CRTSIII型板式无砟轨道施工技术ppt课件
- 格式:pptx
- 大小:42.49 MB
- 文档页数:20

CRTSⅢ型板式无砟轨道板制造施工工法CRTSⅢ型板式无砟轨道板制造施工工法一、前言CRTSⅢ型板式无砟轨道板是一种新型的轨道板类型,它将轨道和轨枕集成成一个整体,具有轻便、耐久、安装方便等特点。
本文将对CRTSⅢ型板式无砟轨道板的制造施工工法进行详细介绍和分析。
二、工法特点1. 轻便:CRTSⅢ型板式无砟轨道板采用高强度钢材制成,具有良好的承载能力和抗变形能力,具有轻便、灵活的特点。
2. 耐久:该轨道板具有较长的使用寿命,能够适应各种复杂的运行环境,保持长期的稳定性。
3. 安装方便:相比传统的轨枕和轨道分离安装的方式,CRTSⅢ型板式无砟轨道板能够实现一次性安装,大大提高了施工效率和工期。
三、适应范围CRTSⅢ型板式无砟轨道板适用于各种铁路场景,特别是适用于城市轨道交通和高速铁路等轨道交通系统。
其结构紧凑、施工方便的特点,使得它能够适应各种地形和复杂条件的施工需求。
四、工艺原理CRTSⅢ型板式无砟轨道板的施工工法是基于以下原理:通过对接轨板与轨枕进行整体制作,并在现场进行一次性安装,从而避免了传统砟石固定和轨枕、轨道分离安装的工序,提高施工效率和质量。
五、施工工艺1. 地基处理:在施工现场对地基进行必要的处理,确保基础平整且具备承载能力。
2. 组装轨道板:将预制好的轨道板通过焊接等方式连接成一段段长的轨道板,确保其质量和尺寸符合要求。
3. 现场安装:使用相应的设备将组装好的轨道板整体放置在地基上,并进行精确调整和固定,确保轨道板的水平、垂直和位置符合设计要求。
4. 试验和调整:进行轨道板的试验和调整工作,包括轮对横移试验、轨道板的弯曲试验等,确保轨道板的质量和安全性。
5. 现场验收:对安装完毕的轨道板进行细致的验收,确保施工质量达到预期要求。
六、劳动组织根据施工工艺的要求,需要充分考虑人力需求、岗位设置、协作配合等因素,合理组织劳动力,确保施工进度和质量。
七、机具设备1. 轨道板制造设备:包括激光切割机、焊接机、轨道板加工设备等,用于轨道板的制造和加工。
CRTSⅢ型板式无砟轨道施工工艺及方法(1)施工方法CRTSⅢ型板式无砟轨道结构由钢轨、扣件、预制轨道板、自密实混凝土、限位凹槽、中间隔离层(土工布)及钢筋混凝土底座等部分组成。
施工时利用汽车吊、轨道板运输车配合龙门吊、轨道板定位调整设备进行轨道板的粗调、精调,再浇筑混凝土,形成无砟轨道道床。
(2)施工工艺流程板式无砟轨道施工工艺流程图(3) 施工工艺操作要点①基础面验收及测量放线沉降初次评估合格后方可进行CPⅢ控制网测设,CPⅢ测设数据经过第三方评估单位评估后方可进行无砟轨道施工。
底座施工前应对基础面进行验收,桥梁地段主要验收基础面的中线、标高、平整度、拉毛或凿毛情况及预埋件的状态;路基地段主要验收基床表层的中线位置、宽度、高程以及平整度;隧道地段主要验收边墙平面位置、仰拱回填层高程及表面平整度。
