Moldflow模流分析培训
- 格式:ppt
- 大小:3.21 MB
- 文档页数:31


第1章Moldflow简介1.1Moldflow产生的背景任何产品都是随着生产或生活的需要而产生的,Moldflow软件也不例外。
随着塑料工业的快速发展,塑料制品的结构越来越复杂,功能也越来越强,其成型方法有注射成型、挤出成型、吹塑成型等。
伴随而来的问题是塑料件的设计及其成型生产难度越来越大。
传统的塑料件生产中,对设计人员和一线工人的经验要求较高,当然这也是有其原因的。
如果经验不足,则可能产生较多的缺陷或废品。
应该指出,传统经验在模具设计中仍占有一定的位置。
但是,经验法的缺点也是很明显的,主要体现在:劳动强度偏大;周期长;产品的质量稳定性差。
为了解决这些问题,人们从多方面进行了探索。
基本想法是希望拿到产品的图纸或样品后,先对生产工艺和成型模具进行初步设计,然后利用仿真手段对产品成型的各工序半成品以及最终成品的生产效果(包括可否成型、质量如何、缺陷产生的类型与可能发生的位置等)进行预测。
如果模拟结果中,出现了以上这些问题,则能及时调整工艺参数的量值及模具的结构,重启仿真程序,重新考察模拟结果,直到得到满意答案为止。
仿真是一种重要的科学研究方法,有人称它是人们认识世界和改造世界的第三种方法。
尽管对这一论断仍有争议,但由于其便捷、低成本、高效等,故在理论分析和实验研究中占有重要的地位。
仿真方法多种多样,其中,借助计算机在有限单元理论的基础上,编制仿真程序或者应用软件,对分析对象进行仿真,是一种便捷且行之有效的仿真方法。
Moldflow就是一套针对上述塑料件生产中的常见问题进行仿真分析的软件。
它主要是以塑料件成型过程为对象,以塑料流动理论、有限单元和数值模拟等理论为支撑,以计算机为运行载体的仿真软件。
它可以以便捷高效的方式对塑料成型过程进行模拟,模拟的结果可为生产实践提供参考。
1.2Moldflow软件简介Moldflow软件是美国Moldflow公司开发的用于塑料注射成型分析的软件,在注射成型分析领域中享有很好的声誉,并且拥有大量的用户。


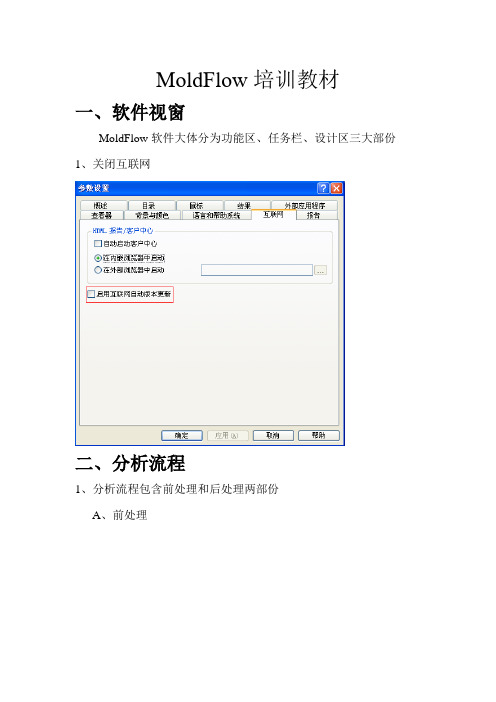
MoldFlow培训教材一、软件视窗MoldFlow软件大体分为功能区、任务栏、设计区三大部份1、关闭互联网二、分析流程1、分析流程包含前处理和后处理两部份A、前处理新建工程项目:导入模型:常用的导入模型格式:STL、IGES、X_T、STP、UDM 注:如果要导入UG、CATIA、SOLIDWORK等三维软件图档,必须要授权的正版软件。
划分网格:必须要划分的网格才能进行分析。
网格类型:分为中性面、双层面、3D。
1)中性面网格:中面网格由三节点的三角形单元组成,网格创建在模型壁厚中间处,形成单层网格。
在创建网格过程中要实时提取模型的壁厚信息,并赋予相应的三角形单元。
中面网格优点为分析速度快,效率高,适用于薄壳类零件。
中面网格缺点为基于厚度方向上的分析结果不够准确。
2)双层面网格:双层面网格也由三角形单元组成,但是同中面网格不同,它创建在模型的上下表面。
双层面网格适用于相对较厚或者取中面较困难零件,可以分析出厚度方向上的结果。
双层网格缺点为中间层的分析结果确不能表达了。
3)3D网格:由四节点四面体单元构成,每个四面体单元又是由四个中面网格模型的三角形单元组成。
它既有表面层又有中间层,在MoldFlow里中间的层数最少为6层,最多为20层。
一般常取8~12层。
其优点为计算更为精确,可较好的模拟三维流动。
其缺点是网格多了,对电脑要求较高。
网格检修:难点选择分析类型:选择成型材料:创建浇注系统:创建冷却系统:设置工艺参数:难点B、后处理三、导入模型弦角度:弦角度控制着网格中的直线段与CAD模型曲线的近似程度。
弦角度越小,弦长就越小,网格便会越精细。
如果产生的弦长大于一般边长,就使用一般边长。
IGES、UDM:导入进来的是面(片体)STP、X_T:导入进来的体(需要安装MDL)四、网格划分参数要求1、网格类型:中性面、双层面(表面网格)、3D网格2、网格密度:网格密度越高,结果越精确。
可改变单条边的密度。

