塑料板MOLDFLOW模流分析汇总
- 格式:doc
- 大小:1.69 MB
- 文档页数:9
第1篇一、前言模流分析(Mold Flow Analysis)是现代注塑成型领域的重要工具,它通过对塑料流动过程的模拟,帮助工程师优化模具设计、提高产品良率和缩短开发周期。
在过去的一年里,我国模流分析技术取得了显著进步,以下是对本年度模流分析工作的总结。
二、模流分析技术发展概况1. 软件功能不断完善近年来,国内外模流分析软件功能日益完善,如Moldex3D、Simulment、E-Design、C-Mold等。
这些软件在模拟精度、计算速度、用户界面等方面都有了显著提升,能够满足不同用户的需求。
2. 模拟精度不断提高随着计算流体力学(CFD)技术的发展,模流分析软件的模拟精度不断提高。
目前,多数软件能够实现网格自适应、湍流模型优化、材料数据库扩展等功能,使模拟结果更加准确。
3. 模拟速度明显提升随着硬件设备的升级和软件算法的优化,模流分析软件的模拟速度明显提升。
例如,Moldex3D软件采用多核并行计算技术,使模拟时间缩短至原来的1/3。
4. 材料数据库日益丰富模流分析软件的材料数据库不断丰富,涵盖了各种塑料、橡胶、复合材料等。
这使得工程师能够更准确地模拟不同材料的流动行为。
三、模流分析应用领域拓展1. 汽车行业模流分析在汽车行业中的应用日益广泛,包括汽车零部件、内饰、外饰等。
通过模流分析,工程师能够优化模具设计,提高产品良率,降低生产成本。
2. 家电行业模流分析在家电行业中的应用逐渐增多,如冰箱、洗衣机、空调等。
通过模流分析,工程师能够优化产品设计,提高产品性能,降低能耗。
3. 医疗行业模流分析在医疗行业中的应用逐渐拓展,如医疗器械、口腔材料等。
通过模流分析,工程师能够优化产品设计,提高产品性能,降低生产成本。
4. 航空航天行业模流分析在航空航天行业中的应用日益重要,如飞机、火箭、卫星等。
通过模流分析,工程师能够优化产品设计,提高产品性能,降低制造成本。
四、模流分析培训与推广1. 培训体系不断完善我国模流分析培训体系不断完善,包括线上培训、线下培训、实战培训等多种形式。


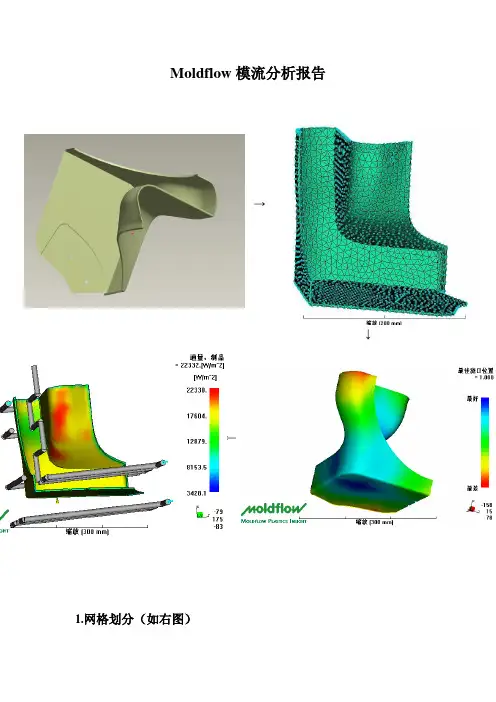
Moldflow模流分析报告→↓←↓1.网格划分(如右图)节点3880柱体0连通区域 1网格体积269.066 cm^3网格面积1874.25 cm^2 边详细信息----------------------------------- 自由边0共用边11634交叉边0配向详细信息--------------------------------- 配向不正确的单元0相交详细信息---------------------------------完全重叠单元0复制柱体0三角形纵横比--------------------------------- 最小纵横比 1.161000最大纵横比14.951000平均纵横比 1.933000匹配百分比----------------------------------- 匹配百分比94.2%相互百分比91.5%2.最佳浇口的选定分析结果如下:流动正在使用存储的网格匹配和厚度数据匹配数据是使用最大球体算法计算的最大设计锁模力 = 5600.18 tonne 最大设计注射压力 = 144.00 MPa 建议的浇口位置有:靠近节点 = 31060由图看出最佳浇口选在底面蓝色部分,可信度较高,用侧浇口注射3.