基础面验收合格后,测设出底座轮廓线,准备进行底座施工。
②底座钢筋绑扎底座施工前,必须通过线下接口工程验收,梁面及隧道仰拱回填层采用凿毛机凿毛,凿毛见新面不小于75%,梁面凿毛后需将梁面预埋的Z型钢筋撬出并整理成型,缺失的Z 型钢筋需进行植筋处理;底座钢筋采用双层冷轧带肋钢筋焊接网,连接钢筋和架立钢筋均采用冷轧带肋钢筋。
冷轧带肋钢筋焊接网须工厂化加工制作。
安装底座钢筋网时,下部网片底部应放置保护层垫片,每平方米不少于4个,保护层垫块采用不低于底座混凝土标准的混凝土制作,上下层钢筋网绑扎完成后,严禁踩踏,并重点检查顶层钢筋的保护层厚度。
③底座模板安装底座侧模采用定型钢模,利用标高调整件控制混凝土表面标高;端模采用1cm厚钢板制作,直曲线段通用;安装时以模板顶面为高程控制;凹槽模型底面均匀布置5个直径25mm的排气孔,采用角钢固定架固定在侧模上,四根螺杆兼有固定凹槽模型和调整凹槽模型底面标高的功能。
④底座混凝土施工底座混凝土浇筑前,用高压吹风机清理模板范围内的杂物,并对基础面进行润湿处理,以保证新浇筑混凝土与基础面的良好接触。

CRTS Ⅲ型板式无砟轨道技术培训目录1.总体结构及整体流程................................. 错误!未定义书签。
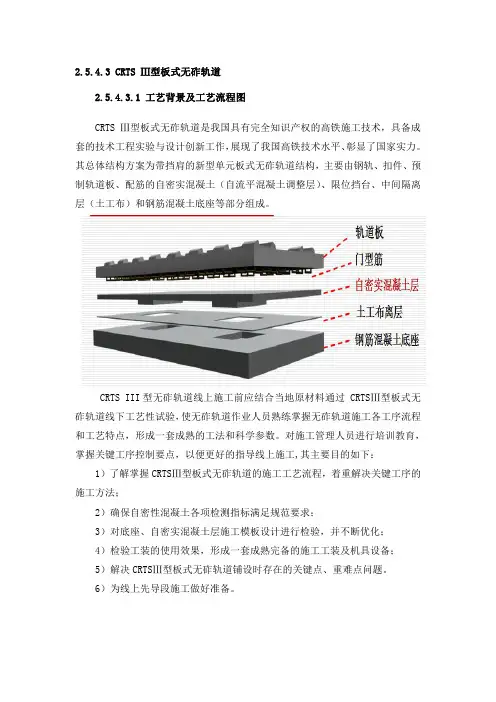
2.底座施工作业指导 (3)3.隔离层及弹性垫层施工作业指导 (5)4.轨道板粗铺作业指导 (7)5.轨道板精铺作业指导 (9)6.自密实混凝土配制、灌注作业指导 (10)7.揭板试验 (18)一、总体结构及整体流程单元结构、复合结构、主材单一、可修性强1.1结构组成:钢轨(60kg/m)、扣件(WJ-8B)、预制轨道板、配筋的自密实混凝土、限位挡台、中间隔离层(土工布)和钢筋混凝土底座。
1.2无砟轨道采用单元分块式结构,在路基、桥梁和隧道地段,轨道板采用不连接的分块式结构。
1.3底座板在每块轨道板范围内设置两个限位挡台(凹槽结构),底座板与自密实混凝土层间设置中间隔离层。
1.4轨道板采用分块式结构,混凝土强度等级为C60,标准轨道板长度为5350mm(32米),4856mm(24米),厚度190mm,宽度2500mm。
1.5底座为混凝土结构,路基地段混凝土强度等级为C25。
桥梁和隧道地段混凝土强度等级为C40。
底座厚度在路基地段为240mm,桥梁和隧道地段为190mm,个别曲线超高超高110mm地段,底座厚度为290mm.每块轨道板对应的底座板上设置两个凹槽,起纵横向限位作用。
1.6轨道板与底座板间设置自密实混凝土,厚度为90mm,采用钢筋网配筋设置。
1.7自密实混凝土与底座板间设置中间隔离层。
