焊接设备能力评定表
- 格式:doc
- 大小:132.00 KB
- 文档页数:8
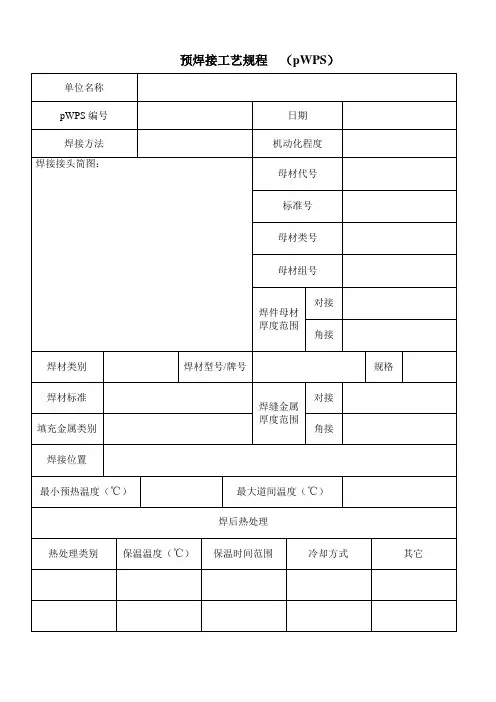
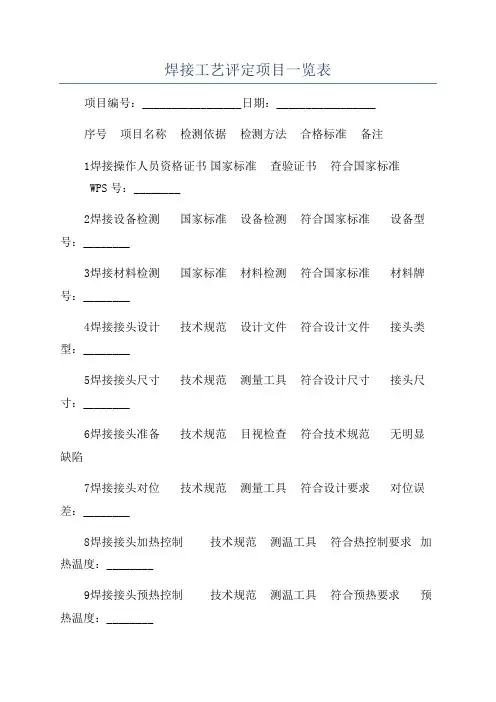
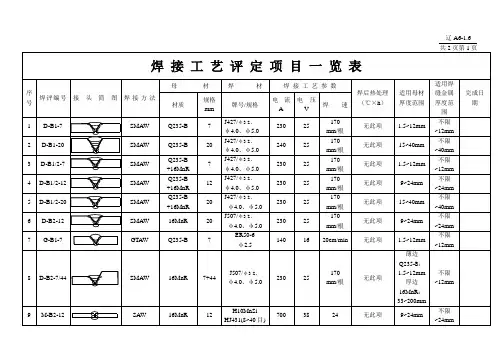
焊接工艺评定项目一览表项目编号:_________________日期:_________________序号项目名称检测依据检测方法合格标准备注1 焊接操作人员资格证书国家标准查验证书符合国家标准WPS号:________2 焊接设备检测国家标准设备检测符合国家标准设备型号:________3 焊接材料检测国家标准材料检测符合国家标准材料牌号:________4 焊接接头设计技术规范设计文件符合设计文件接头类型:________5 焊接接头尺寸技术规范测量工具符合设计尺寸接头尺寸:________6 焊接接头准备技术规范目视检查符合技术规范无明显缺陷7 焊接接头对位技术规范测量工具符合设计要求对位误差:________8 焊接接头加热控制技术规范测温工具符合热控制要求加热温度:________9 焊接接头预热控制技术规范测温工具符合预热要求预热温度:________10 焊接接头焊缝清理技术规范目视检查无明显污染清洁度:________11 焊接接头焊丝分类国家标准化学分析符合材料要求焊丝牌号:________12 焊接接头焊丝储存技术规范环境检查符合储存条件干燥度:________13 焊接接头焊丝使用技术规范目视检查符合要求无明显疲劳、锈蚀14 焊接接头焊丝熔化技术规范放射检测符合熔化要求熔化深度:________15 焊接接头焊缝试样技术规范试样制备符合要求试样编号:________16 焊接接头焊缝尺寸技术规范红外测量符合尺寸要求焊缝尺寸:________17 焊接接头焊缝几何技术规范焊缝尺寸计算符合要求焊缝角度:________18 焊接接头焊缝检查技术规范目视检查符合要求无明显裂纹、夹渣缺陷19 焊接接头焊缝收敛技术规范焊缝尺寸计算符合要求焊缝重叠度:________20 焊接接头焊缝力学性能国家标准力学性能测试符合标准要求持久性:________本焊接工艺评定项目一览表适用于焊接工艺评定过程中的所有检测项目,以确保焊接工艺的质量合格性。
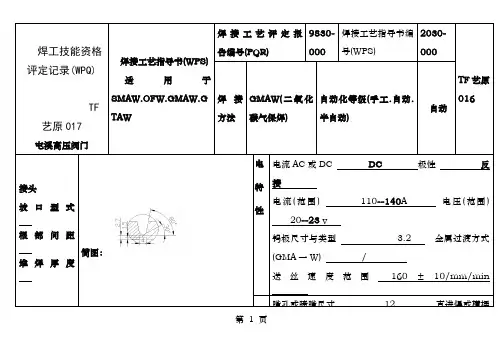
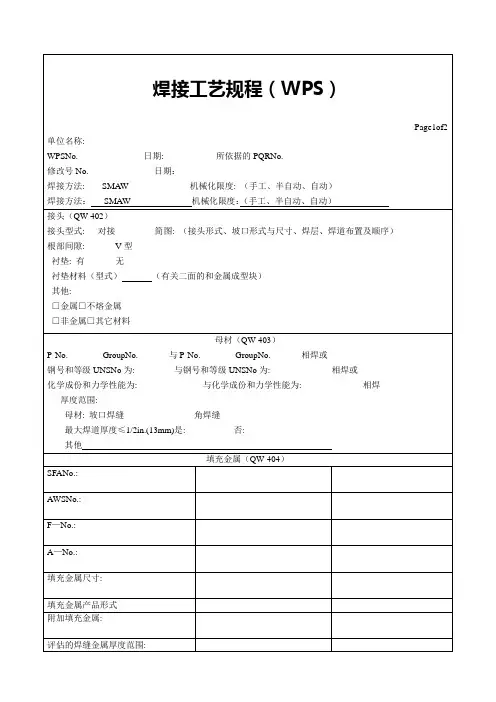
