第三章焊接
- 格式:ppt
- 大小:904.50 KB
- 文档页数:37
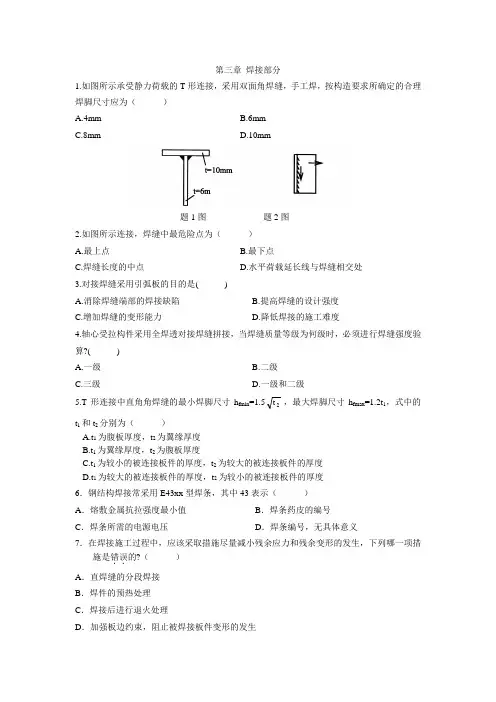
第三章焊接部分1.如图所示承受静力荷载的T形连接,采用双面角焊缝,手工焊,按构造要求所确定的合理焊脚尺寸应为()A.4mmB.6mmC.8mmD.10mm题1图题2图2.如图所示连接,焊缝中最危险点为()A.最上点B.最下点C.焊缝长度的中点D.水平荷载延长线与焊缝相交处3.对接焊缝采用引弧板的目的是()A.消除焊缝端部的焊接缺陷B.提高焊缝的设计强度C.增加焊缝的变形能力D.降低焊接的施工难度4.轴心受拉构件采用全焊透对接焊缝拼接,当焊缝质量等级为何级时,必须进行焊缝强度验算?()A.一级B.二级C.三级D.一级和二级5.T形连接中直角角焊缝的最小焊脚尺寸h fmin=1.52t,最大焊脚尺寸h fmax=1.2t1,式中的t1和t2分别为()A.t1为腹板厚度,t2为翼缘厚度B.t1为翼缘厚度,t2为腹板厚度C.t1为较小的被连接板件的厚度,t2为较大的被连接板件的厚度D.t1为较大的被连接板件的厚度,t2为较小的被连接板件的厚度6.钢结构焊接常采用E43xx型焊条,其中43表示()A.熔敷金属抗拉强度最小值B.焊条药皮的编号C.焊条所需的电源电压D.焊条编号,无具体意义7.在焊接施工过程中,应该采取措施尽量减小残余应力和残余变形的发生,下列哪一项措施是错误..的?()A.直焊缝的分段焊接B.焊件的预热处理C.焊接后进行退火处理D.加强板边约束,阻止被焊接板件变形的发生8.手工电弧焊接Q345构件,应采用( )A.E43型焊条B.E50型焊条C.E55型焊条D.H08A焊丝9.某侧面直角角焊缝h f=6mm,由计算得到该焊缝所需计算长度40mm,考虑起落弧缺陷,设计时该焊缝实际长度取为( )A.60mmB.58mmC.50mmD.40mm10.焊接残余应力不影响...构件的()A.刚度B.静力强度C.整体稳定承载力D.疲劳强度11.在满足强度的条件下,图示①号和②号焊缝合理的h f应分别为()A.4mm,4mmB.6mm,8mmC.8mm,8mmD.6mm,6mm12.在承受静力荷载的角焊缝连接中,与侧面角焊缝相比,正面角焊缝( )A.承载能力高,同时塑性变形能力也较好B.承载能力高,而塑性变形能力却较差C.承载能力低,而塑性变形能力却较好D.承载能力低,同时塑性变形能力也较差13.在焊接施工过程中,下列哪种焊缝最难施焊,而且焊缝质量最难以控制?()A.平焊B.横焊C.仰焊D.立焊20.在对接焊缝中经常使用引弧板,目的是()A.消除起落弧在焊口处的缺陷B.对被连接构件起到补强作用C.减小焊接残余变形D.防止熔化的焊剂滴落,保证焊接质量14.如图等边角钢与节点板仅采用侧面焊缝连接,角钢受轴心力N=500kN,肢背焊缝受力N1为( )A.150kNB.250kNC.325kND.350kN(29题图) (30题图)15.如图,两钢板用直角角焊缝连接,手工焊,合适的焊角尺寸h f =( ) A.12mmB.10mmC.8mmD.5mm16.结构焊接时,所选焊条和被焊接构件之间的匹配原则是( ) A.弹性模量相适应 B.强度相适应 C.伸长率相适应 D.金属化学成份相适应 17.三级焊缝的质量检验内容为( ) A.外观检查和100%的焊缝探伤 B.外观检查和至少20%的焊缝探伤 C.外观检查 D.外观检查及对焊缝进行强度实测 18.下图中,那个面为角焊缝受力时的有效截面( )A .a a 'c 'cB. a a ' d ' d C . a a ' b ' b D .C c ' b ' b19、在对接焊缝中,为了保证焊缝质量,通常按焊件厚度及施焊条件的不同,将焊口边缘加工成不同形式的坡口,坡口形式通常有 、 、 、U 型、X 型等。