1.8 CRTSⅢ型板式无砟轨道施工工艺流程级冷轧带肋钢筋焊接2.2路基施工工艺流程路基无砟轨道底座在设计时速为200km 时采用连续浇筑。
底座宽度3100mm ,厚度240mm ,且路基曲线段地段由基床表层提供曲线超高值。
底座在每块轨道板范围内设置两个限位凹槽,采用凹槽结构,深100mm ,长宽尺寸为1000mm ×700mm 。
凹槽周围(侧面)设置弹性垫层。
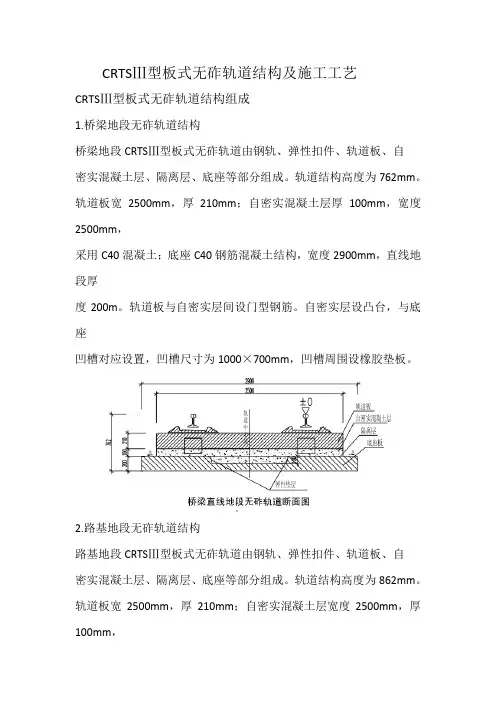
CRTSⅢ型板式无砟轨道结构及施工工艺CRTSⅢ型板式无砟轨道结构组成1.桥梁地段无砟轨道结构桥梁地段CRTSⅢ型板式无砟轨道由钢轨、弹性扣件、轨道板、自密实混凝土层、隔离层、底座等部分组成。
轨道结构高度为762mm。
轨道板宽2500mm,厚210mm;自密实混凝土层厚100mm,宽度2500mm,采用C40混凝土;底座C40钢筋混凝土结构,宽度2900mm,直线地段厚度200m。
轨道板与自密实层间设门型钢筋。
自密实层设凸台,与底座凹槽对应设置,凹槽尺寸为1000×700mm,凹槽周围设橡胶垫板。
2.路基地段无砟轨道结构路基地段CRTSⅢ型板式无砟轨道由钢轨、弹性扣件、轨道板、自密实混凝土层、隔离层、底座等部分组成。
轨道结构高度为862mm。
轨道板宽2500mm,厚210mm;自密实混凝土层宽度2500mm,厚100mm,采用C40混凝土;底座C40钢筋混凝土结构,宽度3100mm,直线地段厚度300m,每3块板下底座为一块,相连底座间设传力杆结构。
轨道板与自密实层间设门型钢筋。
自密实层设凸台,与底座凹槽对应设置,凹槽尺寸为1000×700mm,凹槽周围设橡胶垫板。
CRTSⅢ型板式无砟轨道施工工艺1.2 工程特点CRTSⅢ型板式无砟轨道工程施工工序繁多,技术复杂,质量标准高,须专业化队伍精心施做。
底座板施工、自密实混凝土配制及灌注、铺装与精调等技术含量高,施工难度大,需认真研究并借鉴在建同类工程经验。
施工便道条件较差,轨道板运输困难且存在较大风险。
桥上、隧道内作业面狭窄,物流组织困难。
2 主要施工方案无砟轨道系统由钢筋混凝土底座板、中间隔离层、自密实混凝土填充层和轨道板组成(见图1)。
轨道板采用工厂预制。
根据工期和线路铺设长度配备无碴轨道施工设备,每套设备负责2个作业单元交替施工。
进度指标按照:底座板施工:单线180m/d(单线横延米),轨道板粗铺:单线160m/d(30块轨道板),轨道板灌浆:单线120m/d(22块轨道板)2.1底座板施工方案底座板在每块轨道板范围内设置两个限位挡台(凹槽结构),底座板与自密实混凝土层间设置中间隔离层。
CRTSⅢ型板式无砟轨道施工工法CRTSⅢ型板式无砟轨道施工工法一、前言CRTSⅢ型板式无砟轨道施工工法是一种用于铁路道床施工的先进工法。
它具有快速、高效、节能、环保等特点,在现代化铁路建设中得到了广泛应用。
