连续铸钢工艺篇BD
- 格式:pptx
- 大小:1.99 MB
- 文档页数:45

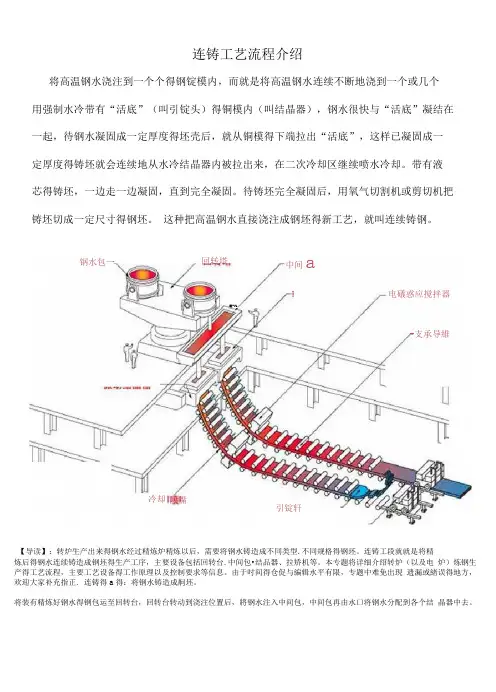
连铸工艺流程介绍将高温钢水浇注到一个个得钢锭模内,而就是将高温钢水连续不断地浇到一个或几个用强制水冷带有“活底”(叫引锭头)得铜模内(叫结晶器),钢水很快与“活底”凝结在 一起,待钢水凝固成一定厚度得坯壳后,就从铜模得下端拉出“活底”,这样已凝固成一 定厚度得铸坯就会连续地从水冷结晶器内被拉出来,在二次冷却区继续喷水冷却。
带有液 芯得铸坯,一边走一边凝固,直到完全凝固。
待铸坯完全凝固后,用氧气切割机或剪切机把 这种把高温钢水直接浇注成钢坯得新工艺,就叫连续铸钢。
炼后得钢水连续铸造成钢坯得生产工序,主要设备包括回转台.中间包•结品器、拉矫机等。
本专题将详细介绍转炉(以及电 炉)炼钢生产得工艺流程,主要工艺设备得工作原理以及控制要求等信息。
由于吋间得仓促与编辑水平有限,专题中难免出現 遗漏或緒误得地方,欢迎大家补充指正. 连铸得a 得:将钢水铸造成舸坯。
将装有精炼好钢水得钢包运至回转台,回转台转动到浇注位置后,將钢水注入中间包,中间包再由水口将钢水分配到各个结 晶器中去。
铸坯切成一定尺寸得钢坯。
回转塔 钢水包一 中间a电礒惑应搅拌器■-JL-支承导維冷却 嘴 【导读】:转炉生产出来得钢水经过精炼炉精炼以后,需要将钢水铸造成不同类型.不同规格得钢坯。
连铸工段就就是将精引锭轩n结晶器就是連铸机得核心设备之一,它使铸件成形并迅速凝固结晶•拉娇机与结晶振动您置共同作用,将结器内得铸件拉出,经冷却、电饌搅井后,切割成一定长度得板坯。
连铸钢水得准备连铸钢水得温度要求;钢水温度过高得危害;①出结晶器坯売萍,容易漏钢;②耐火材料侵蚀加快,易导致铸流失控,降低浇铸安全性;③增加非金属央杂■影响板坯内在质量;④铸坯柱状晶发达;⑤中心偏折加重.易产生中心线裂纹。
钢水温度过低得危害:①容易发生水口堵塞,浇铸中斷;②连铸表面容易产生结疱.夹渣、裂统等缺陷;③非金属央杂不易上浮,影响铸坯内在质量.二、钢水在钢包中得温度控制: 根据冶炼钢种严格控制出钢温度,使其在较窄得范囤内变化;其次,要最大限度地减少从出钢.钢包中.钢包运送途中及进入中间包得整个过程中得温降。
连续铸钢工艺教程(总9页) -CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除连续铸钢工艺教程1.连铸工艺1.1连铸工艺介绍连铸全称连续铸钢,与模铸不同,它不是将高温钢水浇铸到一个个的钢锭模内,而是将高温钢水浇注到一个或几个用强制水冷、带有“活底”(叫引锭头)的铜模内(叫结晶器),钢水很快与“活底”凝结在一起,待钢水凝固成一定厚度的坯壳后,就从铜模的下端拉出“活底”,这样已凝固成一定厚度的铸坯就会连续不断地从水冷结晶器内被拉出来,,在二次冷却区继续喷水冷却,带有液芯的铸坯一边走一边凝固,直到完全凝固,待铸坯完全凝固后,用氧气切割或剪切机把铸坯切成一定尺寸的钢坯。
