中厚板轧制技术与装备
- 格式:ppt
- 大小:1.52 MB
- 文档页数:81
中厚板的轧机及轧制方法简介中厚板轧机的布置形式因为性能参数相同的轧钢机,采用不同的布置形式时,轧钢车间产品产量和轧制工艺就不同,所以根据中厚板的生产特点,中厚板轧机的布置形式可分为:单机架式、双机架式、半连续式及连续式。
中厚板轧机的形式中厚板轧机的形式,从机架结构上来看有2辊可逆式、3辊劳特式4辊可逆式、万能式和复合式之分。
半连续式中厚板轧机所谓半连续式轧机是指粗轧机组各机架主要或全部为可逆式轧制的轧机,而精轧机组为连续式。
轧制中厚板的半连续式轧机的粗轧机组是由立式或水平式破鳞机、可逆式粗轧机座和一台或两台普通粗轧机座组成。
精轧机组是由一台除鳞装置和4~6架4辊机架组成。
在这样的轧机上大都装有卷取机,可卷取厚度达20mm的带钢。
半连续式轧机的优点是:兼能生产中厚板和薄板,产品规格广,对于钢板用量不大但品种要求齐全的地区尤其有发展的必要。
?轧制中厚板常用的轧制方法包括:?(1)全纵轧法,指板坯的长度方向与轧制方向一致的轧制方法;?(2)全横轧法,指板坯的长度方向与轧制方向相互垂直的轧制方法;?(3)横轧?纵轧法,指坯料转过90°,使坯料的长度方向与轧制方向垂直轧制若干道,然后再转90°,使原坯料的长度方向再与轧制方向一致进行轧制;(4)角轧?纵轧法,指将坯料在被轧辊咬入时,坯料的长度轴线与轧辊轴线成一角度,而下一道次再轧制时则沿另一对角轧制,并使钢板轧成矩形,轧制若干道次后,再采用纵轧法。
中厚板的轧制过程中的几个阶段中厚板轧制中,加热好的坯料出炉后进行轧制要经过以下几个过程:(1)除鳞。
坯料在加热炉中加热要形成氧化铁皮,为保证钢板的表面质量,在轧制之前要将氧化铁皮除掉,否则氧化铁皮压入钢板表面,会形成麻点或凹坑。
中厚板轧机目前广泛采用的除鳞方法是高压水除鳞。
(2)整形轧制。
除鳞后的坯料进入粗轧机,沿其纵向进行1~4道次的整形轧制,其目的是消除坯料表面清理产生的凹坑以及剪切造成的头部压扁,使之规整及后部轧制时形状正确。
板带打印.doc一. 轧制生产工艺过程:由钢坯轧制成具有一定规格和性能的钢材的一系列加工工序的组合制定轧钢工艺原则:质量要求、技术要求、提高产量、降低成本。
一、板带产品的使用特点及生产特点1.板带产品的使用特点:①可任意剪裁、弯曲、冲压、焊接、制成各种制品构件,使用灵活方便;②可弯曲、焊接成各类复杂断面的型钢、钢管、大型工字钢、槽钢等结构件;③表面积大,故包容覆盖能力强。
2.板带材的生产特点:①平辊轧出②形状简单③轧制压力大3.板带钢的发展特点:①一些重要工业部门的迅速发展对原材料品种与数量的要求有了巨大增长;②现代化的技术条件下有可能大量供应品种繁多、廉价、质优的板带钢。
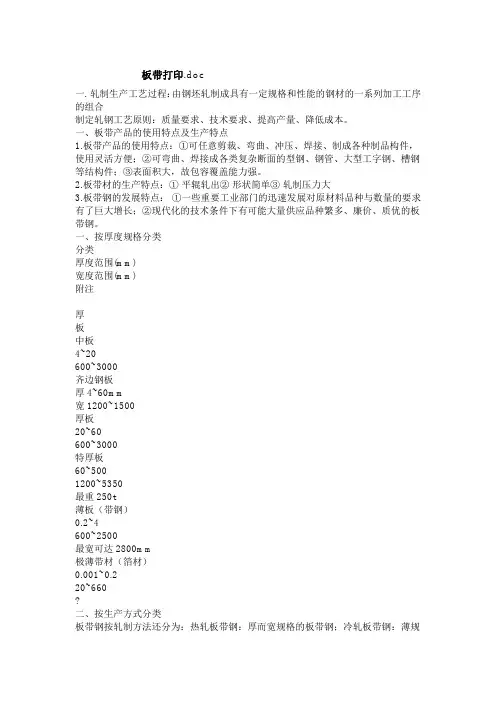
一、按厚度规格分类分类厚度范围(mm)宽度范围(mm)附注厚板中板4~20600~3000齐边钢板厚4~60mm宽1200~1500厚板20~60600~3000特厚板60~5001200~5350最重250t薄板(带钢)0.2~4600~2500最宽可达2800mm极薄带材(箔材)0.001~0.220~660?二、按生产方式分类板带钢按轧制方法还分为:热轧板带钢:厚而宽规格的板带钢;冷轧板带钢:薄规格板带钢;齐边钢板,轧后剪切纵边的剪边钢板和纵边轧制的钢板三、按用途分类1.特厚板及中厚板的用途分类代号常见规格范围mm?分类代号常见规格范围mm造船板锅炉板桥梁板容器板CgqR4~328~328~604~38汽车大梁板焊管用板多层式高容器板LHgc4~124~364~362.热轧带钢的用途主要用作冷轧带钢的原料,其次是作焊管坯、轻型型钢及剪切板材的原料。
