免加热直接轧制技术共42页文档
- 格式:ppt
- 大小:1.39 MB
- 文档页数:1
---------------------------------------------------------------最新资料推荐------------------------------------------------------轧制工艺Ⅹ第二章轧制生产工艺过程及其制定2.1 轧材产品标准和技术要求 2.2 金属与合金的加工特性 2.3 轧材生产各基本工序及对产品质量的影响下午9时23分1/ 32Ⅹ第二章轧制生产工艺过程及其制定轧制生产工艺过程由锭或坯轧制成符合技术要求的轧材的一系列加工工序的组合。
组织生产工艺过程,确定加工工序,首先要保证生产出的产品符合质量要求(或称技术要求),同时要尽量提高产量、降低消耗,这就是我们常说的“优质、高产、低消耗”,如何“优质、高产、低成本”的生产出符合技术要求的轧材,是制定工艺流程的总任务和总依据。
下午9时23分---------------------------------------------------------------最新资料推荐------------------------------------------------------ 第二章轧制生产工艺过程及其制定轧制生产工艺过程下午9时23分3/ 32Ⅹ2.1 轧材产品标准和技术要求一、轧材的技术要求为了满足使用上的要求,对轧材提出的必须具备的规格和技术性能,包括:形状、尺寸、表面状态、机械性能、物理化学性能,金属内部组织和化学成分等方面的要求。
轧材技术要求是由使用单位按用途的要求提出来的。
我们生产的钢材,都有用户使用。
用户根据使用的要求提出品种规格的要求(如:建筑桥梁需钢梁——工字钢,需要多大的规格),同时还提出其他要求:表面质量(裂纹、结疤、重皮,氧化铁皮),钢材机械性能(强度、塑性、韧性),工艺性能(弯曲、冲压、焊接等),物理化学性能(磁性、抗腐蚀性能等)。
下午9时23分---------------------------------------------------------------最新资料推荐------------------------------------------------------ Ⅹ2.1 轧材产品标准和技术要求二、产品标准钢材技术要求是由使用单位按用途的要求提出来的,使用单位很多,不可能一个用户提一个要求来进行生产,用户提出的要求要根据当时生产的技术水平和经济性来制定成产品的标准,然后钢厂按标准来生产。

带钢无头连铸连轧技术(ESP)简介截止2013年底,我国共有70套热轧宽带钢机组己投产,产能达到2.29亿吨,由此产生的能耗巨大。
近年来,为了节能降耗,欧洲、日本和韩国等国家的钢铁企业在努力实现热轧板带减量化制造技术方面进行了大量的研究开发工作并取得显著效果。
其中,开发和发展热轧板带无头轧制技术,进一步提高板带成材率、尺寸形状精度与薄规格超薄规格比例、实现部分〃以热代冷〃、降低辐耗等方面取得显著成绩。
该项技术是钢铁生产技术的又一次飞跃, 代表了当今世界热轧带钢的前沿技术。
1997年浦项和日立联合着手开始研制采用剪切、焊接工艺,进行中间坯连接的带钢无头轧制新工艺。
1998年4月,日本新日铁大分厂研制成功了利用高能激光器对中间板坯实现对焊的钢板无头轧制生产线。
2006-2007年浦项和日立采用剪切、焊接工艺进行中间坯连接的带钢无头轧制新工艺投入工业化生产,这种基于摆剪概念的新型固态连接工艺,实现了无头轧制连接技术的创新。
2009年意大利钢铁企业阿维迪与西门子公司联手打造的世界第一套ESP无头铸轧带钢生产线投产,当年产量达到45万吨。
本文以阿维迪ESP线为例,简要介绍带钢无头连铸连轧的工艺特点及技术优势。
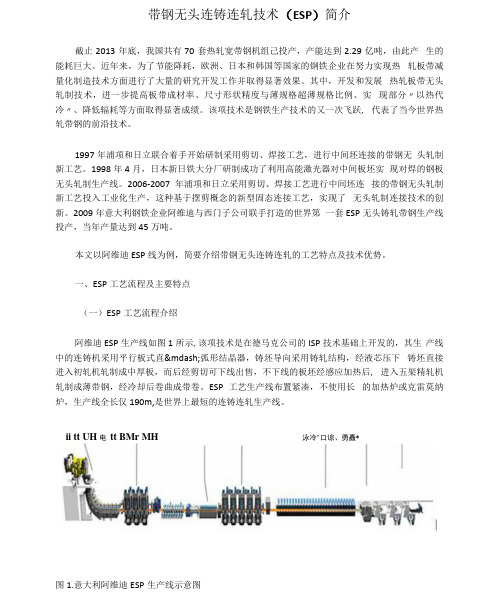
一、ESP工艺流程及主要特点(一)ESP工艺流程介绍阿维迪ESP生产线如图1所示,该项技术是在德马克公司的ISP技术基础上开发的,其生产线中的连铸机采用平行板式直—弧形结晶器,铸坯导向采用铸轧结构,经液芯压下铸坯直接进入初轧机轧制成中厚板,而后经剪切可下线出售,不下线的板坯经感应加热后, 进入五架精轧机轧制成薄带钢,经冷却后卷曲成带卷。