连铸是连接炼钢和轧钢的中间环节,是炼钢生产的重要组成部分,连铸生产的正常与否,不但会影响到炼钢生产任务的完成,还会影响到轧材的质量和成材率。
一台连铸机主要由大包回转台、中间包、中间包车、结晶器、结晶器振动装置、二次冷却装置、拉坯矫直装置、切割装置和出坯辊道等部分组成。
在连铸生产时通常用天车将钢包吊至大包回转台,然后大包转台将钢包旋至浇注位,经大包底部水口把钢水注入到中间包内,打开中间包塞棒后,钢水流入到下口用引锭杆堵塞并能上下振动的结晶器中,钢水沿结晶器周边冷凝成坯壳,当结晶器下端出口处坯壳有一定厚度时,带有液芯并和引锭杆连在一起的铸坯在拉矫装置的作用下,离开结晶器,沿着二冷段的支撑结构下移,与此同时铸坯被二次冷却装置进一步冷却并继续凝固,当引锭装置进入拉矫机后脱去引锭装置,铸坯在全部凝固或带有液芯的状态下被矫直,随后在水平位置被切割成定尺长度,经出坯辊道运送到规定地点,上述整个过程在实际生产中是连续进行的。
1.3连铸的主要设备1.3.1钢包回转台钢包回转台设置在电炉、精炼同一跨,它的本体是一个具有两个钢包支撑架的转臂,绕回转台中心回转,钢包回转台工作时,出钢跨一侧的天车将盛满钢水的钢包吊放到支撑架上,然后回转台旋转180o,将钢包转到连铸跨中间包上方的浇注位进行浇注,浇注完毕,再把空包转出的同时,又把另一个盛满钢水的钢包旋转到浇注位置,这样就可以快速更换钢包,实现多炉连浇。
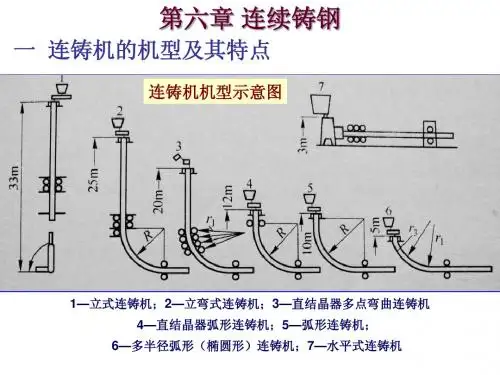
连续铸钢工艺1 、弧形连铸机有哪此特点? 立式和立弯式连铸机的结晶器都是直的, 而弧形连铸机采用的是具有某一曲率半径的弧形结 晶器, 其结晶器、 二次冷却装置都布置在某一半径的一个圆的四分之一弧度上。
铸坯在结晶器内凝固时就已弯曲,带液芯的铸坯从结晶器拉出来,沿着弧形轨道运行,继续喷水冷却, 在四分之一圆弧处完成凝固,然后矫直并拉出送至切割站。
弧形连铸机的高度仅为三分之一,建设费用低,钢水静压力小,铸坯在辊间的鼓肚小, 铸坯质量好;加长机身也比较容易,故可高速浇注,生产率高。
弧形连铸机的缺点是:因铸坯弯 曲矫直,容易引起内部裂纹;铸坯内夹杂物分布不均匀,内弧侧存在夹杂物的集聚;设备较为复杂,维修也较困难。
弧形连铸机虽有缺点, 但由于在设备和工艺上的技术进步, 仍然是世界各国钢厂采用最多的 一种机型。
2、 什么叫负滑脱?当结晶器下振的速度大于拉坯速度时, 铸坯对结晶器的相对运动为向上, 即逆着拉坯方向的 运动,这种运动称负滑脱或称负滑动。
3、 结晶器振动频率用什么数学模型控制? 对正弦式振动负滑脱率 £ v% Vmi-结晶器振动平均速度 m/min ;V —拉坯速度m/min 。