或以厚规格钢卷为原料生产厚壁大直径螺旋焊管3.冷轧带钢的用途:种类特点典型用途涂层板为防锈和装饰美观,在钢板或镀层上涂各种涂料、层压塑料薄膜。
建筑材料各种内外衬板、容器、玩具。
压印花纹板表面上有凸凹状(深度在50~100μm),给人以美感和舒适感,分别有一面压花纹和两面压花的,一面压花的是在一个平整辊上刻花纹得到的。
由于船舶制造,桥梁建筑,石油化工,压力容器到等工业的迅速发展钢板焊接构件,大直径输送管件及型材的广泛应用,特别是海上运输,能源开发与焊接技术的进步,需要大量的宽而长的中厚板,使得中厚板生产日益趋向合金化和大型化,轧机亦日益重型化,高速化和自动化。
3M以上的四辊宽厚板轧机已成为生产中厚板的主流设备。
1.1中厚板轧机类型及其布置中厚板轧机从机架结构来看有二辊可逆式,三辊劳特式,四辊可逆式,万能式和复合式等几种形式;从几架布置来看,我单机架,串列或并列双机架即多几架连续式或半连续式轧机。
1.2中厚板轧机的结构形式二辊可逆式轧机的辊径一般为8000~1500mm,辊身长度达3000~5500mm,这种轧机的主要优点是轧辊可以变速,可你运转,因此可以采用低速咬入,高速轧制以提高轧机咬入能力和增大压下量来提高产量,并可选择适当的轧制速度以充分发挥电机的潜力,并且由于它具有初扎机的功能,故对原料种类和尺寸的适应性较大,但这种轧机的辊型高度较差,而且不便于通过换辊来补偿辊型的剧烈磨损,故轧制精度不高。
一般用作粗轧机或者开坯机三辊劳特试轧机一般上;下轧辊直径为800~850mm。
中辊直径为500~550mm,辊身长度为1800~2800mm,传动功率为1500~3000KW。
这种轧机的主要优点是:(1)采用交流感应电动机传动以实现往复轧制而无需大型直流电动机。
并可采用飞轮来减小电机容量,使建设投资大大降低(2)可以显著降低轧制压力的能耗,并使钢板易于延伸(3)由于中辊易于更换,因此便于采用不同凸度的中辊来补偿轧辊的磨损,以提高产品精度和延长轧辊使用寿命。
但三辊劳特试轧机因中辊是从动辊而降低了其咬入能力,轧机前后升降台等机械设备也比较笨重复杂,而且辊系刚度也不够大。
所以由于这种轧机不适于轧制精度要求高或者厚而宽的产品,过去常用于生产4~20mm的中板。
现在由于四辊轧机的发展,此种轧机一般不在兴建。
但由于其投资少建厂快故在中小型企业中仍在继续使用。
中厚板轧制是一种金属加工过程,用于生产中等厚度的金属板材。
以下是中厚板轧制的基本原理:
原料准备:首先,选择适当的金属材料,通常是钢材,作为中厚板的原料。
原料通常以熔化并铸造成块状,称为钢坯。
预处理:在进入轧机之前,钢坯需要经过一系列的预处理步骤。
这可能包括表面清洁、去除氧化皮、加热到适当的轧制温度等。
轧制过程:中厚板轧制通常使用轧机进行。
轧机是一个大型的机械设备,由多个辊子组成。
它可以将钢坯经过多次的轧制来逐渐减小厚度并获得所需尺寸。
进料:钢坯由轧机的进料系统引入,通常由一个或多个辊子组成。
初轧:钢坯经过初轧辊子的作用,压缩和延展,厚度逐渐减小。
中间轧制:经过初轧后,钢坯进入下一组辊子进行中间轧制,继续减小厚度。
最终轧制:在中间轧制后,钢坯经过最后一组辊子进行最终轧制,获得期望的中厚板尺寸。
冷却和切割:经过轧制后,中厚板通过冷却设备降温,然后被切割成所需的长度。
后处理:轧制后的中厚板可能需要进一步的后处理,如去除边角、表面处理、退火等,以满足特定的要求和应用。
中厚板轧制过程中,轧制力的施加通过轧机的辊子和控制系统来实现。
辊子的形状和布置对于控制中厚板的尺寸和表面质量起着重要的作用。
同时,轧制温度、轧制速度和轧制力的调节也会对成品的性能产生影响。