ESP工艺生产线布置紧凑,不使用长的加热炉或克雷莫纳炉,生产线全长仅190m,是世界上最短的连铸连轧生产线。
ii tt UH 电tt BMr MH 泳冷"口谅、勇矗*图1.意大利阿维迪ESP生产线示意图(二)ESP工艺的主要技术特点1 .较高的浇铸速度。

轧钢新技术轧钢新技术近年来,轧钢生产中所涌现的新技术、新工艺主要是围绕节约能源、降低成本、提高产品质量、开发新产品所进行的。
在节能降耗上,主要技术是:连铸坯热送热装技术、薄板坯连铸连轧技术、先进的节能加热炉等;在提高产品性能、质量上,主要技术是:TMCP 技术、高精度轧制技术、先进的板形、板厚控制技术、计算机生产管理技术等;在技术装备上,主要是大型化、连续化、自动化,即热轧带钢、冷轧带钢的连续化,实现无头轧制、酸轧联合机组、连续退火及板带涂层技术等。
这些技术的应用可极大地提高产品的竞争能力。
以节能降耗为目标的新技术1 连铸坯热送热装技术连铸坯热送热装技术是指在400℃以上温度装炉或先放入保温装置,协调连铸与轧钢生产节奏,然后待机装入加热炉。
在轧钢采用的新技术中热送热装效益明显,主要表现在:大幅度降低加热炉燃耗,减少烧损量,提高成材率,缩短产品生产周期等。
我国20 世纪80 年代后期开始首先在武钢进行热送热装试验,90 年代宝钢、鞍钢等在板带轧制中试验,并逐步采用了热送热装技术。
90 年代中期以后我国棒线材大量采用了热送热装技术,但是距日本和一些欧美国家的水平还有较大的差距。
连铸坯热送热装技术的实现还需要以下几个条件:(1)质量合格的连铸板坯;(2)工序间的协调稳定;(3)相关技术设备要求,如采用雾化冷却、在平面布置上尽可能缩短连铸到热轧之间的距离、通过在输送辊道上加设保温罩及在板坯库中设保温坑等;(4)采用计算机管理系统。
根据国内目前的实际情况分析,需要继续推广该技术,己经采用的轧机应当在提高水平上下功夫。
通过加强管理保证该技术的连续使用,不断提高热装率和提高热装温度,同时进行必要的攻关,解决由于采用热装技术以后,产生的产品质量不稳定问题。
2 薄板坯连铸连轧技术薄板坯连铸连轧是20 世纪80 年代末实现产业化的新技术,是钢铁生产近年来最重要的技术进步之一。
采用薄板坯连铸连轧工艺与传统钢材生产技术相比,从原料至产品的吨钢投资下降19%~34%,厂房面积为常规流程的24%。

棒线材MI.DA.无头轧制技术介绍赵辉1,2①(1:北京首钢国际工程技术有限公司 北京100043;2:北京市冶金三维仿真设计工程技术研究中心 北京100043)摘 要 本文主要介绍MI.DA.无头轧制技术以及国内应用现状。
以山西建邦MI.DA.生产线为例,详细介绍了MI.DA.无头轧制的生产工艺和装备,总结了MI.DA.无头轧制技术的优缺点,为今后国内新建类似项目给出建议。
关键词 无头轧制 棒材 线材 MI.DA.中图法分类号 TG333 TG335.1 文献标识码 BDoi:10 3969/j issn 1001-1269 2023 06 025IntroductiontoMI.DA.HeadlessRollingTechnologyofBarandWireZhaoHui1,2(1:BeijingShougangInternationalEngineeringTechnologyCo.,Ltd.,Beijing100043;2:MetallurgicalEngineering3-DSimulationDesignEngineeringTechnologyResearchCenterofBeijing,Beijing100043)ABSTRACT MI.DA.headlessrollingtechnologyanditsdomesticapplicationstatusareintroduced.TakingShanxiJianbangMI.DAproductionlineasanexample,theproductionprocessandequipmentofMI.DAheadlessrollingareintroducedindetail,theadvantagesanddisdvantagesofMI.DAheadlessrollingtechnologyaresummarized,andsuggestionsaregivenfornewsimilarprojectsinChinainthefuture.KEYWORDS Headlessrolling Rod Wire MI.DA.1 前言节能降本一直是我国钢铁企业追求的目标,如何在保证产量的同时,降低生产成本,无头轧制工艺是一个很好的选择。