第三章TIG焊接方法3.1TIG焊接方法的原理3.1.1前言TIG是英文Tungsten Inert Gas 的缩写,TIG焊接方法是使用钨电极和惰性气体保护的一种弧焊技术,该技术于1930年研究成功,最初阶段保护气体使用氦气,所以曾经使用氦弧焊的名称(Heli Arc),目前广泛使用氩气作为保护气体,所以又把TIG焊接技术称之为氩弧焊技术。
3.1.2TIG焊接方法的原理图3.1表示TIG焊接方法的原理。
在TIG焊接技术中,在不熔化的钨电极与母材之间产生电弧,利用氩气等惰性气体把熔融金属与空气隔开以起保护作用,利用电弧产生的高热量把母材进行熔化从而连结在一起。
在TIG焊接方法中有使用填充材料的填丝TIG和不使用填充材料只熔化母材的TIG焊。
图3.1 TIG焊接方法的原理3.2TIG焊接方法的起弧方式TIG 焊接方法中的起弧方式可分为三类:“高频振荡起弧方式”、“外加直流高压脉冲起弧方式”和“接触起弧方式”。
最近,由于环境保护的要求,限制高频噪音的发生,所以在TIG焊接方法中倾向于不使用“高频振荡起弧方式”。
1.高频振荡起弧方式如图3.2所示,电极与母材不接触,利用高频振荡打破电极与母材之间的绝缘状态,产生电弧。
图3.2 高频振荡起弧方式2.外加直流高压脉冲起弧方式如图3.3所示,电极与母材不接触,利用外加直流高压脉冲产生电弧。
图3.3 外加直流高压脉冲起弧方式3.接触起弧方式如图3.4所示,电极与母材接触的瞬间,把焊枪提升一点距离, 从而产生电弧。
图3.4 接触起弧方式3.3TIG焊接方法的主要特点TIG焊接方法的主要特点如下:①由于有惰性气体保护,对焊缝金属的保护效果好,所以在焊接金属中极少混入杂质,从而能取得高质量的焊接结果。
②能焊接工业中使用的几乎所有的金属(铅、锡等低熔点金属除外)。
③没有飞溅,操作方便。
④能实现任何形式的接头的焊接,而且焊接姿态不受限制。
⑤即使在小电流区域也能得到稳定的电弧,所以能焊接薄板。
第3章元器件的焊接与拆卸3.1 电烙铁电烙铁是一种将电能转换成热能的焊接工具。
电烙铁是电路装配和检修中不可缺少的工具,元器件的安装和拆卸都要用到,学会正确使用电烙铁是提高实践能力的重要前提。
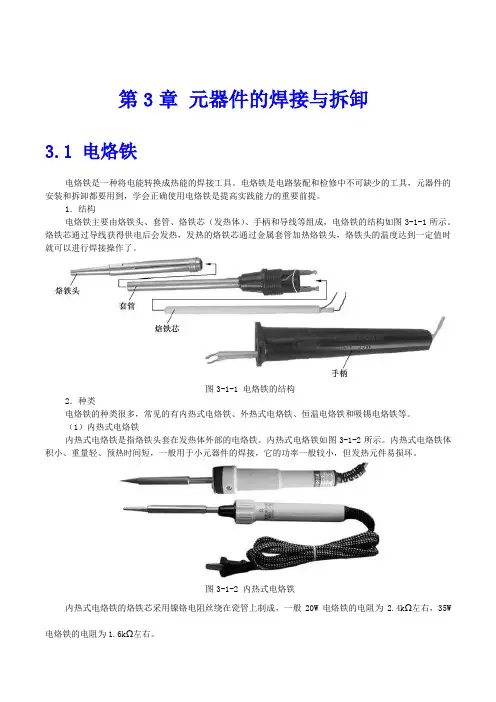
1.结构电烙铁主要由烙铁头、套管、烙铁芯(发热体)、手柄和导线等组成,电烙铁的结构如图3-1-1所示。
烙铁芯通过导线获得供电后会发热,发热的烙铁芯通过金属套管加热烙铁头,烙铁头的温度达到一定值时就可以进行焊接操作了。
图3-1-1 电烙铁的结构2.种类电烙铁的种类很多,常见的有内热式电烙铁、外热式电烙铁、恒温电烙铁和吸锡电烙铁等。
(1)内热式电烙铁内热式电烙铁是指烙铁头套在发热体外部的电烙铁。
内热式电烙铁如图3-1-2所示。
内热式电烙铁体积小、重量轻、预热时间短,一般用于小元器件的焊接,它的功率一般较小,但发热元件易损坏。
图3-1-2 内热式电烙铁内热式电烙铁的烙铁芯采用镍铬电阻丝绕在瓷管上制成,一般20W电烙铁的电阻为2.4kΩ左右,35W 电烙铁的电阻为1.6kΩ左右。
(2)外热式电烙铁外热式电烙铁是指烙铁头安装在发热体内部的电烙铁。
外热式电烙铁如图3-1-3所示。
外热式电烙铁的烙铁头长短可以调整,烙铁头越短,烙铁头的温度就越高。
烙铁头有凿式、尖锥形、圆面形和半圆沟形等不同的形状,可以适应不同焊接面的需要。
(3)恒温电烙铁恒温电烙铁是一种利用温度控制装置来控制通电时间以使烙铁头保持恒温的电烙铁。
恒温电烙铁如图3-1-4所示。
图3-1-3 外热式电烙铁图3-1-4 恒温电烙铁恒温电烙铁一般用来焊接温度不宜过高、焊接时间不宜过长的元器件。
有些恒温电烙铁还可以调节温度,温度调节范围一般在200~450℃。
(4)吸锡电烙铁吸锡电烙铁是将活塞式吸锡器与电烙铁融于一体的拆焊工具。
吸锡电烙铁如图3-1-5 所示。
在使用吸锡电烙铁时,先用带孔的烙铁头将元器件引脚上的焊锡熔化,然后让活塞运动产生吸引力,将元器件引脚上的焊锡吸入带孔的烙铁头内部,这样无焊锡的元器件就很容易拆下来了。