日本JFE钢铁公司开始开发采用水淬火的热机械控制工艺(TMCP),作为高强度、高韧性,具有优良焊接性能钢板生产技术的核心技术。
下面简单介绍由JFE钢铁公司开发和应用的中厚板制造技术,包括超级-OLAC技术,一种新的中厚板加速冷却技术以及HOP技术(热处理在线工艺),一种加速冷却后的在线热处理工艺。
同时,下面还介绍Easyfab钢板制造技术,即通过应用具有新功能的冷矫直机将中厚板中残余应力降至零。
一、新加速冷却技术——“超级-OLAC”技术的开发与控制轧制技术一起,加速冷却技术是TMCP工艺的核心技术。
JFE钢铁公司是世界上首家开发并成功在中厚板生产中应用在线加速冷却技术的钢铁企业。
在上世纪90年代初,采用加速冷却技术制造的TMCP钢实现了提高钢板强度、改进焊接性能的目的,从而有助于焊接结构建筑用钢使用的合理化和提高建筑的安全性,并开始用于造船业。
然而,最近几年对钢板质量的要求日趋严格,如减少强度下降等。
为了满足新的要求,基于一个全新的概念,JFE钢铁公司进行了大量研究以获得解决与传统冷却技术问题相关的方案,并开发出新一代加速冷却工艺,称之为超级-OLAC工艺,并应用于JFE钢铁公司西日本钢厂。
当中厚板进行水淬火时出现的热传递和沸腾现象可以大致分为两种方式,即核胞沸腾和薄膜沸腾。
在前一种沸腾中,冷却水直接与钢接触,热量通过产生的泡传递。
相比之下,后一种沸腾中在钢与冷却水间形成一个蒸汽薄膜,热量是通过蒸汽薄膜传递。
核胞沸腾的冷却能力比薄膜沸腾更高。
在中厚板冷却开始时,中厚板表面温度较高,薄膜沸腾起主导作用。
然而,随着中厚板表面温度的下降,蒸汽薄膜变得不稳定,冷却水开始局部上直接与中厚板接触,沸腾逐渐转向核胞沸腾。
此外,在瞬时沸腾状态下,当薄膜沸腾和核胞沸腾共存时,随着冷却的继续,冷却能力提高。
采用传统冷却方法,如喷淋冷却和层流冷却时,如果冷却水流量提高以强化冷却,冷却迅速地转换成瞬时沸腾,是核胞沸腾和薄膜沸腾的混合。
中厚板生产工艺中厚板作为一种广泛应用于建筑、机械制造、船舶等领域的重要钢材品种,其生产工艺对于产品的质量和性能起着至关重要的作用。
接下来,让我们一起深入了解中厚板的生产工艺。
中厚板的生产流程大致可以分为原料准备、加热、轧制、冷却、精整等几个主要环节。
首先是原料准备阶段。
这一环节主要是对钢坯进行选择和检查,确保其质量符合生产要求。
钢坯通常是通过连铸或者初轧的方式生产出来的。
在选择钢坯时,需要考虑钢种、化学成分、尺寸规格等因素。
同时,还要对钢坯进行表面质量检查,以排除存在裂纹、夹杂物等缺陷的钢坯。
原料准备完毕后,就进入了加热环节。
加热的目的是提高钢坯的塑性,降低变形抗力,以便于后续的轧制过程。
加热炉一般采用步进式加热炉,通过燃烧煤气、天然气等燃料来提供热量。
在加热过程中,需要严格控制加热温度和时间,以避免钢坯过热或者过烧,从而影响钢材的质量。
加热完成后的钢坯会被送往轧机进行轧制。
轧制是中厚板生产的核心环节,它决定了板材的尺寸精度和性能。
中厚板的轧制通常采用两辊可逆式轧机或者四辊可逆式轧机。
在轧制过程中,需要经过多道次的轧制,逐步减小钢坯的厚度,并改善其内部组织和性能。
每道次的轧制压下量、轧制速度等参数都需要根据钢种、板厚等因素进行精心调整。
轧制完成后,需要对板材进行冷却。
冷却方式主要有自然冷却、强制风冷和水冷等。
冷却的目的是控制板材的相变过程,从而获得理想的组织结构和性能。
例如,对于某些高强度钢种,需要通过快速冷却来获得马氏体组织,以提高板材的强度。
冷却后的中厚板还需要进行精整处理,以进一步提高产品的质量和尺寸精度。
精整工序包括矫直、剪切、表面检查和探伤等。
