:①极限偏差数字的高度:GB/T 仍规定极限偏差数字比基本尺寸的数字小一号,其优点是突出了基本尺寸,标注极限偏差所占地位较小。
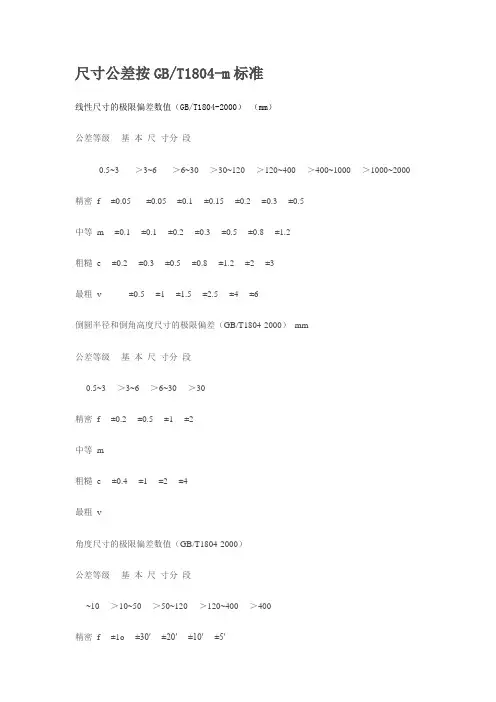
尺寸公差按GB/T1804-m标准线性尺寸的极限偏差数值(GB/T1804-2000)(mm)公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2粗糙e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3最粗v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30精密f ±0.2 ±0.5 ±1 ±2中等m粗糙e ±0.4 ±1 ±2 ±4最粗v角度尺寸的极限偏差数值(GB/T1804-2000)公差等级基本尺寸分段~10 >10~50 >50~120 >120~400 >400精密f ±1o ±30′±20′±10′±5′粗糙e ±1o30′±1o ±30′±20′±10′最粗v ±3o ±2o ±1o ±30′±20′未注形位公差按GB/T1184-K直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤10>10~30 >30~100 >100~300 >300~1000 >1000~3000 H 0.03 0.05 0.1 0.2 0.3 0.4K 0.05 0.1 0.2 0.4 0.6 0.8L 0.1 0.2 0.4 0.8 1.2 1.6垂直度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100~300 >300~1000 >1000~3000H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1L 0.4 1 1.5 2对称度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100~300 >300~1000 >1000~3000H 0.5L 0.6 1 1.5 2圆跳动的未注公差值(GB/T1184-1996)(mm)公差等级圆跳动公差值H 0.1K 0.2L 0.33.表面粗糙度零件的表面都应该注明粗糙度的等级。
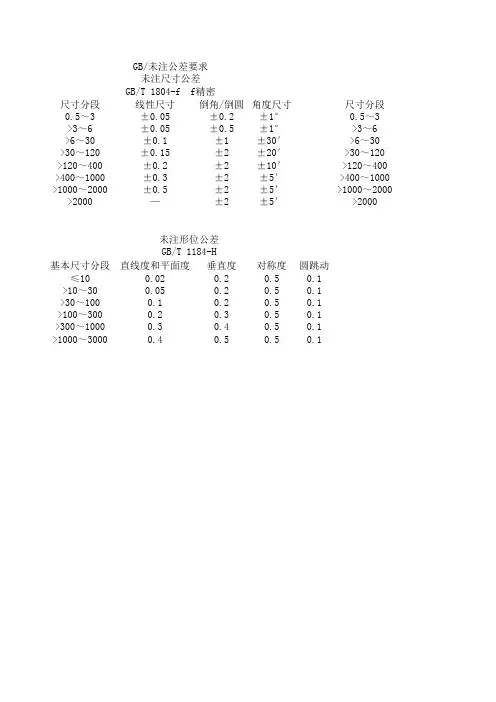