焊工技能资格评定记录(WPQ)TF艺原017 屯溪高压阀门焊接工艺指导书(WPS)适用于SMAW.OFW.GMAW.G TAW 焊接工艺评定报告编号(PQR)9830-000焊接工艺指导书编号(WPS)2030-000TF艺原016焊接方法GMAW(二氧化碳气保焊)自动化等级(手工.自动.半自动)自动接头坡口型式根部间距堆焊厚度简图:电特性电流AC或DC DC极性反接电流(范围) 110--140A 电压(范围)20--23 v钨极尺寸与类型 3.2 金属过渡方式(GMA一W) /送丝速度范围160±10/mm/min嘴孔或喷嘴尺寸12 直进焊或横摆第1 页第2 页第3 页制日期核日期签日期准日期屯溪高压阀门焊接工艺评报告(PQR)适用于SMAW.OFW.GMAW.GTAW焊接工艺评定报告编号(PQR)9830-000焊接工艺指导书编号(WPS)2030-000TF艺原013焊接方法GMAW(二氧化碳气保焊)自动化等级(手工.自动.半自动)自动接头堆焊厚度熔敷焊缝金属厚度简图:焊接技巧焊接速度有无摆动摆动方式多焊道或单焊道(每侧) 多焊丝或单焊丝(每侧)焊接层数 2 转动角度720°焊丝离工件距离mm检查结果外观尺寸外观质量及尺寸均合格硬度伤着色探伤/ 磁粉探伤合格第4 页第5 页第6 页焊工姓名郑凯钢印号: C 部门:焊接工部所用的焊接方法:GT AW自动化等级:■手工□半自动□机动□自动焊工焊接试件时遵照的WPS No. WPS 2030-050试件母材编号:HQ-04 厚度25mm 填充金属标准:AWSEA182/F304 ●H0CR18Ni9衬垫(金属焊缝金属双面焊焊剂等) (QW-402) 角焊角焊母材厚度-OFW (QW-403) 25mm ≥25mm ASME P- No . 8-1与ASME P- No . 8-1(QW-403) 填充金属种类[实芯/空芯/药芯-GTA/PAW(QW-404)]实心实心每种焊接方法的手工或半自动焊接的变素实际值评定范围化学分析时堆焊层厚度/ / 焊接位置(1G,5G等) (QW-405) 1G第7 页1G焊接方向(上坡焊/下坡焊) / /背过渡形式(GTAW) (QW409) / / 焊接电流类型与极性(STAW) (QW409) DC /反接DC/ 反接自动/机动焊变数(QW-360) 实际值评定范围直接控制/遥视控制∕∕电压自动控制(GTAW) ∕∕衬垫( 金属、焊缝金属、双面焊、焊剂等) ∕∕外观检验结果(QW-302.4) 采用5培放大镜查检表面焊接均匀、无可见裂纹、无其它缺陷。
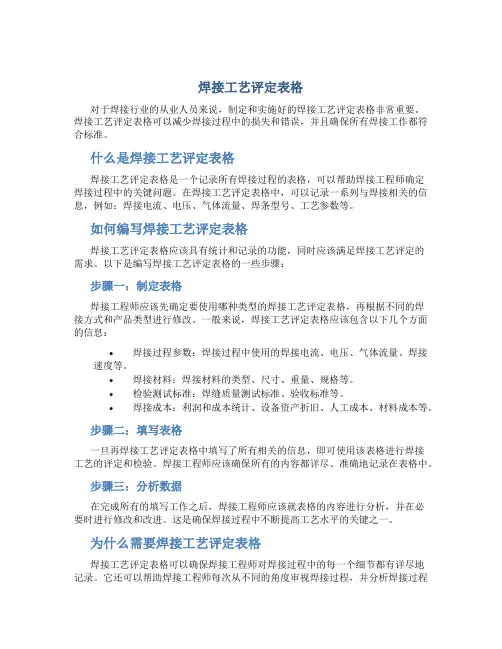
焊接工艺评定表格对于焊接行业的从业人员来说,制定和实施好的焊接工艺评定表格非常重要。
焊接工艺评定表格可以减少焊接过程中的损失和错误,并且确保所有焊接工作都符合标准。
什么是焊接工艺评定表格焊接工艺评定表格是一个记录所有焊接过程的表格,可以帮助焊接工程师确定焊接过程中的关键问题。