矫直是为了消除板材在轧制和冷却过程中产生的弯曲和变形;剪切则是将板材按照规定的尺寸进行切割;表面检查主要是查看板材表面是否存在缺陷;探伤则是用于检测板材内部是否存在缺陷。
在整个中厚板生产过程中,质量控制是至关重要的。
从原料的选择到每一道生产工序,都需要进行严格的质量检测和监控。
中厚板的生产工艺流程
中厚板的生产工艺流程是一个复杂而精密的过程,需要经过多个步骤才能完成。
下面将详细介绍中厚板的生产工艺流程。
原材料的准备是整个生产过程的第一步。
通常,中厚板的原材料是钢铁,需要选择高质量的钢材作为基础材料。
这些原材料经过严格的检测和筛选后,被送到下一个制程。
接下来是熔炼和铸造。
原材料被送入高温炉中进行熔化,形成熔液。
熔液被倒入预先设计好的铸模中,通过冷却和凝固,最终形成铸坯。
第三步是轧制。
铸坯被送入轧机,经过多次轧制、拉伸和压制,逐渐变薄并得到所需的厚度。
这一过程需要严格控制温度和压力,以确保中厚板的质量。
接下来是退火和平整。
轧制后的中厚板需要进行退火处理,以消除应力和提高材料的塑性。
然后,通过机械或化学方法对板材进行平整处理,以确保板材的表面平整度和尺寸精度。
然后是切割和修边。
中厚板根据客户的需求进行切割,可以使用机械切割、火焰切割或激光切割等不同的方法。
然后,对切割后的板材进行修边处理,以确保板材的边缘光滑、无毛刺。
最后是表面处理和检测。
中厚板经过酸洗、抛光等表面处理工艺,以去除表面的氧化物和杂质,提高表面质量。
然后,对板材进行严
格的质量检测,包括尺寸、化学成分、力学性能等方面的检测。
通过以上一系列的工艺流程,中厚板的生产最终完成。
这些中厚板可以应用于船舶制造、建筑结构、桥梁建设等领域,为各行各业提供坚固可靠的材料基础。
中厚板的生产工艺需要严谨的技术和精湛的工艺,以确保产品的质量和性能。
一、填空题1. 3.1轧制是中厚板生产的钢板成形阶段。
中厚板的轧制可分为除鳞、粗轧、精轧三个阶段。
2. 3.1除鳞是将在加热时生成的氧化铁皮(初生氧化铁皮)去除干净,以免压入钢板表面形成表面缺陷。
3. 3.1初生氧化铁皮要在轧制开始阶段去除,因为这时氧化铁皮尚未压入钢中,易于去除,同时清除面积少。
4. 3.1初生氧化铁皮要在轧制开始阶段去除,因为这时氧化铁皮尚未压入钢中,易于去除,同时清除面积少。
5. 3.1为了去除轧制过程中生成的次生氧化铁皮,在轧机前后都需要安装高压水喷头。
在粗轧、精轧过程中都要对轧件喷几次高压水。
6. 3.1中厚板轧机现在普遍采用高压水除鳞箱清除初生氧化铁皮,喷口压力一般在15~20MPa以上,对合金钢板因氧化铁皮与钢板间结合较牢,要求高压水压力取高值。
7. 3.1高压水除鳞主要经历了以下几个效应的联合作用:冷却效应、破裂效应、爆破效应、冲刷效应。
8. 3.2中厚板粗轧阶段的主要任务是将板坯或扁锭展宽到所需要的宽度并进行大压缩延伸。
9. 3.2中厚板的轧制策略有5种,主要是纵-横-纵策略、横-纵策略、纵-横策略、全纵策略、全横策略。
10. 3.2综合轧制法即横轧—纵轧法。
11. 3.2所谓纵轧就是钢板的延伸方向与原料纵轴方向相一致的轧制方法。
12. 3.2所谓横轧即是钢板的延伸方向与原料的纵轴方向相垂直的轧制方法。
13. 3.2精轧阶段的主要任务是质量控制,包括厚度、板形、表面质量、性能控制。
14. 3.3四辊轧机轧制中厚板采用的轧制阶段一般包括三个:成形轧制阶段、展宽轧制阶段、延伸轧制阶段。
15. 3.3轧制策略的好坏直接影响最终产品的平面形状和成材率,同时还影响到轧制节奏。
16. 3.3展宽阶段的作用很明显就是为了满足成品宽度的要求,将成形后的轧件在宽度或长度方向上得到展宽,直至获得成品钢板的毛边宽度为止。
