连续铸造及其与轧制的衔接工艺
- 格式:ppt
- 大小:885.50 KB
- 文档页数:52
连续铸造及其与轧制的衔接工艺1. 引言连续铸造是一种现代化的铸造工艺,它与传统的间歇铸造相比具有更高的生产效率和质量控制能力。
随着工业技术的发展,连续铸造在轧制过程中的应用也越来越广泛。
本文将介绍连续铸造的基本原理和与轧制的衔接工艺。
2. 连续铸造的原理连续铸造是通过在连铸机上连续铸造金属坯料,将熔融金属倒入预先制备好的连续浇注铸模中,经过一系列冷却和凝固过程,最终形成所需的连续坯料。
连续铸造具有以下几个主要特点:•产量高:连续铸造可以实现连续、自动化生产,生产效率高于传统的间歇铸造。
•质量可控:由于冷却和凝固过程的控制,连续铸造可以获得均匀的结晶组织,从而提高材料的力学性能和物理性能。
•节省能源:连续铸造的过程中可以充分利用余热和余能,提高能源利用效率。
3. 轧制与连续铸造的衔接工艺在连续铸造生产的金属坯料经过冷却和凝固后,需要进行进一步的加工,其中轧制是最常用的一种加工方式。
轧制是利用辊轧机将金属坯料进行塑性变形,最终得到所需的板材、型材或管材。
轧制与连续铸造的衔接工艺主要包括以下几个步骤:3.1 金属坯料的预热在连续铸造后的金属坯料中,由于冷却和凝固过程的影响,金属坯料温度较低,不利于轧制操作。
因此,需要对金属坯料进行预热处理,将其温度提高到适合轧制的范围。
3.2 理化性能测试在进行轧制前,需要对金属坯料进行理化性能测试,以确保其符合轧制要求。
测试项目包括金属材料的化学成分、力学性能和物理性能等。
3.3 轧制机的调试轧制机是进行轧制操作的关键设备,调试工作包括辊轧机的调整和辊轧力的设定,以保证轧制过程中金属坯料的塑性变形符合要求。
3.4 轧制过程的控制轧制过程中,需要对金属坯料的温度、厚度、宽度等进行实时监控和控制。
一般采用自动控制系统,通过传感器和控制算法,对轧制参数进行调整,以实现所需的轧制结果。
3.5 轧制后的检验和修整轧制后的金属板材、型材或管材需要进行质量检验,包括外观质量、尺寸精度和力学性能等。
铸造工艺与轧制工艺全文共四篇示例,供读者参考第一篇示例:铸造工艺与轧制工艺是金属加工领域中非常重要的两种工艺,它们在机械制造、航空航天、汽车工业等领域都有着广泛的应用。
铸造工艺是将金属熔化后倒入模具中进行成型,而轧制工艺则是通过连续的挤压和拉伸加工,将金属坯料逐步加工成所需的形状和尺寸。
本文将分别介绍这两种工艺的原理、应用及特点。
铸造工艺是一种常见的金属加工方式,其原理是将金属或合金加热至液态状态,然后倒入预先制作好的模具中,待冷却凝固后即可得到所需形状的零件。
铸造工艺可以分为压力铸造、重力铸造、砂型铸造等不同方法,其中最常见的是砂型铸造。
砂型铸造是将石英砂或其他材料制成模具,然后将熔化的金属倒入模具中,待金属冷却后拆除模具即可得到成品。
铸造工艺适用于各种金属和合金,可制造出各种形状和尺寸的零件。
铸造工艺在工业生产中应用广泛,特别是在大型铸件的制造中。
例如汽车引擎的缸体、船舶的螺旋桨、工程机械的挖掘机臂等都是采用铸造工艺制造的。
铸造工艺的优点是可以制造复杂形状的零件,成本较低,但缺点是表面粗糙,需要二次加工。
轧制工艺是另一种常用的金属加工方式,其原理是将金属坯料通过辊轧机连续挤压和拉伸,使其逐步变薄并得到所需的形状和尺寸。
轧制工艺可以分为热轧和冷轧两种方式,热轧是在高温状态下进行加工,冷轧则是在常温下进行。
冷轧工艺可以得到更高的表面质量和尺寸精度,适用于生产高精度的零件。
轧制工艺在制造行业中有着广泛的应用,特别是在汽车工业、建筑行业和能源领域中。
例如汽车车身板、建筑结构材料、输电线缆等都是通过轧制工艺生产的。
轧制工艺的优点是可以得到高质量的表面和尺寸精度,但成本较高,生产效率较低。
总的来说,铸造工艺和轧制工艺都是金属加工领域中非常重要的工艺方式,它们各自有着自己的优点和适用范围。
在实际生产中,根据具体的零件形状和要求,可以选择合适的工艺方式进行加工,以确保产品质量和生产效率。
希望本文可以帮助读者更加深入了解铸造工艺和轧制工艺,并在实际生产中做出更好的选择。
