圆坯连铸工艺
- 格式:ppt
- 大小:307.50 KB
- 文档页数:7
使用连铸的工艺流程1. 简介连铸是一种常用的金属加工工艺,用于将熔化的金属直接连续铸造成坯料,广泛应用于钢铁、铝合金等行业。
本文将介绍使用连铸的工艺流程。
2. 工艺流程使用连铸的工艺流程主要包括以下几个步骤:2.1. 准备工作在进行连铸之前,需要进行一系列准备工作,包括准备原材料、准备设备、准备工作环境等。
确保原材料的质量符合要求,设备正常运行,工作环境清洁和安全。
2.2. 加热和熔化将原材料放入加热炉中进行加热,使其达到熔化温度。
加热温度和时间要根据具体材料而定,确保材料完全熔化且温度均匀。
2.3. 连铸过程在原材料完全熔化后,将熔融金属倒入连铸机的浇铸池中。
连铸机通过一系列的机械和液压装置,将熔融金属连续铸造成坯料。
在连铸过程中,需要注意保持合适的浇注速度和冷却速度,以获得均匀的结晶组织和良好的性能。
2.4. 冷却和固化连铸后的坯料经过冷却和固化过程,使内部结构逐渐凝固并形成所需的物理性能。
冷却的过程中可以采用冷却水或其他冷却介质进行辅助。
冷却时间的控制对坯料的质量具有重要影响。
2.5. 切割和整形冷却固化后的坯料需要进行切割和整形,以得到所需尺寸和形状的产品。
切割可以使用切割机械或其他工具进行,整形则可以通过机械加工或其他方法来完成。
2.6. 后处理切割和整形后的产品可能需要进行进一步的后处理,包括清洁、调质、表面处理等。
根据产品的具体要求,选择合适的后处理方法,以提高产品的质量和性能。
3. 结论使用连铸的工艺流程可以有效地生产出符合要求的金属坯料。
准备工作、加热和熔化、连铸过程、冷却和固化、切割和整形以及后处理是工艺流程的主要步骤。
通过合理控制每个步骤的参数和条件,可以获得高质量的金属产品。
以上是使用连铸的工艺流程的简要介绍,希望对您有所帮助。
采用连铸工艺可以提高生产效率和产品质量,是现代金属加工领域的重要工艺之一。
祝您工作顺利!。
永钢大圆坯连铸工艺装备特点及实践卢洪星1陆剑锋 2 李占春 2 陆健2(1江苏沙钢集团淮钢特钢股份有限公司,223002;2江苏永钢集团联峰能源装备有限公司215628)摘要介绍了江苏永钢集团联峰能源装备有限公司电炉大圆坯连铸装备特点,调试与生产情况,对连铸设备与工艺技术、产品质量进行分析,提出相关改进措施。
关键词圆坯连铸工艺装备特点实践Practice and Process Equipment Charateristic of Continuous Cast Machinefor Big Bloom in Yonggang SteelLuhongxing1Lujianfeng2Lizhanchun2Lujian2(1.Jiangsu Shasteel Group Huaigang Special Steel Co.,Ltd,HuaiAn 223002;2.Jiangsu Yongsteel Group Energy Equipment Co.,Ltd,YongGang 215628)Abstract Process equipment charateristics,debugging and production situation of continuous cast machine