17. 3.3比较成功的平面形状控制法有MAS轧制法、狗骨轧制法和差厚展宽轧制法。
我国中厚板生产设备、工艺技术的发展王国栋 刘相华 王 君(东北大学轧制技术及连轧自动化国家重点实验室,沈阳 110004)摘 要 结合我国近年自主建设的中厚板轧机,介绍了我国在中厚板生产设备、工艺技术方面所进行的研究开发工作和取得的重要进展。
中厚板的核心轧制技术,即强力中厚板轧机、轧后控制冷却系统、中厚板轧制的T M CP技术、尺寸精度自动控制、组织性能预测与控制技术、中厚板轧机的计算机控制系统等,已经成功地应用于我国自行开发的中厚板生产线上,表明我国已经具备了具有我国自主知识产权的成套的中厚板生产、设备和自动化技术,我国正在变为中厚板生产强国。
关键词 中厚板轧机 控制冷却 TM CP 尺寸精度控制 自主知识产权THE DEVELOPMENT OF PRODUCTION TECHNOLOGIES AND EQUIPMENTFOR S TEEL PLATE IN CHINAWANG Guodong LIU Xianghua WANG Jun(The State Key Lab of Rolling and Automation,NEU,Shenyang110004)ABSTRACT Based on the plate mills built by China,the impo rtant development of the equipment and technology and the great prog ress in the plate production in recent years in China are intro-duced.The co re technology of plate production,such as manufacture of strong plate mills,con-trolled cooling systems,the TMCP technolog y of plate production,control of dimension accuracy, prediction of the microstructure and properties of hot rolled plate,and computer control system of plate mill have been used in Chinese plate production lines,w hich means that China has predominat-ed the systematic technology in the plate production/equipment/autom atic control with indepen-dent intellective property.China is becoming a strong country in the plate production.KEY W ORDS plate mill,controlled cooling,TMCP,dimension control,independent intellective properties1 前言中国已经连续8年稳定地成为世界钢材产量的第一大国。
国产3000中厚板轧机概述及技术展望我国已有中厚板轧机31套,正在建设或计划建设中厚板轧机约24套,中厚板轧机合计约55套(未含台湾),其技术状况见表1,中厚板年生产能力约4900多万吨。
由表1可见,我国中厚板轧机有约一半是引进国外设备和技术,部分设备由国内合作制造。
