异常工况处置卡
- 格式:doc
- 大小:42.50 KB
- 文档页数:5
13-丁二烯-异常工况处置卡一、工况描述:在进行1,3-丁二烯生产过程中,发现出现了异常工况,具体表现为温度升高、压力异常、产物质量下降等问题。
二、工况原因:1.设备故障:例如换热器堵塞、冷却水供应不足等问题。
2.原料质量问题:原料中可能存在杂质或不符合规格,导致反应过程异常。
3.生产操作不当:操作员操作不规范或操作流程错误。
三、问题解决方案:1.设备故障处理:a.检查换热器是否堵塞,如有堵塞应进行清洗或更换;b.检查冷却水供应是否正常,如有问题应及时修复;c.检查其他可能存在的设备故障,并及时处理。
2.原料质量问题处理:a.检查原料质量是否符合规格,如不符合可更换符合要求的原料;b.如有杂质存在,应对原料进行过滤或净化处理。
3.生产操作不当处理:a.加强操作培训,确保操作员熟知标准操作流程;b.建立严格的操作规程,确保操作流程规范;c.加强对操作过程的监控,及时发现操作不当的情况并进行纠正。
四、处理结果的评估:1.监测温度和压力:监测异常工况前后的温度和压力变化情况,确保问题得到解决。
2.改善产物质量:监测异常工况前后的产物质量,确保改善了产物质量。
五、改进措施:1.定期检查设备:定期对关键设备进行检修和维护,确保设备正常运行;2.原料质量控制:加强对原料质量的控制和检测,确保原料符合要求;3.加强操作培训:定期对操作员进行培训和考核,提高操作水平和规范性。
六、经验总结:1.异常工况处理需要进行全面的原因分析,从设备故障、原料质量和生产操作等方面进行排查;2.建立完善的监测机制,及时发现和处理异常工况;3.经常性的设备检修和操作培训是预防异常工况的关键措施。
总结:异常工况对1,3-丁二烯生产过程的稳定性和产物质量有很大影响,因此需要及时、准确地处理异常工况。
通过有效的问题分析和解决方案,结合合理的改进措施,可以提高生产过程的稳定性和产物质量,保证生产的顺利进行。
同时,经验总结和经验积累也对未来遇到类似问题时的处理提供了有益的参考。



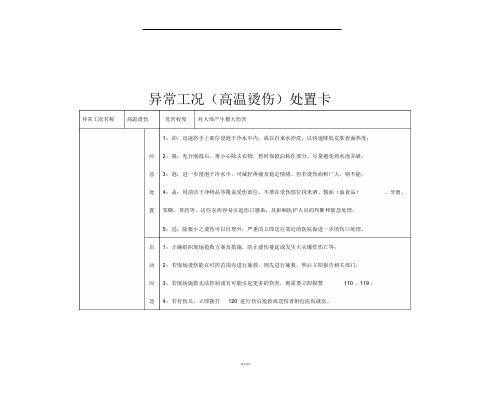
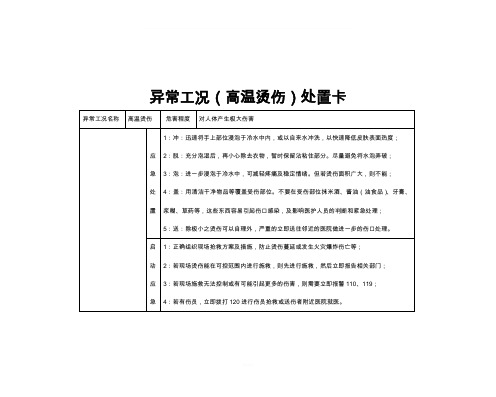
异常工况(高温烫伤)处置卡异常工况名称高温烫伤危害程度对人体产生极大伤害1 :冲:迅速将手上部位浸泡于冷水中内,或以自来水冲洗,以快速降低皮肤表面热度;应 2 :脱:充分泡湿后,再小心除去衣物,暂时保留沾粘住部分。
尽量避免将水泡弄破;急 3 :泡:进一步浸泡于冷水中,可减轻疼痛及稳定情绪。
但若烫伤面积广大,则不能;处 4 :盖:用清洁干净物品等覆盖受伤部位。
不要在受伤部位抹米酒、酱油(油食品)、牙膏、置浆糊、草药等,这些东西容易引起伤口感染,及影响医护人员的判断和紧急处理;5 :送:除极小之烫伤可以自理外,严重的立即送往邻近的医院做进一步的伤口处理。
启 1 :正确组织现场抢救方案及措施,防止烫伤蔓延或发生火灾爆炸伤亡等;动 2 :若现场烫伤能在可控范围内进行施救,则先进行施救,然后立即报告相关部门;应 3 :若现场施救无法控制或有可能引起更多的伤害,则需要立即报警110 、119 ;急 4 :若有伤员,立即拨打120 进行伤员抢救或送伤者附近医院就医。
1 :遵循先抢救伤员,再抢救财产原则;遵循先报警处理、再抢险原则;处2 :高温烫伤施救后,应进行现场清理,防止还有地方存在高温被再次烫伤;置3 :应急小组进行高温烫伤事故现场调查和分析;原4 :组织抢救被破坏的设备、设施,尽快恢复生产;则5 :总结事故教训,公布原因,采取措施,杜绝再发生。
正 1 :经常进行各类高温烫伤知识辨识和高温烫伤救援知识培训;常 2 :经常进行高温烫伤应急演练,不断总结应急演习经验,做到战之必胜;防 3 :配齐应急防范工具:喷淋设施、防烫伤油、小型消防急救工具;范 4 :经常进行应急防范工具和消防设施的检查和检测。
备应急救援电话公司应急电话应急联系人防护用品责任人监督检查注120 119异常工况(触电)处置卡异常工况名称触电危害程度对人体产生极大伤害1 :迅速——争分夺秒使触电者正确脱离电源,并及时进行整体电源切断;应2 :就地——必须在现场立即进行就地抢救,千万不要用两只手、不要触及触电人的皮肤、不急可拉他的脚,且只适应低压触电,绝不能用于高压触电的抢救;处3 :准确——人工呼吸动作及心脏按压必须规范,防止二次损伤;置4 :坚持——只要有百分之一的希望就要百分之百的努力。
化工异常工况处置卡
一、定义
化工异常工况处置卡(Abnormal Working Condition Treatment
Card ,ABCTC)是将本厂生产设备按内在危害性分类,结合各生产设备的
具体工况,制定一定量的工作规程和应急处置措施,以达到有效预防和控
制工艺危害,降低设备及运营人员的损失。
二、主要内容
1.工况分类
通过工况分类,识别设备的异常状况,归类操作规程,以供应急处置。
2.应急处置预案
根据危险特性,设立应急处置计划,应急预警,应急处置,应急恢复,教育培训等内容,提供充分有效的应急处置措施。
3.操作规程
设立各种操作规程,以保证在异常工况下,生产设备的安全运行,并
对未尽之处做出补充。
4.安全程序
根据设备在不同工况下可能出现的危险及事故,制定各种安全程序,
以防止异常工况中的可能事故发生。
5.监督检查
对异常工况的处置过程以及设备的安全运行状态进行定期监督检查,以提高管理水平。
三、主要作用
1.提高设备的安全性
通过有效的应急处置措施,有效预防和控制工艺危害,提高设备的安全运行。
2.降低设备损失
根据不同工况下可能出现的危险和事故,制定相应的处置措施和安全程序,有效遏制工厂和设备的损失。
3.提高管理水平。