第三章常用焊接方法
- 格式:pptx
- 大小:2.25 MB
- 文档页数:40
第三章TIG焊接方法3.1TIG焊接方法的原理3.1.1前言TIG是英文Tungsten Inert Gas 的缩写,TIG焊接方法是使用钨电极和惰性气体保护的一种弧焊技术,该技术于1930年研究成功,最初阶段保护气体使用氦气,所以曾经使用氦弧焊的名称(Heli Arc),目前广泛使用氩气作为保护气体,所以又把TIG焊接技术称之为氩弧焊技术。
3.1.2TIG焊接方法的原理图3.1表示TIG焊接方法的原理。
在TIG焊接技术中,在不熔化的钨电极与母材之间产生电弧,利用氩气等惰性气体把熔融金属与空气隔开以起保护作用,利用电弧产生的高热量把母材进行熔化从而连结在一起。
在TIG焊接方法中有使用填充材料的填丝TIG和不使用填充材料只熔化母材的TIG焊。
图3.1 TIG焊接方法的原理3.2TIG焊接方法的起弧方式TIG 焊接方法中的起弧方式可分为三类:“高频振荡起弧方式”、“外加直流高压脉冲起弧方式”和“接触起弧方式”。
最近,由于环境保护的要求,限制高频噪音的发生,所以在TIG焊接方法中倾向于不使用“高频振荡起弧方式”。
1.高频振荡起弧方式如图3.2所示,电极与母材不接触,利用高频振荡打破电极与母材之间的绝缘状态,产生电弧。
图3.2 高频振荡起弧方式2.外加直流高压脉冲起弧方式如图3.3所示,电极与母材不接触,利用外加直流高压脉冲产生电弧。
图3.3 外加直流高压脉冲起弧方式3.接触起弧方式如图3.4所示,电极与母材接触的瞬间,把焊枪提升一点距离, 从而产生电弧。
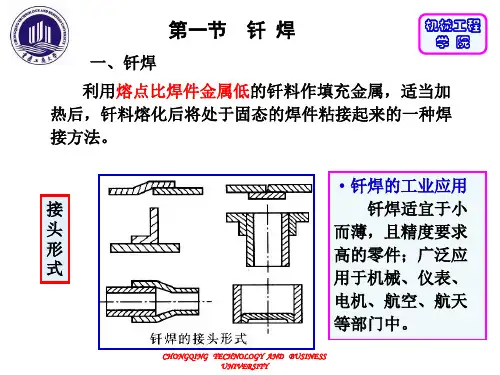
图3.4 接触起弧方式3.3TIG焊接方法的主要特点TIG焊接方法的主要特点如下:①由于有惰性气体保护,对焊缝金属的保护效果好,所以在焊接金属中极少混入杂质,从而能取得高质量的焊接结果。
②能焊接工业中使用的几乎所有的金属(铅、锡等低熔点金属除外)。
③没有飞溅,操作方便。
④能实现任何形式的接头的焊接,而且焊接姿态不受限制。
⑤即使在小电流区域也能得到稳定的电弧,所以能焊接薄板。


第三章TIG焊接方法3.1TIG焊接方法的原理3.1.1前言TIG是英文Tungsten Inert Gas 的缩写,TIG焊接方法是使用钨电极和惰性气体保护的一种弧焊技术,该技术于1930年研究成功,最初阶段保护气体使用氦气,所以曾经使用氦弧焊的名称(Heli Arc),目前广泛使用氩气作为保护气体,所以又把TIG焊接技术称之为氩弧焊技术。
3.1.2TIG焊接方法的原理图3.1表示TIG焊接方法的原理。
在TIG焊接技术中,在不熔化的钨电极与母材之间产生电弧,利用氩气等惰性气体把熔融金属与空气隔开以起保护作用,利用电弧产生的高热量把母材进行熔化从而连结在一起。
在TIG焊接方法中有使用填充材料的填丝TIG和不使用填充材料只熔化母材的TIG焊。
图3.1 TIG焊接方法的原理3.2TIG焊接方法的起弧方式TIG 焊接方法中的起弧方式可分为三类:“高频振荡起弧方式”、“外加直流高压脉冲起弧方式”和“接触起弧方式”。
最近,由于环境保护的要求,限制高频噪音的发生,所以在TIG焊接方法中倾向于不使用“高频振荡起弧方式”。
1.高频振荡起弧方式如图3.2所示,电极与母材不接触,利用高频振荡打破电极与母材之间的绝缘状态,产生电弧。
图3.2 高频振荡起弧方式2.外加直流高压脉冲起弧方式如图3.3所示,电极与母材不接触,利用外加直流高压脉冲产生电弧。
图3.3 外加直流高压脉冲起弧方式3.接触起弧方式如图3.4所示,电极与母材接触的瞬间,把焊枪提升一点距离, 从而产生电弧。
图3.4 接触起弧方式3.3TIG焊接方法的主要特点TIG焊接方法的主要特点如下:①由于有惰性气体保护,对焊缝金属的保护效果好,所以在焊接金属中极少混入杂质,从而能取得高质量的焊接结果。
②能焊接工业中使用的几乎所有的金属(铅、锡等低熔点金属除外)。
③没有飞溅,操作方便。
④能实现任何形式的接头的焊接,而且焊接姿态不受限制。
⑤即使在小电流区域也能得到稳定的电弧,所以能焊接薄板。