结晶器振动速度vm 可用下式表示Vm=( n fh/1000 )X sin2 n f式中:h —振幅mm由上式可求得结晶器振动的平均速度Vm=2fh将Vm 代入负滑脱率式中即可求得振动频率 f在连铸机中 £ v 皆取定值, 那么频率与拉速便成线性关系, 用这个关系式来控制随拉速变化 而变化的振动频率, 这个公式就是用负滑脱率控制振动频率的数学模型, 这个模型广泛应用 于国内外连铸生产中。
4、如何减小铸坯振痕?为了防止拉漏, 减小结晶器阻力,采取了结晶器振动技术,但是由于结晶器振动, 在铸坯表 面产生了横向痕迹,此痕迹称振痕,振痕为沟状,其间距h=v/f ,其中V 为拉坯速度,f 为振动频率。
研究表明, 振痕处易形成裂纹和成份的偏析, 随着振痕深度的加深而加重。
连续铸钢工艺教程1.连铸工艺连铸工艺介绍连铸全称连续铸钢,与模铸不同,它不是将高温钢水浇铸到一个个的钢锭模内,而是将高温钢水浇注到一个或几个用强制水冷、带有“活底”(叫引锭头)的铜模内(叫结晶器),钢水很快与“活底”凝结在一起,待钢水凝固成一定厚度的坯壳后,就从铜模的下端拉出“活底”,这样已凝固成一定厚度的铸坯就会连续不断地从水冷结晶器内被拉出来,,在二次冷却区继续喷水冷却,带有液芯的铸坯一边走一边凝固,直到完全凝固,待铸坯完全凝固后,用氧气切割或剪切机把铸坯切成一定尺寸的钢坯。
连铸是连接炼钢和轧钢的中间环节,是炼钢生产的重要组成部分,连铸生产的正常与否,不但会影响到炼钢生产任务的完成,还会影响到轧材的质量和成材率。
一台连铸机主要由大包回转台、中间包、中间包车、结晶器、结晶器振动装置、二次冷却装置、拉坯矫直装置、切割装置和出坯辊道等部分组成。
在连铸生产时通常用天车将钢包吊至大包回转台,然后大包转台将钢包旋至浇注位,经大包底部水口把钢水注入到中间包内,打开中间包塞棒后,钢水流入到下口用引锭杆堵塞并能上下振动的结晶器中,钢水沿结晶器周边冷凝成坯壳,当结晶器下端出口处坯壳有一定厚度时,带有液芯并和引锭杆连在一起的铸坯在拉矫装置的作用下,离开结晶器,沿着二冷段的支撑结构下移,与此同时铸坯被二次冷却装置进一步冷却并继续凝固,当引锭装置进入拉矫机后脱去引锭装置,铸坯在全部凝固或带有液芯的状态下被矫直,随后在水平位置被切割成定尺长度,经出坯辊道运送到规定地点,上述整个过程在实际生产中是连续进行的。
连铸的主要设备1.3.1钢包回转台钢包回转台设置在电炉、精炼同一跨,它的本体是一个具有两个钢包支撑架的转臂,绕回转台中心回转,钢包回转台工作时,出钢跨一侧的天车将盛满钢水的钢包吊放到支撑架上,然后回转台旋转180o,将钢包转到连铸跨中间包上方的浇注位进行浇注,浇注完毕,再把空包转出的同时,又把另一个盛满钢水的钢包旋转到浇注位置,这样就可以快速更换钢包,实现多炉连浇。
连续铸钢质量篇1. 引言连续铸钢是一种重要的钢铁生产工艺,它能够实现高效率的连续生产,同时具备优异的钢材质量。