for big round bloom by EAF process in Yonggang Steel CO.,Ltd are introduced,The continuous cast equipment,technique and quality of billet steel are analysed,and adopting related improving and assuring measures。
Key Words Continuous Cast for Round Bloom Process Equipment Charateristic Practice江苏永钢集团能源装备有限公司电炉特殊钢大圆坯连铸机是中冶京城设计、制造,于2013年06月投产,主要生产钢种为优质碳素结构钢、合金结构钢、及低合金高强度钢等,生产初期存在的主要缺陷为铸坯芯部裂纹、外部纵裂、外形尺寸偏差。
连铸工艺流程介绍(2010-09-11 15:38:59)分类:我的大学标签:和静中间包结晶器钢水铸坯【导读】:转炉生产出来的钢水经过精炼炉精炼以后,需要将钢水铸造成不同类型、不同规格的钢坯。
连铸工段就是将精炼后的钢水连续铸造成钢坯的生产工序,主要设备包括回转台、中间包,结晶器、拉矫机等。
本专题将详细介绍转炉(以及电炉)炼钢生产的工艺流程,主要工艺设备的工作原理以及控制要求等信息。
由于时间的仓促和编辑水平有限,专题中难免出现遗漏或错误的地方,欢迎大家补充指正。
连铸的目的: 将钢水铸造成钢坯。
将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。
结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。
拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的板坯。
{连铸工艺详解连铸的生产工艺流程:将装有精炼好钢水的钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。
结晶器是连铸机的核心设备之一,它使铸件成形并迅速凝固结晶。
拉矫机与结晶振动装置共同作用,将结晶器内的铸件拉出,经冷却、电磁搅拌后,切割成一定长度的板坯。
连铸钢水的准备一、连铸钢水的温度要求:钢水温度过高的危害:①出结晶器坯壳薄,容易漏钢;②耐火材料侵蚀加快,易导致铸流失控,降低浇铸安全性;③增加非金属夹杂,影响板坯内在质量;④铸坯柱状晶发达;⑤中心偏析加重,易产生中心线裂纹。
钢水温度过低的危害:①容易发生水口堵塞,浇铸中断;②连铸表面容易产生结疱、夹渣、裂纹等缺陷;③非金属夹杂不易上浮,影响铸坯内在质量。
二、钢水在钢包中的温度控制:根据冶炼钢种严格控制出钢温度,使其在较窄的范围内变化;其次,要最大限度地减少从出钢、钢包中、钢包运送途中及进入中间包的整个过程中的温降。
实际生产中需采取在钢包内调整钢水温度的措施:1)钢包吹氩调温2)加废钢调温3)在钢包中加热钢水技术4)钢水包的保温中间包钢水温度的控制一、浇铸温度的确定浇铸温度是指中间包内的钢水温度,通常一炉钢水需在中间包内测温3次,即开浇后5min、浇铸中期和浇铸结束前5min,而这3次温度的平均值被视为平均浇铸温度。
