CRTSII型板式无砟轨道
- 格式:ppt
- 大小:6.03 MB
- 文档页数:30

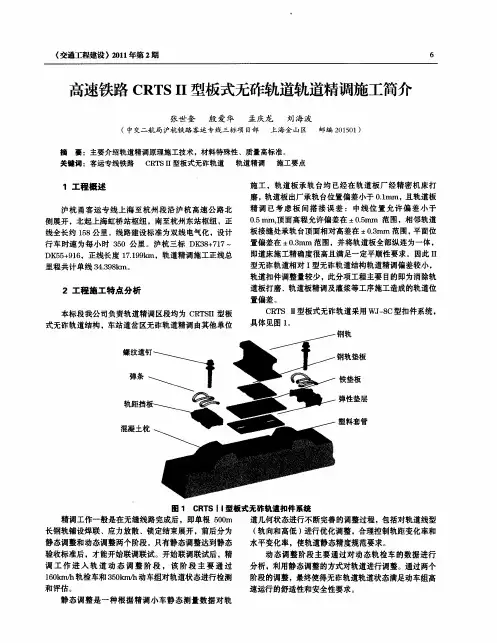
crtsⅱ型板式无砟轨道结构组成部件CRTSⅡ型板式无砟轨道是一种具有较高强度和稳定性的无砟轨道结构,广泛应用于高速铁路、城市轨道交通等领域。
它由以下几个主要部件组成:1.铺枕板:铺枕板是CRTSⅡ型板式无砟轨道的主要支撑结构,起到承载轨道和传递载荷的作用。
铺枕板一般由钢筋混凝土或复合材料制成,具有较好的强度和刚度。
其底部可以采用橡胶垫层或橡胶条来增加弹性,减小振动和噪音。
2.上浆层:上浆层是铺枕板上的一层特殊材料,用于增加轨道的稳定性和舒适性。
上浆层通常采用聚氨酯或橡胶材料,具有较好的抗老化性能和减震效果。
3.无砟轨道板:无砟轨道板是CRTSⅡ型板式无砟轨道的核心部件,用于固定铁轨和承载列车的载荷。
无砟轨道板通常由钢筋混凝土或复合材料制成,具有较高的强度和刚度,能够抵抗列车的侧向力和冲击力。
4.地脚螺栓:地脚螺栓是将无砟轨道板固定在地基或床层上的连接件。
地脚螺栓一般由高强度钢材制成,具有较好的抗拉和抗剪强度。
它通过与无砟轨道板上的预埋螺栓配合,实现轨道的牢固固定。
5.铁轨:铁轨是CRTSⅡ型板式无砟轨道上车轮的导向和支撑组件。
铁轨通常由钢材制成,具有较高的强度和耐磨性。
它通过螺栓和无砟轨道板连接,形成完整的轨道结构。
6.固定夹具:固定夹具是用于固定铁轨在无砟轨道板上的连接件。
固定夹具通常由钢材制成,具有较好的抗剪强度。
它通过与铁轨上的固定螺钉配合,将铁轨固定在无砟轨道板的槽口中。
以上是CRTSⅡ型板式无砟轨道的主要组成部件。
这些部件相互配合,形成了一个稳定、可靠的无砟轨道结构,为轨道交通提供了良好的运行条件。

crtsⅱ型板式无砟轨道施工过程本文将介绍crtsⅱ型板式无砟轨道施工过程。
crtsⅱ型板式无砟轨道采用了半挂式铺轨法,是一种完全不用砟子铺筑的无砟轨道。
crtsⅱ型板式无砟轨道具有施工简便、安装快捷、经济节能、环保等优势。
下面将详细介绍其施工过程。
一、基础处理及验线crtsⅱ型板式无砟轨道施工前必须进行现场基础处理。
基础处理包括打基础、夯实土方、伸缩缝、配重及延伸等。
基础处理完毕后,进行验线。
验线是根据勘测及设计数据,按照钢轨中心线来确定轨道的位置,并在场地上用测量及刷油漆等方法标出轨道的位置及范围,为后续的施工提供依据。
二、轨道组装轨道组装是crtsⅱ型板式无砟轨道施工的第一步。
轨道组装前,需要把轨道板按照设计要求框定,并在框定尺寸范围内进行筛砂夯实。
然后在轨道头部及尾部加装配重,确保轨道的垂直度和水平度。
三、浇筑混凝土浇筑混凝土是crtsⅱ型板式无砟轨道的核心环节。
混凝土浇筑前,必须先在轨道下面设置喷淋塑料膜,以避免混凝土砂浆渗透到地面,影响环境。
当混凝土浇筑到较低位置时,需要用振动锤进行混凝土浇筑压实,以提高其密实度,确保混凝土的均匀压实。