本文将深入探讨连续铸钢质量的关键因素、常见问题以及解决方法。
2. 连续铸钢质量的关键因素连续铸钢质量的好坏取决于多个因素的综合影响。
以下是一些关键因素:2.1 铸造工艺铸造工艺是连续铸钢质量的基础。
合理的工艺流程可以确保熔池中的杂质被最大程度地剔除,并且保持合适的浇注速度和温度,以获得均匀的铸坯。
关键的铸造工艺参数包括浇注速度、结晶器摆动频率和角度等。
2.2 炉次管理炉次管理对连续铸钢质量的影响非常重要。
每个炉次的钢水温度、成分和浇注速度都需要仔细控制,以保证连续铸造的稳定性和一致性。
此外,炉次间的温度过渡也需要加以注意。
2.3 结晶器设计结晶器是连续铸钢中的关键组件之一。
合理的结晶器设计可以有效控制铸坯的凝固形态,避免出现过度凝固和偏析等问题。
优化结晶器的形状和尺寸,并采用适当的冷却水量,可以进一步提高连续铸钢的质量。
2.4 冷却条件冷却条件直接影响连续铸钢的凝固过程和组织形成。
合适的冷却速率可以避免组织异常和缺陷的产生。
调整冷却水量和冷却器的布置方式是改善冷却条件的常用方法。
2.5 管理与控制良好的管理和控制体系是确保连续铸钢质量的重要保证。
包括实时监测和控制系统、质量检测和控制手段、操作技术和培训等方面的工作。
3. 常见问题及解决方法在连续铸钢过程中,常会遇到一些质量问题。
下面列举了一些常见问题及相应的解决方法:3.1 出现通道疤通道疤是连续铸钢中的常见缺陷之一,它产生的原因多种多样,包括结晶器摆动不当、过度凝固等。
解决通道疤问题的方法通常有:调整结晶器摆动频率和角度,控制浇注速度和温度,改进冷却条件。
3.2 纵裂纵裂是连续铸钢中的另一个常见问题,它可能由于温度梯度过大、浇注速度过快等原因引起。
为了解决纵裂问题,可以通过优化冷却器布置、调整浇注速度和温度,以及合理控制结晶器的冷却水量等方法。
连续铸钢原理与工艺连续铸钢是一种现代化的钢铁生产工艺,通过连续铸造设备将熔融的钢水连续地铸造成坯料,然后通过进一步的加工和处理,制成各种规格和型号的钢材产品。
本文将介绍连续铸钢的原理和工艺。
一、连续铸钢的原理连续铸钢的原理是基于连续铸造设备的运行机制。
在连续铸造设备中,钢水通过多孔陶瓷块或水冷铜管等冷却设备,进入到连续浇注器中,通过浇注器喷嘴喷射出来形成钢水流。
钢水流经过一系列的冷却装置,逐渐凝固成坯料,并通过一组辊道传送到下一道工序。
整个过程中,钢水的连续流动保证了钢水的连续铸造。
二、连续铸钢的工艺连续铸钢的工艺包括连铸准备、连铸浇注、坯料冷却和坯料切割等环节。
1. 连铸准备连铸准备包括预热连铸结构、浇注器和冷却设备的准备工作。
预热连铸结构是为了提高连铸结构的温度,以防止钢水凝固过早。
浇注器需要检查喷嘴的磨损情况,确保钢水能够均匀流出。
冷却设备的冷却水也需要进行检查和调整。
2. 连铸浇注连铸浇注是整个连续铸钢工艺的核心环节。
在连铸浇注过程中,钢水通过浇注器的喷嘴喷射出来,形成钢水流。