高质量圆坯连铸生产的经验2010-07-07 14:15:27 来源:TNC Steel Datebase1、前言一年前,纽柯钢铁公司孟菲斯钢厂浇铸出第一炉铸坯。
这台连铸机是整个钢厂改造工程的一部分。
整个钢厂的改造项目包括:上游的连铸机,一个单篮装料的交流电弧炉,对现有钢包炉和VD真空精炼炉进行改造,对下游的轧钢厂进行升级改造。
连铸的断面尺寸为,Φ10.5英寸(267mm), Φ12.25英寸(311mm),Φ13.5英寸(343mm), Φ16.25英寸(412mm) and Φ20.125英寸(511mm)。
通过热装系统,连铸机将铸坯直接送入轧钢厂,或者通过传统工艺或冷床进行冷却。
因为连铸机生产率高,钢厂也可以将铸坯进行出售。
该连铸机的生产率正常是三流150短吨。
它具有传统连铸机4流的生产能力。
根据上面的铸坯断面,在50短吨每流的条件下,每一种断面的最大拉速是69英寸/min (1.75 m/min),51英寸/min (1.30m/min), 42英寸/min (1.07m/min),29英寸/min (0.74m/min),19英寸/min (0.48mm/min)。
连铸机主要的生产钢种是冷镦钢、辗环、轴类、管线钢。
结晶器铜管采用了一项新设计(Power Mould TM),在铜管上做出冷却水的导水槽,使铸坯得到均匀的冷却。
由于结晶器铜管表面的温度降低,这个结晶器可以保证连铸生产的稳定和顺行,生产率很高,结晶器的变形非常小。
和传统结晶器铜管相比,铜管下部的磨损也大为减少,显著的提高了结晶器的使用寿命。
为了减少在拉矫机ALN和碳氮化合物的沉积现象,连铸机安装一套淬火系统。
这套系统对直接热装生产线非常重要。
2、主要铸机参数连铸机的总图见图1,连铸机为三流,含有四个矫直点,流间距为5.9英尺(1800mm)。
图1连铸机的总图钢包的钢水量为90短吨,目前的大包转台和中间包车保留使用。
中间包容量为24.8短吨,钢水高度31.5英寸(800mm)。

马钢圆坯连铸技术的进展汇报人汪国才123431234主要技术特点生产实践结语4马钢股份有限公司是我国最大的车轮轮箍专业生产企年实施了圆坯替代圆锭,年新建了动车组车轮用钢专业生产线等重大技术改2014-7-14现有∅380mm 、∅450mm 、∅600mm 三种,年设计生产合格圆坯主要产品为轨道交通用钢、高压锅炉管用钢、石油用钢、汽车用钢、风电环件用钢、工模具用钢、高端制造用钢等。
断面技术改造,预计2014年底具备最大生产∅700mm 规格圆坯的能力。
序号项目一钢轧圆坯线特钢公司圆坯线1铸机弧半径(m)12152流数353铸坯断面∅380、450mm∅380、450、600mm(∅700mm)4中间包容量(t)18(1000mm的工作液面高度)50(1000mm的工作液面高度,氩封保护)5铸流控制手动塞棒控制系统电动塞棒控制系统6结晶器液面控制无Cs1377电磁搅拌M‐EMS M+S+F‐EMS8二次冷却足辊水冷,其它气雾足辊水冷,其它气雾9二冷布置4段冷却,正六边形布置3段冷却,喷嘴螺旋布置10拉矫单元5机架双辊5机架双辊11铸坯冷却无堆冷、坑冷2014-7-1472134基本概况生产实践结语2014-7-14精炼与浇铸能力形成良好配合,满足了连铸的恒温、恒拉速作业的流程条件,确保了铸坯产品质量。