棒材直接轧制摘要:1.棒材直接轧制的定义和特点2.棒材直接轧制的工艺流程3.棒材直接轧制的应用领域4.棒材直接轧制的优势和局限性正文:棒材直接轧制是一种将金属材料通过轧制设备直接加工成棒材的工艺方法。
这种工艺具有高效、节能、成本低等优点,广泛应用于金属加工领域。
下面将从棒材直接轧制的定义和特点、工艺流程、应用领域以及优势和局限性四个方面进行详细介绍。
一、棒材直接轧制的定义和特点棒材直接轧制是指将金属材料在轧制设备上直接轧制成棒材的加工方法。
这种工艺具有以下特点:1.高效:棒材直接轧制过程连续进行,生产效率高。
2.节能:与其他金属加工工艺相比,棒材直接轧制能耗较低。
3.成本低:棒材直接轧制工艺简化了生产流程,降低了生产成本。
二、棒材直接轧制的工艺流程棒材直接轧制的工艺流程主要包括以下几个步骤:1.准备:将待加工的金属材料进行预热处理,以保证其具有良好的塑性。
2.轧制:将预热后的金属材料送入轧制设备进行连续轧制,使其形状和尺寸发生变化。
3.冷却:轧制后的棒材进行冷却处理,以提高其力学性能。
4.成品:经过冷却处理后的棒材即为成品,可根据需求进行后续加工。
三、棒材直接轧制的应用领域棒材直接轧制广泛应用于以下领域:1.钢铁行业:生产各种规格和形状的钢材,如螺纹钢、圆钢等。
2.有色金属加工:生产铜、铝等有色金属的棒材。
3.矿山、冶金、建筑等领域:用于制作矿山支护材料、建筑钢筋等。
四、棒材直接轧制的优势和局限性棒材直接轧制的优势主要体现在高效、节能、成本低等方面。
但是,这种工艺也存在一定的局限性,如生产出的棒材尺寸和形状精度相对较低,对于高精度要求的产品可能不适用。
因此,在选择棒材直接轧制工艺时,需要综合考虑生产需求和工艺特点。
总之,棒材直接轧制作为一种高效、节能的金属加工工艺,在多个领域得到了广泛应用。
1.轧制生产工艺过程由锭或抷轧制成符合技术要求的轧材的一系列加工工序的组合。
2.钢的塑性一方面取决于金属本身,这主要是与组织结构中变形的均匀程度,即与组织中相的分布、晶界杂质的形态与分布等有关,同时也是与钢的再结晶温度有关,再结晶开始温度高、速度慢,会是钢的塑性变差。
3.一般的说,有色金属及合金的变形抗力比钢的低,随着合金含量的增加,变形抗力将提高,由加工原理,凡是能引起晶格畸变的因素都使变形抗力增大。
合金元素尤其是碳、硅等元素的增加使铁素体强化,合金元素,尤其是形成稳定碳化物的元素,在钢中一般都能使奥氏体晶粒细化,使钢有较高的强度。
合金元素还通过影响钢的熔点和再结晶温度与速度,通过相的组成及化合物的形式,以及通过影响表面氧化铁皮的特性来影响变形抗力。
4.某些合金钢比较倾向于产生某些缺陷,过烧、过热、脱碳、淬裂、白点、碳化物不均匀5.在轧钢之前,要将原料进行加热,其目的在于提高钢的塑性,降低变形抗力及改善金属内部组织和性能,以便于轧制加工。
高温及不正确的加热制度可能引起钢的强烈氧化、脱碳、过热、过烧缺陷。
加热温度偏高,时间偏长,会使奥氏体晶粒过分长大,引起晶粒之间的结合力减弱,钢的机械性能变坏,这种缺陷称为过热,过热的钢可以用热处理的方式来消除缺陷。
加热温度过高,或在高温下时间过长,金属晶粒除长得粗大外,还是偏析夹杂富集的晶粒边界发生氧化或是熔化,在轧制时金属经受不住变形,往往发生碎裂活崩裂,又是甚至一受碰撞即行碎裂,这种缺陷成为过烧,不能补救,只能报废。
加热时钢的表面含碳量被氧化而减少的现象称为脱碳。
6.连铸机按铸抷运行的轨迹分为:立式、立弯式、垂直-多点弯曲形、垂直-弧形、多半径弧形(椭圆形)、水平式及旋转式连铸机。
连铸机组成由钢水运载装置(钢水包、回转台)、中间包及其更换装置、结晶器及其振动装置、二冷区夹持辊及冷却水系统、拉引矫直机、切断设备、引锭装置等。
连铸与轧制的衔接模式:1.连铸坯直接轧制(CC-DR)2.连铸坯直接热装轧制工艺(CC-DHCR或HDR)3.低温热装工艺(CC-HCR)5.常规冷装炉轧制工艺。