填充选择材料PP+40%talc)以及注塑机250t锁模力,以及250g当量注射量,螺杆直径42mm进行填充,分析结果如下:充填阶段结果摘要 :最大注射压力 (在 1.463 s) = 20.2729 MPa充填阶段结束的结果摘要 :充填结束时间 = 1.5034 s总重量(制品 + 流道) = 217.8620 g最大锁模力 - 在充填期间 = 33.6416 tonne制品的充填阶段结束的结果摘要 :制品总重量(不包括流道) = 217.8620 g体积温度 - 最大值 = 231.2270 C体积温度 - 第 95 个百分数 = 229.7820 C体积温度 - 第 5 个百分数 = 216.7120 C体积温度 - 最小值 = 209.1650 C体积温度 - 平均值 = 225.1160 C体积温度 - 标准差 = 3.7478 C剪切应力 - 最大值 = 0.2002 MPa 剪切应力 - 第 95 个百分数 = 0.0766 MPa 剪切应力 - 平均值 = 0.0444 MPa 剪切应力 - 标准差 = 0.0223 MPa冻结层因子 - 最大值 = 0.2441冻结层因子 - 第 95 个百分数 = 0.1954冻结层因子 - 第 5 个百分数 = 0.0464冻结层因子 - 最小值 = 0.0000冻结层因子 - 平均值 = 0.1267冻结层因子 - 标准差 = 0.0480剪切速率 - 最大值 = 7059.0698 1/s 剪切速率 - 第 95 个百分数 = 473.1520 1/s 剪切速率 - 平均值 = 158.8660 1/s 剪切速率 - 标准差 = 209.9460 1/s4.冷却分析分析结果如图:水道布置可从图中看出冷却介质温度进水口冷却介质温度冷却介质温度升高节点范围在回路上128 25.0 - 25.5 0.5 C288 25.0 - 26.3 1.3 C162 25.0 - 25.4 0.4 C426 25.0 - 25.6 0.6 C最后的回路温度残余: 0.00000E+00型腔温度结果摘要=====================================型腔表面温度 - 最大值 = 84.9090 C 型腔表面温度 - 最小值 = 31.8350 C 型腔表面温度 - 平均值 = 50.0860 C 平均模具外部温度 = 30.0670 C 循环时间 = 35.0000 s。
M o l d f l o w分析结果解释大全文件编码(008-TTIG-UTITD-GKBTT-PUUTI-WYTUI-8256)一流动分析部分1 Fill time result填充时间填充时间显示了模腔填充时每隔一定间隔的料流前锋位置。
每个等高线描绘了模型各部分同一时刻的填充。
在填充开始时,显示为暗蓝色,最后填充的地方为红色。
如果制品短射,未填充部分没有颜色。
使用:制品的良好填充,其流型是平衡的。
一个平衡的填充结果:所有流程在同一时间结束,料流前锋在同一时间到达模型末端。
这个意味着每个流程应该以暗蓝色等高线结束。
等高线是均匀间隔,等高线的间隔指示了聚合物的流动速度。
宽的等高线指示快速的流动,而窄的等高线指示了缓慢的填充。
查看项目:确认填充行为的显示状况。
短射—在填充时间结果上,短射将显示为半透明的,查看流动路径的末端是否有半透明区域。
关于3D模型, 可以使用未填充的模穴(短射)结果来检查是否在制品的内部存在未充填的部分。
滞流—如果填充时间结果显示一些区域上的云图有很近的间隔,将产生滞流。
如果一个薄区域在制品完全填充之前冻结滞流会导致短射。
过保压—如果填充时间结果显示某个流程的流程之前完成,将显示过保压。
过保压会导致高的制品重量、翘曲和不均匀的密度分布。
熔接线和气穴—在填充时间结果上重叠熔接线结果可以确定其存在,熔接线会导致结构和视觉上的缺陷。
气穴—在填充时间结果上重叠气穴结果可以确认其存在,气穴会导致结构和视觉上的缺陷。