2014-7-14大弧半径大中间包容量精确控流技术单击添加文字合理的流场设计,有利于均匀中间包钢水温度、促进夹杂物上浮排出,进一步提高钢的内在质量。
生产效率的同时,更有利于提高铸坯的内在质量,铸坯铸态组织更均匀,降低了铸坯矫直缺陷发生概率;),以及过程全自动浇铸操作,实现连铸过程稳定及全自动恒拉速操作。
系统铸流保护,杜绝浇铸过程钢水二次污染。
使铸坯冷却更均匀、稳定。
拌技术来改善铸坯的表面及内在质量,尤其是高碳钢的中心偏析、疏松问题。
最大程度降低铸坯热应力及组织应力对铸坯及最终产品质量的影响。
实现铸机运行状态及铸坯质量的实时监控,杜绝有缺陷产品向下工序流转。
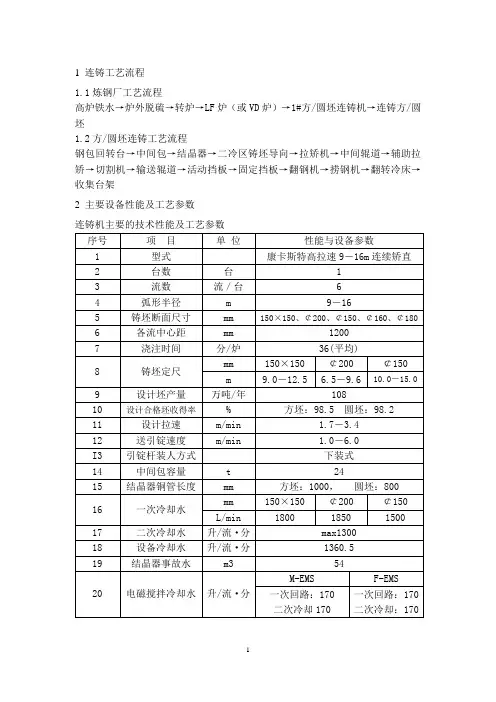
1 连铸工艺流程1.1炼钢厂工艺流程高炉铁水→炉外脱硫→转炉→LF炉(或VD炉)→1#方/圆坯连铸机→连铸方/圆坯1.2方/圆坯连铸工艺流程钢包回转台→中间包→结晶器→二冷区铸坯导向→拉矫机→中间辊道→辅助拉矫→切割机→输送辊道→活动挡板→固定挡板→翻钢机→捞钢机→翻转冷床→收集台架2 主要设备性能及工艺参数连铸机主要的技术性能及工艺参数3 连铸钢水要求3.1对钢水化学成分要求到站钢水化学成分符合钢种要求。
品种钢连铸钢水必须经过炉外精练,保证充分脱氧。
连铸钢水要求成份均匀,温度均匀,连浇炉次炉与炉之间成份波动范围小。
3.2钢水温度控制3.2.1液相线温度计算:1)C<0.51%TL=1534℃-〖90.4×%C+8×%Si+5×%Mn+34×%P+40×%S+10×%Sn+14×%As+1.5×%Cr+4×%Ni+7×%Nb+2×%V+60×%B+2×%Mo+17×%Ti+1%W〗2)C≥0.51%TL=1521℃-〖65×%C+8×%Si+5×%Mn+34×%P+40×%S+10×%Sn+14×%As+1.5×%Cr+4×%Ni+7×%Nb+2×%V+60×%B+2×%Mo+17×%Ti+1%W〗3.2.2中间包中钢水温度:T = TL +T中过TL:钢水液相线温度T中过:中间包中钢水过热度到达连铸平台的钢水温度应符合连铸浇铸的规定。
连铸中间包钢水温度应符合钢种规定要求。
对于新砌钢包及连铸五个流浇注的情况,到达连铸的钢包钢水温度可提高5-10℃。
浇注过程中每减少一个流,到达连铸的钢包钢水温度可提高5℃。
新包、挖补包不能作为第一炉。
第18卷第2期 2008年2月 中国冶金China Metallurgy Vol.18,No.2February 2008高质量圆坯的高速连铸技术开发 住友金属工业公司于1996年建设了圆坯专用连铸机,开发了不受钢种限制,且以高速铸造和铸坯无检查无清理为前提的圆坯连铸工艺,继而于1997年在世界上设置了首条将无缝钢管轧机与圆坯铸机直接相连的生产线。
以下简要介绍难铸造钢种的连铸技术开发、利用高速连铸的高生产率技术,以及可直接向无缝钢管轧机运送无缺陷圆坯的连铸技术。
1 住友公司开发圆坯连铸技术的历史最先开发的是采用垂直下铸式的实验装置进行圆坯连铸技术。
,但以连铸工艺直接生产高质量无缝钢管用圆坯却是该公司多年以来的目标。
该公司于1981年将1台铸机的矩形结晶器和夹辊改造成能满足铸造圆坯的要求,从而进行了圆坯连铸技术的开发,并从1985年转为商用生产。