本文将对该工法进行全面介绍。
二、工法特点CRTSⅢ型板式无砟轨道施工工法采用预制钢轨板式轨道,将设计好的预制钢轨板直接安装在铺设的定位器上,再通过连接装置将轨板固定在位。
该工法具有以下特点:1. 施工速度快:预制的钢轨板可以大面积地进行整体铺设,较传统施工工法节省了大量的施工时间。
2. 施工效率高:钢轨板预先在工厂进行生产,且轨道安装简便,不需要进行打底、平整等传统工序,因此施工效率高。
3. 环保节能:采用无砟轨道可以减少使用石料和水泥等材料的量,节约了资源,同时减少了施工过程中的环境污染。
4. 维护方便:预制钢轨板可以实现模块化更换,便于维护和修理,可大大提高线路的使用寿命。
三、适应范围CRTSⅢ型板式无砟轨道施工工法适用于各种类型的铁路线路,包括高速铁路、城市轨道交通等。
它具有较好的适应性和灵活性,可以满足不同线路的需求。
四、工艺原理CRTSⅢ型板式无砟轨道施工工法的工艺原理是将预制好的钢轨板与定位器相结合,通过连接装置将轨板固定在位。
具体工艺包括以下几个方面:1. 施工工法与实际工程之间的联系分析:根据实际工程需求,确定钢轨板的材质、长度、预制方式等参数,保证施工工法与实际工程之间的充分联系。
2. 采取的技术措施:对定位器的设置、固定装置的设计、连接装置的选择等进行详细分析和解释,确保工法的可靠性和稳定性。
五、施工工艺CRTSⅢ型板式无砟轨道施工工法的施工过程包括以下几个阶段:1. 定位器的安装:根据设计要求,在路基上铺设预定位器,保证位置准确。
2. 预制钢轨板的铺设:将预制好的钢轨板按照规定的间距、尺寸、位置等要求进行铺设。
3. 连接装置的安装:将连接装置安装在预制钢轨板之间,固定好整个轨道。
1 概述高速铁路CRTS Ⅲ型板式无砟轨道是具有我国自主知识产权的新型无砟轨道结构形式,采用该结构形式的高速铁路不仅具有高平顺性、高可靠性、高稳定性,而且具有良好的耐久性和较低的维护成本。
近年来,随着高速铁路的快速发展,CRTS Ⅲ型板无砟轨道施工技术逐步推广运用并日益完善,形成了一套较为成熟的施工工艺[1-11]。
CRTS Ⅲ型板式无砟轨道施工技术主要包括布板、底座施工、轨道板铺设及精调、自密实混凝土灌注等工序。
依托盘营、郑徐、京沈等铁路客运专线工程,阐述CRTS Ⅲ型板式无砟轨道施工技术。
2 布板技术2.1 设计布板考虑平面曲线和超高、纵断面竖曲线及坡度等诸多要素的轨道线路是一条复杂的三维曲线。
为确保轨道铺设位置正确,研发了设计布板软件,可对CRTS Ⅲ型板式无砟轨道进行空间布板,实现不同结构物、不同平纵断面上轨道板配板设计,以及轨道板模具调整数据计算,生成轨道板空间定位坐标。
2.1.1 配板设计在获取全线线路参数后,通过定义不同的桥跨类型、路基段落等里程位置信息,形成轨道布置基础数据库,保证轨道板与线下结构物结构分界处对齐,同时将桥墩里程及相邻两桥墩间的桥梁类型纳入布板软件,进行梁缝检算,最终计算确定轨道板在线路中的位置,并生成轨道板布置表供轨道板铺设和精调施工使用。