跑道效应—跑道效应会导致气穴和熔接线,查看气穴和熔接线的位置及数量。
2 Pressure at velocity/pressure switchover resultV/P切换时刻的压力该结果从流动分析产生,显示了通过模型内的流程在从速度到压力控制切换点的压力分布。
使用:在填充开始前,模腔内各处的压力为零(或者为大气压,绝对压力)。
熔料前沿到达的位置压力才会增加,当熔料前沿向前移动填充后面的区域时压力继续增加,此取决于该位置与熔料前沿的长度。

引言概述:MOLDFLOW分析是一种重要的工具,广泛应用于塑料制品设计和生产过程中。
它可以提供关于模具充填、冷却和固化的详细信息,帮助设计师优化模具设计,提高产品质量和生产效率。
本文将通过分析报告的方式,详细介绍MOLDFLOW分析的应用和意义。
正文内容:一、模具充填分析1.熔体流动模拟:对熔体在模具中的流动进行模拟,可以分析熔体的充填情况、充填时间和充填压力等参数,以及可能出现的缺陷,如短充、气泡等。
2.塑料充填模拟:通过模拟塑料在模具中的充填过程,可以评估模具的设计是否合理,以及可能存在的充填不良、厚薄不均等问题。
3.充填时间分析:根据模具充填模拟的结果,可以计算出塑料充填的时间,从而优化生产周期和工艺参数。
二、冷却系统分析1.冷却效果模拟:通过模拟冷却系统的布局和工艺参数,在模具充填结束后,对模具进行冷却效果的分析。
可以评估冷却系统的设计是否合理,以及可能存在的冷却不均、温度过高等问题。
2.温度分布模拟:根据冷却系统分析结果,可以计算出模具内部的温度分布,帮助优化冷却系统的设计和工艺参数。
3.冷却时间分析:根据冷却系统模拟的结果,可以计算出模具冷却的时间,从而优化生产周期和工艺参数。
三、固化模拟分析1.熔体固化分析:通过模拟塑料在模具中的固化过程,可以评估模具冷却效果和固化时间,避免可能出现的缺陷,如收缩、变形等。
2.温度变化分析:根据固化模拟分析结果,可以计算出模具内部的温度变化曲线,帮助优化冷却系统和固化参数的设计。
3.固化时间分析:根据固化模拟分析的结果,可以计算出模具固化的时间,从而优化生产周期和工艺参数。
四、缺陷分析1.模具缺陷预测:通过模拟模具充填、冷却和固化的过程,可以预测可能出现的缺陷,如短充、气泡、收缩等,并给出相应的解决方案。
2.缺陷修复优化:根据缺陷分析结果,可以优化模具设计和工艺参数,减少缺陷的发生,并提高产品质量和生产效率。
五、效果验证与总结1.效果验证:通过对MOLDFLOW分析结果与实际生产产品进行对比,验证分析的准确性和可靠性,并修正和改进分析模型。

材料成型CAE论文(Moldflow注塑工艺分析)姓名:郭玲玲学号:20060330332在Moldflow Plastic Insight 6.0环境中,运用MPI的各项菜单及其基本操作,来实现对所选制件在注塑成型过程中的填充、流动、冷却以及翘曲分析,以此来确定制件的最佳成型工艺方案,为工程实际生产提供合理的工艺设置依据,减少因工艺引起的制件缺陷,有助于降低实际生产成本,提高生产效率。
一、导入零件导入文件guolingling.stp。
选择【Fusion】方式。
二、划分网格【网格】—【生成网格】—【立即划分】三、网格诊断【网格】—【网格诊断】,诊断结果如下:图1、网格诊断对诊断结果进行检查,发现连通区域为1,交叉边为0,最大纵横比为7.218616<8,均符合要求,网格划分合理。
四、选择分析类型1、浇口位置1)双击任务栏下的【充填】—【浇口位置】;2)选择材料:双击任务栏下的【材料……】—【搜索】—输入“ABS”—搜索—在结果中任选一种材料,点击【选择】即可;3)双击任务栏下的【立即分析】。