模流分析(moldflow)从入门精通教程
什么是moldflow:
在以往的模具设计行业中,都是一些在一线制造模具,修理模具的一些老师傅,他们都是凭借自己多年的经验,设计出来的模具并不能达到理想的要求,塑件的表面粗糙,凹陷等现象时有发生,导致企业生产效率较低,整个模具市场制造成本较高。
现在我们运用Moldflow软件对塑件进行分析,从材料、最佳浇注位置、-模几腔、流道、冷却系统的对比分析,结合零件本身的性质,从而选择出最佳方案,为接下来的模具.设计提供理论基础。
本次案例设计运用Moldflow软件对调色盘注塑的填充、冷却等行为进行了动态模拟,为该制品的模具设计和注塑工艺参数的确定提供理论依据,从而改善制品的成型质量。
运用Moldflow软件对各主要参数进行对比,选择最佳方案,从而达到边设计边改进的效果。
总结:此零件的材料为ABS,由充填时间、冻结层因子、气穴分析等分析,得知调色盘适合使用点浇口,为不影响塑件的表面质量,方便塑件顶出,所以选择点浇口且在零件内表面。
面上的全局边长为2mm时,最佳浇口位置为点1323.综合零件产量,以及零件对表面的光滑度要求所以选择一模四腔。
选择管道直径为10mm, 水管与零件距离为50mm,管道数为8,管道中心之间距为30,零件之外距离为100mm。
附件二Moldflow培训大纲基础操作篇(1天)第一章注塑成型工艺及注塑机简介1.1注塑成型过程1.2注塑成型产品和模具1.3注塑机第二章Moldflow软件介绍2.1操作界面2.2工作环境设置2.3菜单与工具条第三章开始新项目3.1文件类型与层次3.2项目和任务管理第四章网格划分与修理4.1 Moldflow网格类型4.2网格划分参数设置4.3 网格修理命令与技巧第五章模型前处理技术5.1 Moldflow cad doctor修复与简化5.2 Hypermesh中性面网格处理技术第六章流道与水路建模6.1 流道系统6.2 冷却系统6.3镶件第七章分析类型与参数设定7.1 分析类型选择7.2 材料选择7.3 浇口位置选择7.4工艺参数设定7.5 常见的分析出错/警告解决办法第八章分析结果解释8.1 流动结果8.2 冷却结果8.3 翘曲结果第九章创建分析报告9.1 HTML格式报告9.2 Powerpoint格式报告第十章数据库管理10.1材料数据库10.2 注塑机数据库第十一章Moldflow与结构分析CAE软件的接口11.1 Mpi/Abaqus接口11.2 Mpi/Ansys接口第十二章如何使用帮助高级应用篇(1天)第一章Moldflow基本原理1.1塑料的流动2.1塑料的冷却第二章Moldflow分析的最佳流程2.1 输入阶段2.2 分析阶段2.3 输出阶段第三章填充分析与优化3.1 设计优化原则及流程3.2浇口位置分析优化3.3成型窗口分析优化3.4流道平衡分析优化3.5工艺条件设定方法3.6 结果评估标准第四章冷却分析与优化4.1设计优化原则及流程4.2工艺条件设定方法4.3 冷却求解器高级设置4.4 结果评估标准第五章保压分析与优化5.1 设计优化原则及流程5.2 工艺条件及保压曲线设定方法5.3 结果评估标准第六章翘曲分析与优化6.1设计优化原则及流程6.2 求解器高级设置6.3 结果评估标准第七章Moldflow材料技术解决方案7.1 材料特性参数7.2 材料敏感性研究7.3 分析替代材料选择原则第八章Moldflow收缩与翘曲解决方案8.1 材料收缩率的Moldflow分析方法8.2 Moldflow解决翘曲的典型手法第九章Moldflow与注塑机工艺关联的解决方案9.1工艺条件对Moldflow分析精度的影响9.2 Moldflow工艺条件输入输出第十章Moldflow分析结果与实际成型缺陷的关联性10.1 常见注塑成型缺陷及产生机理10.2 评估成型缺陷的Moldflow分析结果1 / 1。