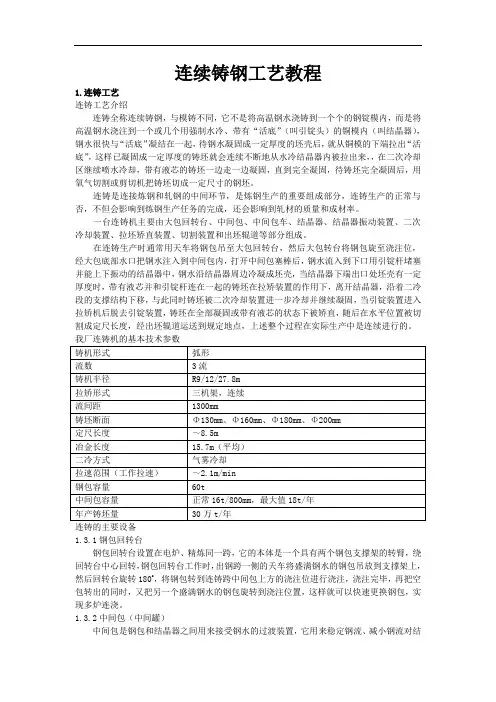
连续铸钢工艺教程1.连铸工艺连铸工艺介绍连铸全称连续铸钢,与模铸不同,它不是将高温钢水浇铸到一个个的钢锭模内,而是将高温钢水浇注到一个或几个用强制水冷、带有“活底”(叫引锭头)的铜模内(叫结晶器),钢水很快与“活底”凝结在一起,待钢水凝固成一定厚度的坯壳后,就从铜模的下端拉出“活底”,这样已凝固成一定厚度的铸坯就会连续不断地从水冷结晶器内被拉出来,,在二次冷却区继续喷水冷却,带有液芯的铸坯一边走一边凝固,直到完全凝固,待铸坯完全凝固后,用氧气切割或剪切机把铸坯切成一定尺寸的钢坯。
连铸是连接炼钢和轧钢的中间环节,是炼钢生产的重要组成部分,连铸生产的正常与否,不但会影响到炼钢生产任务的完成,还会影响到轧材的质量和成材率。
一台连铸机主要由大包回转台、中间包、中间包车、结晶器、结晶器振动装置、二次冷却装置、拉坯矫直装置、切割装置和出坯辊道等部分组成。
在连铸生产时通常用天车将钢包吊至大包回转台,然后大包转台将钢包旋至浇注位,经大包底部水口把钢水注入到中间包内,打开中间包塞棒后,钢水流入到下口用引锭杆堵塞并能上下振动的结晶器中,钢水沿结晶器周边冷凝成坯壳,当结晶器下端出口处坯壳有一定厚度时,带有液芯并和引锭杆连在一起的铸坯在拉矫装置的作用下,离开结晶器,沿着二冷段的支撑结构下移,与此同时铸坯被二次冷却装置进一步冷却并继续凝固,当引锭装置进入拉矫机后脱去引锭装置,铸坯在全部凝固或带有液芯的状态下被矫直,随后在水平位置被切割成定尺长度,经出坯辊道运送到规定地点,上述整个过程在实际生产中是连续进行的。
连铸的主要设备1.3.1钢包回转台钢包回转台设置在电炉、精炼同一跨,它的本体是一个具有两个钢包支撑架的转臂,绕回转台中心回转,钢包回转台工作时,出钢跨一侧的天车将盛满钢水的钢包吊放到支撑架上,然后回转台旋转180o,将钢包转到连铸跨中间包上方的浇注位进行浇注,浇注完毕,再把空包转出的同时,又把另一个盛满钢水的钢包旋转到浇注位置,这样就可以快速更换钢包,实现多炉连浇。


连铸连轧的生产工艺流程Continuous casting and rolling is a manufacturing process that allows for the continuous production of high-quality metal products such as steel. 连铸连轧是一种制造工艺,可以连续生产高质量的金属产品,比如钢材。
This process involves the casting of molten metal into a continuous mold, which is then rolled into the desired shape and size. 这个工艺包括将熔化的金属连续浇铸成模具,然后轧制成所需的形状和尺寸。
Continuous casting and rolling offers several advantages over traditional batch manufacturing methods, including higher efficiency, improved product quality, and reduced production costs. 连铸连轧相对于传统的分批生产方法有许多优势,包括更高的效率、改善的产品质量和降低的生产成本。
From a technical perspective, continuous casting and rolling involves several key steps. 从技术角度来看,连铸连轧包括几个关键步骤。
The first step is the continuous casting of the molten metal into a mold, which allows for the formation of a solidified metal strand. 第一步是将熔化的金属连续浇铸到模具中,从而形成固化的金属棒。