在分析结果中勾选:Best gate location,查看最佳浇口位置,如下图:图2、最佳浇口由最佳浇口位置分析结果可以知道,浇口设在零件上表面的中间部位,零件的注塑工艺效果好。
可采用直接浇口。
2、流动分析1)设置注射位置:设置之前,先将方案备份。
【文件】—【另存方案为】。
双击任务栏下的【设置注射位置】—鼠标变成一个十字光标和一漏斗形状,然后在上一步分析中的最佳浇口位置处单击,即可完成注射点的设置;2)选择分析类型:双击任务栏下【浇口位置】—【流动】;3)设置浇注系统:【建模】—【浇注系统向导】,设定直浇道、横浇道、内浇道的尺寸,各浇道尺寸均采取的默认值。
根据制件的形状特征以及最佳浇口位置,采用直接浇口。
4)双击任务栏下的【立即分析】。
查看分析结果中的“pressure at V/P swithover”项,发现出现了浇不足的现象,经分析是由于注射压力过小所引起的,只需增大注射压力即可。
一流动分析部分1 Fill time result填充时间填充时间显示了模腔填充时每隔一定间隔的料流前锋位置。
每个等高线描绘了模型各部分同一时刻的填充。
在填充开始时,显示为暗蓝色,最后填充的地方为红色。
如果制品短射,未填充部分没有颜色。
使用:制品的良好填充,其流型是平衡的。
一个平衡的填充结果:所有流程在同一时间结束,料流前锋在同一时间到达模型末端。
这个意味着每个流程应该以暗蓝色等高线结束。
等高线是均匀间隔,等高线的间隔指示了聚合物的流动速度。
宽的等高线指示快速的流动,而窄的等高线指示了缓慢的填充。
查看项目:确认填充行为的显示状况。
短射—在填充时间结果上,短射将显示为半透明的,查看流动路径的末端是否有半透明区域。
关于3D模型, 可以使用未填充的模穴(短射)结果来检查是否在制品的内部存在未充填的部分。
滞流—如果填充时间结果显示一些区域上的云图有很近的间隔,将产生滞流。
如果一个薄区域在制品完全填充之前冻结滞流会导致短射。
过保压—如果填充时间结果显示某个流程的流程之前完成,将显示过保压。
过保压会导致高的制品重量、翘曲与不均匀的密度分布。
????熔接线与气穴—在填充时间结果上重叠熔接线结果可以确定其存在,熔接线会导致结构与视觉上的缺陷。
气穴—在填充时间结果上重叠气穴结果可以确认其存在,气穴会导致结构与视觉上的缺陷。
跑道效应—跑道效应会导致气穴与熔接线,查看气穴与熔接线的位置与数量。
2 Pressure at velocity/pressure switchover resultV/P切换时刻的压力该结果从流动分析产生,显示了通过模型内的流程在从速度到压力控制切换点的压力分布。
使用:在填充开始前,模腔内各处的压力为零(或者为大气压,绝对压力)。
熔料前沿到达的位置压力才会增加,当熔料前沿向前移动填充后面的区域时压力继续增加,此取决于该位置与熔料前沿的长度。
各个位置的压力不同促使聚合物熔料的填充流动,压力梯度是压力差除以两个位置间的距离。


材料成型CAE论文(Moldflow注塑工艺分析)姓名:郭玲玲学号:20060330332在Moldflow Plastic Insight 6.0环境中,运用MPI的各项菜单及其基本操作,来实现对所选制件在注塑成型过程中的填充、流动、冷却以及翘曲分析,以此来确定制件的最佳成型工艺方案,为工程实际生产提供合理的工艺设置依据,减少因工艺引起的制件缺陷,有助于降低实际生产成本,提高生产效率。
一、导入零件导入文件guolingling.stp。
选择【Fusion】方式。
二、划分网格【网格】—【生成网格】—【立即划分】三、网格诊断【网格】—【网格诊断】,诊断结果如下:图1、网格诊断对诊断结果进行检查,发现连通区域为1,交叉边为0,最大纵横比为7.218616<8,均符合要求,网格划分合理。