GB/未注公差要求未注尺寸公差GB/T 1804-f f精密GB/T 1804-m m中尺寸分段线性尺寸倒角/倒圆角度尺寸尺寸分段0.5~3±0.05±0.2±1°0.5~3>3~6±0.05±0.5±1°>3~6>6~30±0.1±1±30′>6~30>30~120±0.15±2±20′>30~120>120~400±0.2±2±10′>120~400>400~1000±0.3±2±5′>400~1000>1000~2000±0.5±2±5′>1000~2000>2000—±2±5′>2000未注形位公差GB/T 1184-H基本尺寸分段直线度和平面度垂直度对称度圆跳动≤100.020.20.50.1>10~300.050.20.50.1>30~1000.10.20.50.1>100~3000.20.30.50.1>300~10000.30.40.50.1>1000~30000.40.50.50.1线性尺寸倒角/倒圆角度尺寸尺寸分段线性尺寸±0.1±0.2±1°0.5~3±0.2±0.1±0.5±1°>3~6±0.3±0.2±1±30′>6~30±0.5±0.3±2±20′>30~120±0.8±0.5±2±10′>120~400±1.2±0.8±2±5′>400~1000±2.0±1.2±2±5′>1000~2000±3.0±2.0±2±5′>2000±4.0基本尺寸分段直线度和平面度垂直度对称度圆跳动≤100.050.40.60.2>10~300.100.40.60.2>30~1000.200.40.60.2>100~3000.400.60.80.2>300~10000.600.8 1.00.2>1000~30000.80 1.01.00.2未注形位公差GB/T 1184-K未注尺寸公差GB/T 1804-m m中等未注尺GB/T 1804-c c粗糙倒角/倒圆角度尺寸尺寸分段线性尺寸倒角/倒圆角度尺寸±0.4±1°30′0.5~3—±0.4±3°±1.0±1°30′>3~6±0.5±1.0±3°±2.0±1°>6~30±1.0±2.0±2°±4.0±30′>30~120±1.5±4.0±1°±4.0±15′>120~400±2.5±4.0±30′±4.0±10′>400~1000±4.0±4.0±20′±4.0±10′>1000~2000±6.0±4.0±20′±4.0±10′>2000±8.0±4.0±20′基本尺寸分段直线度和平面度垂直度对称度圆跳动≤100.10.60.60.3>10~300.200.60.60.3>30~1000.400.60.60.3>100~3000.80 1.0 1.00.3>300~1000 1.20 1.5 1.50.3>1000~30001.602.02.00.3未注尺寸公差GB/T 1804-v v最粗未注形位公差GB/T 1184-L未注尺寸公差GB/T 1804-c c粗糙。
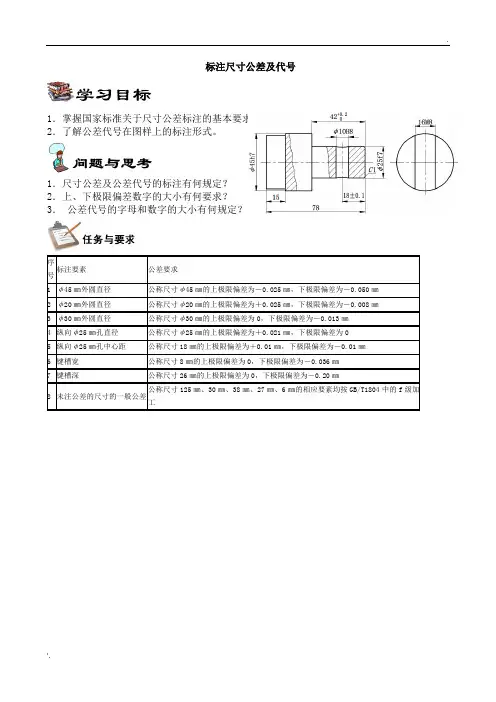
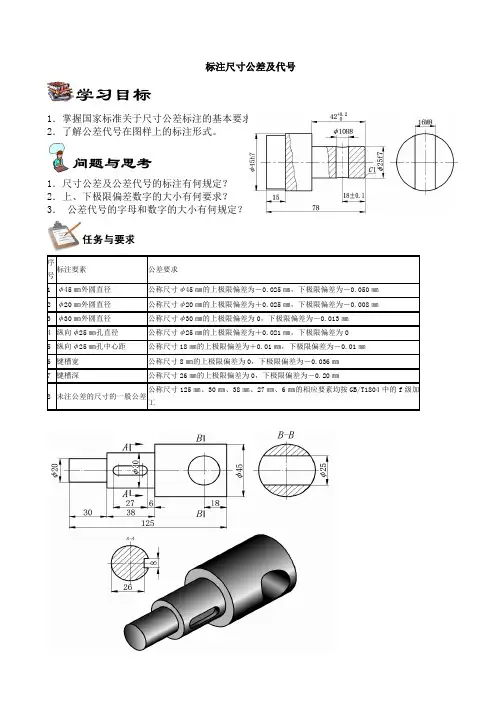
标注尺寸公差及代号
1.掌握国家标准关于尺寸公差标注的基本要求。
2.了解公差代号在图样上的标注形式。
1.尺寸公差及公差代号的标注有何规定?
2.上、下极限偏差数字的大小有何要求?
3.公差代号的字母和数字的大小有何规定?