在焊接工艺评定表格中,可以记录一系列与焊接相关的信息,例如:焊接电流、电压、气体流量、焊条型号、工艺参数等。
如何编写焊接工艺评定表格焊接工艺评定表格应该具有统计和记录的功能,同时应该满足焊接工艺评定的需求。
以下是编写焊接工艺评定表格的一些步骤:步骤一:制定表格焊接工程师应该先确定要使用哪种类型的焊接工艺评定表格,再根据不同的焊接方式和产品类型进行修改。
一般来说,焊接工艺评定表格应该包含以下几个方面的信息:•焊接过程参数:焊接过程中使用的焊接电流、电压、气体流量、焊接速度等。
•焊接材料:焊接材料的类型、尺寸、重量、规格等。
•检验测试标准:焊缝质量测试标准、验收标准等。
•焊接成本:利润和成本统计、设备资产折旧、人工成本、材料成本等。
步骤二:填写表格一旦再焊接工艺评定表格中填写了所有相关的信息,即可使用该表格进行焊接工艺的评定和检验。
焊接工程师应该确保所有的内容都详尽、准确地记录在表格中。
步骤三:分析数据在完成所有的填写工作之后,焊接工程师应该就表格的内容进行分析,并在必要时进行修改和改进。
这是确保焊接过程中不断提高工艺水平的关键之一。
为什么需要焊接工艺评定表格焊接工艺评定表格可以确保焊接工程师对焊接过程中的每一个细节都有详尽地记录。
它还可以帮助焊接工程师每次从不同的角度审视焊接过程,并分析焊接过程中的问题。
这些分析和检查能够及时发现焊接过程中或者设备设施中出现的问题,并采取相应的措施来解决。
此外,焊接工艺评定表格还可以记录和比较焊接工作的效果。
通过在不同的时间段记录并比较统计数据,焊接工程师可以更容易地看到工艺水平的改进和进步。
焊接工艺评定记录01-05(改)一、前言为了确保焊接工艺符合标准要求,在本公司进行的焊接工艺评定中,我们制定了本评定记录。
本文档记录了评定结果,供日后参考。
二、评定流程评定过程分为以下步骤:1.根据标准要求,准备焊接材料和设备2.根据要求制作试件3.焊接试件,记录焊接参数4.对焊缝进行检验5.根据检验结果进行评定三、准备工作1. 焊接材料和设备评定所使用的焊接材料及设备如下:焊接材料规格产地焊条AWS E7018 国产焊丝ER70S-6 进口气体CO2 国产焊机MAG 国产2. 试件准备评定试件为正面角焊缝,试件尺寸为100mm x 100mm x 10mm,试件材料为普通碳素钢 Q235B。
试件制作按照标准要求,加工精度符合标准要求。
四、焊接评定1. 试件焊接试件采用MAG焊接法,采用单面焊接技术。