通过实际操作和生产,查明了圆坯初期凝固不稳定、产生中心缩孔等技术课题,为在1996年建设圆坯专用铸机正式生产而进行了多项技术开发。
2 圆坯连铸———无缝钢管轧机直接连接方式 住友公司和歌山厂将炼钢车间、圆坯连铸机和无缝钢管轧机配置在一条直线上,即进行将炼钢2无缝钢管轧机配置在一条直线上,实现炼钢2无缝钢管轧机直接连接方式运转,从而将原来实施的大断面矩形坯连铸2初轧机开坯2无缝钢管轧制工程的生产周期缩短了2/3(从60日缩短20日)。
在新工艺中,当初的设计未考虑铸坯的检查和清理,而是以连铸无缺陷圆坯为前提的。
圆坯连铸机的主要设备规格为:大包容量210t,结晶器尺寸共有4种不同直径、铸机型式为弯曲型(半径10.5m)、6流、最高铸速3.0m/min;中包容量50t,采用等离子火炬加热钢液,且中包是在热态下重复使用;结晶器采用了油压振动和电磁搅拌技术。
该铸机浇铸了无缝钢管材料所有的钢种,其结晶器尺寸仅含191、225、310、360mm4种规格。
因为该公司开发了高交叉角扩管穿孔制管技术,故无须更多尺寸的圆坯即能生产所有尺寸的无缝钢管。
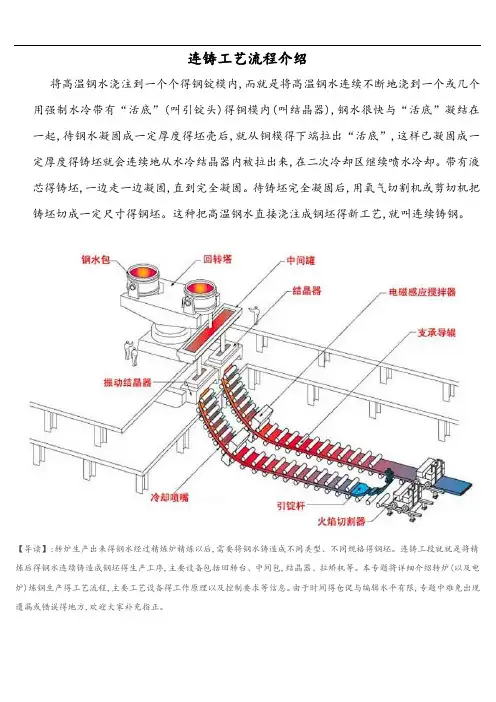
连铸工艺流程介绍将高温钢水浇注到一个个得钢锭模内,而就是将高温钢水连续不断地浇到一个或几个用强制水冷带有“活底”(叫引锭头)得铜模内(叫结晶器),钢水很快与“活底”凝结在一起,待钢水凝固成一定厚度得坯壳后,就从铜模得下端拉出“活底”,这样已凝固成一定厚度得铸坯就会连续地从水冷结晶器内被拉出来,在二次冷却区继续喷水冷却。
带有液芯得铸坯,一边走一边凝固,直到完全凝固。
待铸坯完全凝固后,用氧气切割机或剪切机把铸坯切成一定尺寸得钢坯。
这种把高温钢水直接浇注成钢坯得新工艺,就叫连续铸钢。
【导读】:转炉生产出来得钢水经过精炼炉精炼以后,需要将钢水铸造成不同类型、不同规格得钢坯。
连铸工段就就是将精炼后得钢水连续铸造成钢坯得生产工序,主要设备包括回转台、中间包,结晶器、拉矫机等。
本专题将详细介绍转炉(以及电炉)炼钢生产得工艺流程,主要工艺设备得工作原理以及控制要求等信息。
由于时间得仓促与编辑水平有限,专题中难免出现遗漏或错误得地方,欢迎大家补充指正。
连铸得目得: 将钢水铸造成钢坯。
将装有精炼好钢水得钢包运至回转台,回转台转动到浇注位置后,将钢水注入中间包,中间包再由水口将钢水分配到各个结晶器中去。
结晶器就是连铸机得核心设备之一,它使铸件成形并迅速凝固结晶。
拉矫机与结晶振动装置共同作用,将结晶器内得铸件拉出,经冷却、电磁搅拌后,切割成一定长度得板坯。
连铸钢水得准备一、连铸钢水得温度要求:钢水温度过高得危害:①出结晶器坯壳薄,容易漏钢;②耐火材料侵蚀加快,易导致铸流失控,降低浇铸安全性;③增加非金属夹杂,影响板坯内在质量;④铸坯柱状晶发达;⑤中心偏析加重,易产生中心线裂纹。
钢水温度过低得危害:①容易发生水口堵塞,浇铸中断;②连铸表面容易产生结疱、夹渣、裂纹等缺陷; ③非金属夹杂不易上浮,影响铸坯内在质量。
二、钢水在钢包中得温度控制:根据冶炼钢种严格控制出钢温度,使其在较窄得范围内变化;其次,要最大限度地减少从出钢、钢包中、钢包运送途中及进入中间包得整个过程中得温降。