CRTS Ⅲ型板式无砟轨道施工技术樊齐旻,孙学奎,邢志胜(京沈铁路客运专线辽宁有限责任公司,辽宁 沈阳 110006)摘 要:高速铁路CRTS Ⅲ型板式无砟轨道是具有我国自主知识产权的新型轨道结构形式。
论述CRTS Ⅲ型板式无砟轨道施工布板、底座施工、轨道板铺设与自密实混凝土灌注主要施工技术。
阐述无砟道床施工工艺流程,从底座浇筑、轨道板铺设及精调、自密实混凝土灌注等方面分析施工关键工序,提出施工中应保证底座钢筋保护层厚度、控制轨道板精调精度、控制自密实混凝土的实料拌制性能稳定和加强混凝土养护措施等注意事项,可为CRTS Ⅲ型板式无砟轨道施工技术优化和完善提供借鉴。
Ⅲ型板式无砟轨道施工组织培训资料:1、CRTSⅢ型板式无砟轨道底座板施工2、粗铺轨道板施工3、自密实混凝土施工4、板式道岔铺设1.CRTSⅢ型板式无砟轨道底座板施工简支梁上底座板每次灌注长度为1孔梁,连续梁按简支梁模板分段灌注。
路基底座板每次灌注长度最少为3-4块轨道板长度。
1.1施工工艺流程图1.1.1桥梁底座板施工工艺流程图1.1.2路基施工工艺流程图为了保证无砟轨道各部结构的技术条件,施工前应对基层表面施工质量进行验收,桥梁为轨道中心线2.6m范围内的梁面进行拉毛处理。
1.3预埋筋桥梁预埋筋因架梁运梁的需要,分为梁内和底座板内两部分。
桥内部分(含套筒)在梁场制作时预埋在箱梁顶板内;底座板内部分在底座板施工时用套筒连接,伸入底座板钢筋内。
预埋制作长度应根据底座板超高设置及现场预埋套筒高低情况“量身定做”,以避免安装后过高或过低,影响受力。
安装时应将钢筋拧进到位,确保安装质量。
设计位置预埋钢筋折断或者缺少的情况下要求植筋,将桥面清理干净。
1.4放样对施工的基层面进行清扫和冲洗,凿毛后,用全站仪根据设计位置将底座的边线(立模线)放出来,按照纵向每5米一个点放样。
同时用水准仪测量出每一个点的标高(用来控制模板顶面标高)。
1.5钢筋工程钢筋网片在预制厂家集中预制完成后拉运至现场,现场验收按其重量过磅验收,要求网片实际重量与理论重量偏差在 4.5%以内,并检查其外观尺寸。
采用墨斗按照设计位置在基层面弹出钢筋网片位置,然后铺设钢筋网片,绑扎、上下网片之间钢筋,并加垫垫块。
上层钢筋保护层厚度为40mm,下层钢筋保护层为30mm。
路基内底座因每3块或4块轨道板对应位置设置一道伸缩缝,所以钢筋网片需搭接出3块或4块轨道板的长度。
钢筋网片之间采用平搭法,搭接长度450mm,且上下两层钢筋网片的搭接部位必须错开。
限位凹槽处上层纵横向钢筋按凹槽中心线剪断,并向内弯折与下层钢筋连接闭合,钢筋保护层厚度30mm。
1.6支立底座板模板根据测量的点位标高,用砂浆墩调整所有点位处的标高,使每一个点位的标高达到设计模板底标高。