序
号
标注要素公差要求
1 φ45㎜外圆直径公称尺寸φ45㎜的上极限偏差为-0.025㎜,下极限偏差为-0.050㎜
2 φ20㎜外圆直径公称尺寸φ20㎜的上极限偏差为+0.025㎜,下极限偏差为-0.008㎜
3 φ30㎜外圆直径公称尺寸φ30㎜的上极限偏差为0,下极限偏差为-0.013㎜
4 纵向φ25㎜孔直径公称尺寸φ25㎜的上极限偏差为+0.021㎜,下极限偏差为0
5 纵向φ25㎜孔中心距公称尺寸18㎜的上极限偏差为+0.01㎜,下极限偏差为-0.01㎜
6 键槽宽公称尺寸8㎜的上极限偏差为0,下极限偏差为-0.036㎜
7 键槽深公称尺寸26㎜的上极限偏差为0,下极限偏差为-0.20㎜
8 未注公差的尺寸的一般公差公称尺寸125㎜、30㎜、38㎜、27㎜、6㎜的相应要素均按GB/T1804中的f级加工。
CAD图形尺寸标注与公差规范解读CAD(计算机辅助设计)软件是现代设计领域中广泛应用的工具,它可以帮助设计师快速、准确地创建和编辑各种图形。
在工程设计中,准确的尺寸标注和公差规范是至关重要的,它们决定了产品的质量和相互配合的准确程度。
本文将介绍CAD图形尺寸标注的基本知识和公差规范的解读,帮助读者更好地理解和运用CAD软件。
CAD软件中的尺寸标注功能是用于在设计图纸上直接标注实际尺寸的工具。
通过正确使用尺寸标注,可以使设计师和生产工人准确理解和制造产品。
在CAD软件中,尺寸标注通常包括直线尺寸、角度尺寸、半径尺寸和直径尺寸等。
其中直线尺寸是最常用的一种。
在标注直线尺寸时,需要先确定起点和终点,并选择正确的标注线距离,然后将标注线对准要标注的直线,并输入尺寸数值。
同样,在标注角度尺寸时,需要选择两个直线之间的夹角,并输入对应的数值。
在进行尺寸标注时,需要注意几点:一是标注的尺寸应精确无歧义,方便人们直观理解;二是要选择合适的标注位置,不遮挡其他图形和文字;三是要保持标注的一致性,使用相同的标注样式和字号,方便阅读和理解。
除了尺寸标注外,公差规范也是设计图纸中至关重要的一部分。
公差是指产品尺寸和几何形状的允许变动范围,它可以用于控制产品之间的相互配合关系。
在CAD软件中,公差规范可以通过不同的方式表示,如最大最小值法、平均值法和最大零件版法等。
最大最小值法通常使用上、下公差限的符号表示,例如"20 ± 0.2"表示尺寸的上限为20.2,下限为19.8;平均值法则使用一个数值和公差的加减符号表示,例如"15 +0.1/-0.1"表示尺寸的平均值为15,公差为正负0.1;最大零件版法是指允许尺寸的最大值与零件允许的最小值之差,并通过符号表示,例如"30 - 0.4"表示尺寸的最大值为30,最小值为29.6。
了解并正确应用公差规范对于设计师和制造工程师来说至关重要。
第八节尺寸公差与配合注法(G B/T)公差是反映对制造零件精度要求的,配合是反映相配零件之间存在的间隙或过盈情况的,即互相结合的松紧关系。
所以,标注公差与配合是图样中不可缺少的内容。
本标准规定了机械图样中尺寸公差与配合公差的标注方法, 适用于机械图样中尺寸公差(线性尺寸公差和角度尺寸公差)与配合的标注方法。
本标准从2003年12月1日实施,并自实施之日起代替GB/T 《机械制图尺寸公差与配合注法》。
一、基本要求1、公差带的代号及公差等级的代号等要符合GB/T 1800《极限与配合基础》的规定。
2、字体的写法应符合GB/T 14691-1993《技术制图字体》的规定。
3、尺寸注法要符合GB/T 《机械制图尺寸注法》的规定。
二、在零件图上的公差注法(一)线性尺寸公差的注法在图样中标注线性尺寸公差的方法,常用的有标注公差带代号、标注极限偏差、同时标注公差带代号和极限偏差等三种形式。
1、标注公差带代号随着公差与配合标准化工作的进展,对于采用标准公差的尺寸,可以直接标注公差带代号,这对于用量规(公差带的代号往往就是量规的代号)检验的场合十分简便。
标注公差带代号对公差等级和配合性质的概念都比较明确,在图样中标注也简单。
但缺点是具体的尺寸极限偏差不能直接看出。
(注意:当采用公差带代号标注线性尺寸的公差时,公差带的代号应注在基本尺寸的右边,如图2-160、图2-161)。
图2-160 注写公差带代号的公差注法(一) 图2-161 注写公差带代号的公差注法(二)2、标注极限偏差在基本尺寸后标注极限偏差的方法,尺寸的实际大小比较直观,为单件、小批生产所欢迎。
至于标注极限偏差的具体方法,现说明如下:①极限偏差数字的高度:GB/T 仍规定极限偏差数字比基本尺寸的数字小一号,其优点是突出了基本尺寸,标注极限偏差所占地位较小。
②极限偏差标注的位置:上偏差应注在基本尺寸数字的右上方,下偏差注在基本尺寸数字的右下方,并且下偏差的数字必须与基本尺寸数字注在同一底线上,如图2-162、图2-163。