浇筑完混凝土后,需要进行养护,通常养护周期为7天,这期间需要保持混凝土表面湿润,以达到其密实度和硬度的最佳效果。
四、铺设轨道及添砂轨道铺设是crtsⅱ型板式无砟轨道的工作之一。
在轨道铺设时要注意,轨道铺设方向必须与设计要求相一致。
轨道铺设完毕后,需要进行添砂。
添砂主要是为了填平轨道与地面之间的空隙。
在添砂时,需要用专用的具有加油泵的输送车,将砂子送到轨道头部,然后使用根据设计要求调整好的压实机进行砂子的压实。
五、压浆及养护压浆是crtsⅱ型板式无砟轨道施工的一个重要环节。
压浆是为了填补轨道板之间的缝隙,并加强其牢固度。
压浆时,需要使用压浆机器将浆料注入轨道板之间的缝隙,并充分压实。
压浆完毕后,需要进行养护。
养护期间需要保持压浆表面充分湿润,并保持养护期满前养护场地的整洁和干燥。
CRTSII型板式无砟轨道精调轨道精调质量决定高速列车运行的安全和舒适,文中主要介绍了CRTSII型板轨道精道的标准,并结合实际,阐述了客运专线轨道精的主要方法、影响因素及其控制措施。
标签CRTSII型板;无砟轨道;轨道精调CRTSII型板式无砟轨道是在引进德国博格板式无咋轨道技术的基础上,通过消化、吸收、再创新,形成具有我国自主动知识主权的板式无咋轨道。
CRTSII 型板式无砟轨道系统是一种预制板式轨道,由钢轨、弹性扣件、预制轨道板、水泥沥青砂浆调整层及混凝土底座板等部分组成。
对轨道而言,无砟轨道精调贯穿了无砟轨道施工全过程,从无砟轨道施工开始直至无缝线路铺设后轨道具备高速行车条件为止,总体上可以分为施工阶段轨道精调和无缝线路铺设后轨道精调两个阶段。
本文重点介绍无缝线路锁定后长钢轨的精调。
1 轨道精度和调整标准1.1 轨道精度轨道精度通常可分为绝对精度和相对精度。
绝对精度是指轨道的绝对空间坐标,即实测坐标与设计坐标值的偏差。
偏差越小,精度越高。
绝对精度的控制包括中线、高程、曲线长度(包括圆曲线、缓和曲线、竖曲线)控制等。
相对精度的控制除轨道几何尺寸外,还应包括轨距、水平、高低、轨向、三角坑、变化率等,它是轨道状态表述的基本元素,也是轨道状态控制的关键元素。
1.2 CRTSⅡ型板轨道调整标准无砟轨道施工阶段精调因轨道结构不同有不同的方法和要求,无缝线路铺设后的轨道精调方法和标准对于各种无砟轨道而言则是完全一致的。
轨道精调的总体要求是轨道具备持续开行350 km/h高速动车条件,并具有高安全性、高平顺性和高舒适度1.2.1 轨道精调绝对精度标准。
①在满足轨道平顺度要求的情况下,轨面高程允许偏差为(+4,-6)mm,靠近站台地段为(+4,0)mm:②轨道中线与设计中线允许偏差为10mm;线间距允许偏差为(+10,0)mm。
1.2.2 轨道相对精度调整允许偏差标准①轨距:±1 mm;②轨距:±1mm;③水平(mm):1mm;④轨距变化率:1/1500;⑤扭曲(三角坑):2mm/3m;⑥高低(mm):弦长10m,2/10m;弦长30m,2/15m;弦长300m,10/150m;⑦轨向(mm):弦长10m,2/10m;弦长30m,2/5m;弦长300m,10/150m。