具体焊接参数如下:焊接参数焊接电流(A) 焊接电压(V) 焊接速度(cm/min)上海 1# 170 20 40上海 2# 190 22 45江苏 1# 180 21 43江苏 2# 200 23 48湖南 1# 175 20 42湖南 2# 195 22 47广东 1# 185 21 45广东 2# 205 23 50四川 1# 180 20 44四川 2# 200 22 492. 焊缝检验检验采用视觉检验和超声检测两种方法。
具体结果如下:焊缝编号检验方法检验结果上海 1# 超声检测合格上海 2# 超声检测合格江苏 1# 超声检测合格江苏 2# 超声检测合格湖南 1# 超声检测合格湖南 2# 超声检测合格广东 1# 超声检测合格广东 2# 超声检测合格四川 1# 超声检测合格四川 2# 超声检测合格五、评定结果以上10条焊缝均通过了检验,评定结果为合格。
经过本次评定,证明采用上述焊接参数能够满足标准要求,可以在实际生产中使用。
六、本次焊接工艺评定结果符合标准要求,可以将所采用的焊接参数用于实际生产中。
焊接设备能力评定表
编号:设备名称二氧化碳保护焊机编号XF-SB-011 规格型号NBC-500R 加工对象图号/工艺
部门制造中心操作者状态使用中日期
焊机检查情况
检查项目实际检查情况检查项目实际检查情况
1.漏电无漏电 4.气路密封好
2.内部积尘无积尘 5.安全保护措施好
3.线缆连接连接牢固 6.设备完整性完好
焊接规定参数测定
焊接参数测定方法:校准测量测量工具(规格/型号):钳形数字万用表(UT203)测量工具技术证书: CE
测定次数/焊接参数材料厚度(mm)焊丝直径(mm) 焊接电流(A)焊接电压(V)
1 1-6 0.9 70-200 17-18
2 1.2-12 1.0 90-250 18-19
3 2.0-16 1.2 120-350 20-22
工件验证
工件名材料厚度(mm)焊丝直径(mm) 焊接电流(A)焊接电压(V)送丝速度(m/min)验证结果
车架 10 1.2 120-350 22 10 满足工艺要求
结论
焊机使用性能可以满足生产和工艺要求
编制:批准:审核:日期:
焊接设备能力评定表
编号:
设备名称二氧化碳保护焊机编号XF-SB-015 规格型号KR-350 加工对象图号/工艺
部门制造中心操作者状态使用中日期
焊机检查情况
检查项目实际检查情况检查项目实际检查情况
1.漏电无漏电 4.气路密封好
2.内部积尘无积尘 5.安全保护措施好
3.线缆连接连接牢固 6.设备完整性完好
焊接规定参数测定
焊接参数测定方法:校准测量测量工具(规格/型号):钳形数字万用表(UT203)测量工具技术证书: CE
测定次数/焊接参数材料厚度(mm)焊丝直径(mm) 焊接电流(A)焊接电压(V)
1 1-6 0.9 70-200 17-18
2 1.2-12 1.0 90-250 18-19
3 2.0-16 1.2 120-350 20-22
工件验证