四、选择分析类型1、浇口位置1)双击任务栏下的【充填】—【浇口位置】;2)选择材料:双击任务栏下的【材料……】—【搜索】—输入“ABS”—搜索—在结果中任选一种材料,点击【选择】即可;3)双击任务栏下的【立即分析】。
在分析结果中勾选:Best gate location,查看最佳浇口位置,如下图:图2、最佳浇口由最佳浇口位置分析结果可以知道,浇口设在零件上表面的中间部位,零件的注塑工艺效果好。
可采用直接浇口。
2、流动分析1)设置注射位置:设置之前,先将方案备份。
【文件】—【另存方案为】。
双击任务栏下的【设置注射位置】—鼠标变成一个十字光标和一漏斗形状,然后在上一步分析中的最佳浇口位置处单击,即可完成注射点的设置;2)选择分析类型:双击任务栏下【浇口位置】—【流动】;3)设置浇注系统:【建模】—【浇注系统向导】,设定直浇道、横浇道、内浇道的尺寸,各浇道尺寸均采取的默认值。
根据制件的形状特征以及最佳浇口位置,采用直接浇口。
4)双击任务栏下的【立即分析】。
查看分析结果中的“pressure at V/P swithover”项,发现出现了浇不足的现象,经分析是由于注射压力过小所引起的,只需增大注射压力即可。
计算机辅助分析
报告
题目:塑料板塑件的模流分析报告
学院名称:机械工程学院
专业:材料成型及控制工程学生姓名学号:
指导教师:
2015 年5月2日
1、塑件工艺性分析
塑料板采用一模两腔进行注塑
2、分析前处理
2.1 项目创建和模型导入2.2 网格的划分和修改
2.3 分析类型的选定
浇口位置和冷却+填充+保压+翘曲
2.4 材料的选择
材料:POLYPROPYLENES缩写(PP)
PP又名聚丙烯。
由丙烯聚合而制得的一种热塑性树脂。
有等规物、无规物和间规物三种构型,工业产品以等规物为主要成分。
聚丙烯也包括丙烯与少量乙烯的共聚物在内。
通常为半透明无色固体,无臭无毒。
由于结构规整而高度结晶化,故熔点高达167℃,耐热,制品可用蒸汽消毒是其突出优点。
密度0.90g/cm3,是最轻的通用塑料。
耐腐蚀,抗张强度30MPa,强度、刚性和透明性都比聚乙烯好。
缺点是耐低温冲击性差,较易老化,但可分别通过改性和添加抗氧剂予以克服。
聚丙烯的特性
分子式:C3H6
物理性能:聚丙烯为无毒、无臭、无味的乳白色高结晶的聚合物
密度:0.90g/cm3
吸水率:0.01%
熔点:164~170℃
脆化温度:-35℃
抗张强度:30MPa
成型特性:
1.结晶料,吸湿性小,易发生融体破裂,长期与热金属接触易分解.
2.流动性好,但收缩范围及收缩值大,易发生缩孔.凹痕,变形.
3.冷却速度快,浇注系统及冷却系统应缓慢散热,并注意控制成型温度.料温低温高压时容
易取向,模具温度低于50度时,塑件不光滑,易产生熔接不良,流痕,90度以上易发生翘曲变形.
4.塑料壁厚须均匀,避免缺胶,尖角,以防应力集中
2.5 工艺参数的设定
3、分析计算
4、结果分析
4.1浇口位置
由图可知流动阻力和浇口匹配性较好的位置在中间处4.2工艺参数设置
4.3存在的缺陷及改进办法
缺陷1:气穴
如图产生较多气穴
改进方法:改变制件的壁厚和注射时间,从气穴分析的结果可以看到大部分气穴存在于分型面处,这些气穴可以顺利排出。
注意在滞留区域应加强排气,消除可能出现的气纹。
缺陷2:熔接线
产生较长的熔接痕,塑件相对较扁且凹凸较多,分流汇合也比较多。
改进方法:提高注塑机料筒的温度,提高模具原始温度,提高流道中温度。
缺陷3:翘曲变形
变形,所有变形:变形
由分析结果图可以看出制件翘曲的值,最大为1.834mm。
改进方法:1.收缩不均是由于保压相关因素所产生的,因此可以优化保压的曲线来降低收缩。
2.通过优化冷却系统降低冷却变形。