中厚板轧机成套设备技术有:带弯辊和AGC的强力四辊轧机、强力四重式11辊或9辊矫直机、滚切式双边剪或圆盘剪、滚切式定尺剪、控制轧制和控制冷却、计算机自动控制等。
近几年我国自主设计制造中厚板轧机的数量在逐步增加,表明我国已经具有了自主建设和自主集成中厚板轧机的能力,技术水平与引进国外技术相当。
连铸坯→上料→板坯加热→除鳞→(粗轧)→精轧(控制轧制)→热矫直→(快速冷却)→检查修磨→切头、切尾、双试样、切定尺和切边→收集三、3000轧机成套设备技术1 四辊可逆精轧机1) 技术参数液压AGC规格/mm工作辊尺寸/mm支承辊尺寸/mm四辊可逆式精轧机通过电机传动上下工作辊,压下及平衡装置升降上、下辊系落座于阶梯垫下辊标高调整装置上,轧机工作辊道和机架辊将钢坯送入相对转动的上下工作辊辊缝之间进行轧制。
为了保证轧辊磨损后能快速更换,在机架窗口中设置了固定的换工作辊轨道,它与能够抬升下辊系的抬升装置、支承辊小车、阶梯垫下辊标高调整装置以及机外换辊装置可快速更换轧辊。
同时,阶梯垫下辊标高调整装置可调整补偿轧辊磨辊后的轧制标高变化。
2 十一辊热矫直机十一辊热矫直机用于将热轧成品钢板在热态下矫直,消除钢板在热轧及冷却过程中出现的单面和双面浪形弯曲。
1) 技术参数表3 十一辊热矫直机技术参2) 结构组成矫直机由以下几部分组成:机架,压下机构,平衡装置,上受力架装置,上、下辊座装置,接轴托架装置,左右侧立导辊装置,水平导卫装置,快速松卡装置,液压卡紧装置,平台及梯子,换辊装置,传动装置等部分组成。
热矫直机配置上倾动、快速换辊等功能。
3 圆盘式双边剪圆盘剪用于对轧好的钢板进行边部纵切,将钢板剪切至成品宽度。
我国新建中厚板轧机工艺方案的探讨一、国内新建中厚板轧机工艺特点经过长期生产实践与现代化科学技术的发展,中厚板轧机生产工艺方案有两种,一种是传统的常规中厚板生产线,采用单张钢板轧制方式,轧机布置型式有:落后的三辊劳特式轧机、单机架四辊轧机、双机架二辊粗轧+四辊精轧机、双机架四辊粗轧+四辊精轧机组;另外一种布置型式为卷轧中厚板生产线(炉卷轧机),是从上世纪80年代逐步发展起来的,即可单张钢板轧制,又可采用卷轧方式生产中厚板。
现将两种工艺方案的优缺点简介如下:1.常规中厚板生产线(1)常规中厚板生产线的优点适合生产高档次中厚板。
由于坯料长度较短,一般在1300~4500mm之间,因此可以采用横轧方式生产中厚板,能够生产海洋平台用Z向钢等具有双向性能要求的钢材品种。
坯料较厚(150~250mm),适合轧制厚度较厚、压缩比较大、强度要求较高的专用钢板品种,如厚规格的锅炉板、压力容器板、造船板、桥梁板、结构板等品种。
相比节省一次性投资。
常规中厚板生产线设备国产化进程较快,大部分设备可以国内制造,同时备品备件可实现国产化,运行成本相对较低。
生产品种灵活,适合生产小坯量、多品种产品。
(2)常规中厚板生产线的缺点成材率相对较低,老企业落后的生产线成材率为88%左右,现代化的生产线成材率可达到92~94%。
在常规中厚板生产线上单张轧制钢板,由于设备间距、轧件头尾温差的限制,不可能生产大单重的钢板,这对钢板的成材率及生产效率造成不利影响。
不适合生产薄而宽规格的中厚板产品。
中厚板轧机可以生产很宽的钢板,但由于受轧制温度的限制,厚 4mm 左右的宽幅中板是中厚板轧机的极限产品,生产难度较大,生产量很小,现国内常规中厚板轧机可以大批量生产的厚度范围一般在 6mm 以上。
2.卷轧中厚板生产线(炉卷轧机)(1)卷轧中厚板生产线的优点用卷轧的方式生产钢板,通过增大坯料长度(最大18000mm ),可大幅度提高单重,实现多倍尺轧制,减少单张钢板轧制的切头尾损失,提高综合成材率和生产效率,降低生产成本。