工件名材料厚度(mm)焊丝直径(mm) 焊接电流(A)焊接电压(V)送丝速度(m/min)验证结果
车架 10 1.2 120-350 22 10 满足工艺要求
结论
焊机使用性能可以满足生产和工艺要求
编制:批准:审核:日期:
焊接设备能力评定表
编号:
设备名称二氧化碳保护焊机编号XF-SB-024 规格型号XR-500 加工对象图号/工艺
部门制造中心操作者状态使用中日期
编制:批准:审核:日期:
焊接设备能力评定表
编号:设备名称氩弧焊编号XF-SB-025 规格型号XR-500 加工对象图号/工艺
部门制造中心操作者状态使用中日期
焊机检查情况
检查项目实际检查情况检查项目实际检查情况
1.漏电无漏电 4.气路密封好
2.内部积尘无积尘 5.安全保护措施好
3.线缆连接连接牢固 6.设备完整性完好
焊接规定参数测定
焊接参数测定方法:校准测量测量工具(规格/型号):钳形数字万用表(UT203)测量工具技术证书: CE
测定次数/焊接参数材料厚度(mm)焊丝直径(mm) 焊接电流(A)氩气流量Q(L/min)焊缝颜色(与效果)
1 1.0 1.6 35-60 4 银白、金黄/最好灰色/不好
2 2.0 2.0 75-120 5-6 蓝色/良好黑色/最好
3 2.5-3.0 2.0 110-140 6-7 红灰/较好
工件验证
工件名材料厚度(mm)焊丝直径(mm) 焊接电流(A)氩气流量Q(L/min)焊缝颜色(与效果)验证结果车架 3.0 2.0 110-140 6-7 蓝色/良好满足工艺要求结论
焊机使用性能可以满足生产和工艺要求
编制:批准:审核:日期:
焊接设备能力评定表
编号:
设备名称点焊机编号XF-SB-013 规格型号XR-500 加工对象图号/工艺
部门制造中心操作者状态使用中日期
焊机检查情况
检查项目实际检查情况检查项目实际检查情况
1.漏电无漏电 4.气路密封好
2.内部积尘无积尘 5.安全保护措施好
3.线缆连接连接牢固 6.设备完整性完好
焊接规定参数测定
焊接参数测定方法:校准测量测量工具(规格/型号):钳形数字万用表(UT203)测量工具技术证书: CE
测定次数/焊接参数材料厚度(mm)焊丝直径(mm) 焊接电流(A)
1 3 3.
2 100-130
2 4-5 3.2-4 100-210
3 6-12 4-5 160-270
工件验证
工件名材料厚度(mm)焊丝直径(mm) 焊接电流(A)验证结果
车架 4-5 4 160-210 满足工艺要求
结论
焊机使用性能可以满足生产和工艺要求
编制:批准:审核:日期:
焊接设备能力评定表
编号:设备名称火焰切割机编号XF-SB-030 规格型号XR-500 加工对象图号/工艺
部门制造中心操作者状态使用中日期
编制:批准:审核:日期:。