台达PLC通讯控制伺服教程PPT课件
- 格式:ppt
- 大小:2.60 MB
- 文档页数:12

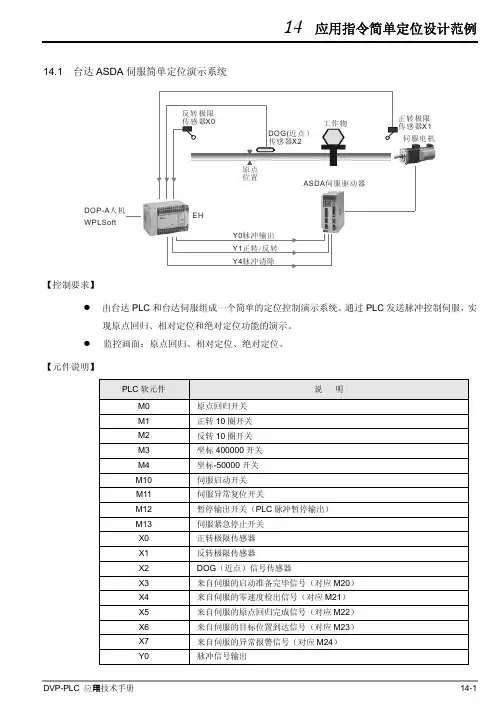
14应用指令简单定位设计范例14.1 台达ASDA伺服简单定位演示系统X1伺服电机Y0脉冲输出Y1正转反转/Y4脉冲清除DOP-A人机ASDA伺服驱动器WPLSoft【控制要求】z由台达PLC和台达伺服组成一个简单的定位控制演示系统。
通过PLC发送脉冲控制伺服,实现原点回归、相对定位和绝对定位功能的演示。
z监控画面:原点回归、相对定位、绝对定位。
【元件说明】PLC软元件说明M0 原点回归开关M1 正转10圈开关M2 反转10圈开关M3 坐标400000开关M4 坐标-50000开关M10 伺服启动开关M11 伺服异常复位开关M12 暂停输出开关(PLC脉冲暂停输出)M13 伺服紧急停止开关X0 正转极限传感器X1 反转极限传感器X2 DOG(近点)信号传感器X3 来自伺服的启动准备完毕信号(对应M20)X4 来自伺服的零速度检出信号(对应M21)X5 来自伺服的原点回归完成信号(对应M22)X6 来自伺服的目标位置到达信号(对应M23)X7 来自伺服的异常报警信号(对应M24)Y0 脉冲信号输出14应用指令简单定位设计范例Y1 伺服电机旋转方向信号输出Y4 清除伺服脉冲计数寄存器信号Y6 伺服启动信号Y7 伺服异常复位信号Y10 伺服电机正方向运转禁止信号Y11 伺服电机反方向运转禁止信号Y12 伺服紧急停止信号M20 伺服启动完毕状态M21 伺服零速度状态M22 伺服原点回归完成状态M23 伺服目标位置到达状态M24 伺服异常报警状态【ASD-A伺服驱动器参数必要设置】参数设置值说明P0-02 2伺服面板显示脉冲指令脉冲计数P1-00 2外部脉冲输入形式设置为脉冲+方向P1-01 0位置控制模式(命令由外部端子输入)P2-10 101当DI1=On时,伺服启动P2-11 104当DI2=On时,清除脉冲计数寄存器P2-12 102当DI3=On时,对伺服进行异常重置P2-13 122当DI4=On时,禁止伺服电机正方向运转P2-14 123当DI5=On时,禁止伺服电机反方向运转P2-15 121当DI6=On时,伺服电机紧急停止P2-16 0无功能P2-17 0无功能P2-18 101当伺服启动准备完毕,DO1=OnP2-19 103当伺服电机转速为零时,DO2=OnP2-20 109当伺服完成原点回归后,DO3=OnP2-21 105当伺服到达目标位置后,DO4=OnP2-22 107当伺服报警时,DO5=OnÚ当出现伺服因参数设置错乱而导致不能正常运行时,可先设置P2-08=10(回归出厂值),重新上电后再按照上表进行参数设置。




台达PLC通讯控制伺服教程台达PLC(可编程逻辑控制器)是一种常用的自动控制设备,用于工业生产中的机器和设备控制。
PLC通讯控制伺服是一种常见的控制方案,它结合了PLC和伺服驱动器,实现对伺服系统的精确控制。
下面将从PLC 与伺服的基础知识、PLC通讯控制伺服的优势、PLC通讯控制伺服的流程等几个方面,介绍台达PLC通讯控制伺服的教程。
首先,需要了解PLC与伺服的基础知识。
PLC是一种以电子数字运算为基础,可编程存储器为控制内核,外围设有各种电气接口装置,专门用于工业自动控制的电子设备。
而伺服是一种精密的电机控制系统,通过伺服驱动器将输入指令转化为特定的电流、电压或脉冲信号,控制伺服电机转动,从而实现自动控制。
接下来,我们来介绍PLC通讯控制伺服的优势。
PLC通讯控制伺服可以实现高精度的位置、速度和力控制,对于需要精确控制的工业自动化设备非常重要。
另外,PLC具有较高的可编程性和灵活性,可以根据不同的控制需求进行编程,适用于各种复杂的控制应用。
此外,PLC还可以与其他设备进行通讯,实现数据共享和协同控制,提高生产效率和灵活性。
然后,我们来介绍PLC通讯控制伺服的流程。
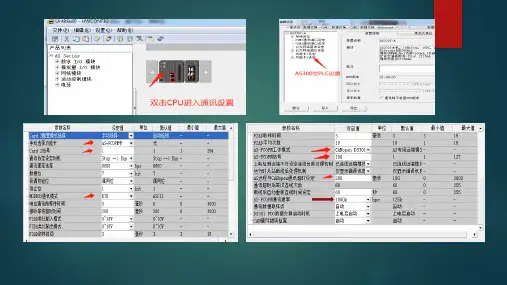
首先,需要在PLC中设置与伺服驱动器的通讯参数,包括通讯协议、通讯地址等。
然后,编写PLC程序,实现对伺服驱动器的控制指令,包括位置控制、速度控制、力控制等。
在编写程序时需要考虑到伺服系统的特性和控制要求,以确保控制效果的准确和稳定。
接下来,运行PLC程序,与伺服驱动器建立通讯连接,发送控制指令,实现对伺服系统的控制。
在控制过程中,可以通过监控和调试功能对控制效果进行实时监测和调整,以达到预期的控制效果。
最后,需要注意的是,在实施PLC通讯控制伺服之前,需要充分了解伺服系统的技术规格和控制要求,选择适合的PLC和伺服驱动器,并进行相关的参数设置和通讯配置。
此外,在编写PLC程序时,需要考虑到系统的稳定性和可靠性,尽量避免因程序错误而导致设备故障或生产事故。