钢水流经过一系列的冷却装置,逐渐凝固成坯料。
冷却装置有助于提高坯料的质量和表面光洁度。
3. 坯料冷却坯料冷却是保证坯料质量的重要环节。
冷却装置中的冷却水通过坯料表面,吸收坯料的热量,使坯料逐渐冷却。
冷却水的温度和流量需要根据不同的钢种和坯料尺寸进行调整,以达到最佳冷却效果。
4. 坯料切割坯料冷却后,需要进行切割。
切割方式可以是机械切割或热切割。
机械切割适用于小型坯料,热切割适用于大型坯料。
切割后的坯料可以通过下一道工序进行进一步的加工和处理。
三、连续铸钢的优势连续铸钢相比传统的铸造工艺具有以下优势:1. 提高生产效率:连续铸钢工艺可以实现钢水的连续铸造,大大提高了生产效率。
相比传统的铸造工艺,连续铸钢的生产速度更快,能够满足大规模的钢材需求。
2. 降低能耗和排放:连续铸钢工艺在钢水连续铸造过程中,通过冷却装置吸收了大量的热量,减少了能耗和钢水的热量损失。
课程结构第一章绪论和连铸生产概述一、连续铸钢工艺流程简述二、连铸与模铸的比较三、连铸生产正常化应具备的基本条件四、连续铸钢生产发展概况五、连续铸钢特点六、连铸机分类七、各类连铸机特点比较小结:第一章绪论和连铸生产概述一、连续铸钢工艺流程简述连续铸钢:把(一炉或多炉)高温钢水连续不断地浇铸成具有一定断面形状和一定尺寸规格铸坯的生产工艺过程。
工艺流程特点:铸坯能直接轧制成各种钢材构成:主体设备:浇注设备、LD、回转台、TD及小车、MD及振动装置、二次冷却支导装置、拉矫装置、切割装置等等。
一台连铸机组成:1)盛钢桶(盛钢桶支撑设备)2)中间包(中间包小车)3)结晶器(结晶器振动装置)4)二次冷却装置5)拉坯(娇直)装置6)切割装置(去毛刺装置)(喷印装置)7)铸坯运出装置等。
图1-1 带有直线段多半径弧形连铸机1-盛钢桶;2-中间包;3-结晶器;4-二次冷却;5-拉矫装置;6-切割装置;7-运胚和检验装置二、连铸和模铸的比较1)模铸工艺流程简述模铸:按炉将盛在盛钢桶内的钢水注入到具有一定形状和尺寸的钢锭模中铸成钢锭的浇注工艺。
特点:钢锭需经过初轧机轧制成钢坯,然后再进一步轧制成各种钢材。
2)连铸和模铸生产工艺比较图连铸具有的优越性:提高综合成材率;降低能耗;连铸产品的均一性高、质量好;易于实现机械化自动化。
三、连铸生产正常化应具备的基本条件完好的设备状态-实现连铸生产正常化的根本保证;完善的炼钢工艺-是连铸生产正常化的基础;科学的管理-是保证连铸生产的连续性和稳定性;高水平的人员素质-是搞好连铸生产的重要条件;同步发展新工艺新技术-满足连铸生产发展的需要。
四、连续铸钢生产发展概况五、连续铸钢特点(1)简化了钢坯生产的工艺流程,节省大量投资,省去了模铸工艺中脱模、整模、均热及初轧等工作。
(2)提高了金属收得率和成材率。
(3)提高了钢坯质量。
(4)改善了劳动强度,提高了劳动生产率,而且有助于铸钢生产的连续化和自动化。