第三章 焊接技术第二节焊接工具及 焊剂p p t
- 格式:ppt
- 大小:338.00 KB
- 文档页数:18
焊接技术培训教材第一章焊接技术概述焊接技术是一种重要的金属连接方式,广泛应用于制造业和建筑业等领域。
本章将对焊接技术的定义、分类和应用进行介绍,帮助学员建立起对焊接技术的基本了解。
1.1 焊接技术的定义焊接技术是指通过加热和加压将两个或多个金属工件连接在一起的方法。
焊接可以实现永久性的连接,并具有较高的强度和密封性。
1.2 焊接技术的分类焊接技术按照焊接材料的状态,可以分为固态焊接和熔态焊接两大类。
固态焊接是指在不完全熔化的条件下进行连接,常见的有冷焊、压焊和超声波焊接等。
熔态焊接则是通过将焊接材料熔化,并在凝固后形成连接。
1.3 焊接技术的应用领域焊接技术广泛应用于制造业和建筑业等领域。
在制造业中,焊接技术可用于制造汽车、船舶、机械设备等产品。
在建筑业中,焊接技术可用于大型钢结构的连接和修复。
第二章焊接设备与工具本章将介绍常见的焊接设备与工具,帮助学员了解并正确选择适合的设备与工具,以保证焊接过程的质量与安全。
2.1 焊接设备焊接设备包括焊接机、气瓶和焊接控制系统等。
焊接机根据不同的焊接方式可分为手持电弧焊机、气体保护焊机和激光焊机等。
气瓶主要用于提供焊接过程中所需的保护气体。
焊接控制系统用于控制焊接过程的参数,如焊接电流、电压和速度等。
2.2 焊接工具焊接工具包括焊枪、焊条钳和焊接支架等。
焊枪是进行手持电弧焊接时所使用的工具,其主要包含焊枪把手、电源线和焊枪头等部分。
焊条钳用于夹持和固定焊条,以便焊接过程中的操作。
焊接支架则用于固定焊接工件,以保证焊接的稳定性。
第三章焊接技术与操作本章将介绍不同类型的焊接技术及其相应的操作方法,帮助学员掌握焊接技术的实际应用。
3.1 电弧焊接技术电弧焊接技术是应用最广泛的焊接技术之一。
本节将介绍电弧焊接的原理、设备以及操作步骤,包括焊接电流、电压的选择和焊接接头的准备方法等。
3.2 气体保护焊接技术气体保护焊接技术适用于对焊接接头质量要求较高的情况。
本节将介绍常用的气体保护焊接方法,如氩弧焊和氩弧钨极焊等。
电子元件焊接技术焊接在电子产品装配中是一项重要的技术。
它在电子产品实验、调试、生产中,应用非常广泛,而且工作量相当大,焊接质量的好坏,将直接影响着产品的质量。
电子产品的故障除元器件的原因外,大多数是由于焊接质量不佳而造成的,因此,掌握熟练的焊接操作技能非常必要。
焊接的种类很多,本章主要阐述应用广泛的手工锡焊技术。
第一节焊接工具一、电烙铁电烙铁是最常用的手工焊接工具之一,被广泛用于各种电子产品的生产与维修。
1、电烙铁的种类常见的电烙铁有内热式、外热式、恒温式、吸锡式等形式。
a)内热式电烙铁内热式电烙铁主要由发热元件、烙铁头、连接杆以及手柄等组成,它具有发热快、体积小、重量轻、效率高等特点,因而得到普遍应用。
常用的内热式电烙铁的规格有20W、35W、50W等,20W烙铁头的温度可达350℃左右。
电烙铁的功率越大,烙铁头的温度就越高。
焊接集成电路、一般小型元器件选用20W内热式电烙铁即可。
使用的电烙铁功率过大,容易烫坏元件(二极管和三极管等半导体元器件当温度超过200℃就会烧毁)和使印制板上的铜箔线脱落;电烙铁的功率太小,不能使被焊接物充分加热而导致焊点不光滑、不牢固,易产生虚焊。
b)外热式电烙铁外热式电烙铁由烙铁心、烙铁头、手柄等组成。
烙铁芯由电热丝绕在薄云母片和绝缘筒上制成。
外热式电烙铁常用的规格有25W、45W、75W、100W等,当被焊接物较大时常使用外热式电烙铁。
它的烙铁头可以被加工成各种形状以适应不同焊接面的需要。
c)恒温电烙铁恒温电烙铁是用电烙铁内部的磁控开关来控制烙铁的加热电路,使烙铁头保持恒温。
磁控开关的软磁铁被加热到一定的温度时,便失去磁性,使触点断开,切断电源。
恒温烙铁也有用热敏元件来测温以控制加热电路使烙铁头保持恒温的。
c)吸锡烙铁吸锡烙铁是拆除焊件的专用工具,可将焊接点上的焊锡吸除,使元件的引脚与焊盘分离。
操作时,先将烙铁加热,再将烙铁头放到焊点上,待熔化焊接点上的焊锡后,按动吸锡开关,即可将焊点上的焊锡吸掉,有时这个步骤要进行几次才行。
焊接技术知识焊接技术是一种重要的金属连接方法,广泛应用于制造业、建筑业以及维修修理工作中。
掌握焊接技术知识对于从事相关行业的人员来说,是非常重要的。
本文将介绍一些基本的焊接技术知识,旨在帮助读者更好地理解和应用焊接技术。
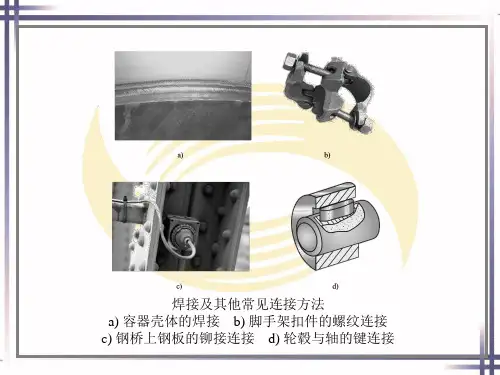
一、焊接概述焊接是将两个或多个金属工件通过加热或加压使其熔化,并在冷却过程中形成牢固的连接。
焊接可以分为气焊、电弧焊、激光焊、电阻焊等多种方法,每种方法都有其独特的特点和适用范围。
二、焊接材料焊接材料主要包括焊条、焊丝、焊剂和保护气体。
焊条和焊丝是用于提供熔融金属的材料,焊剂用于除去焊接表面的氧化物和杂质,保护气体则用于保护焊接过程中的熔融金属。
三、焊接设备常见的焊接设备包括焊接机、焊枪、电源和焊接辅助工具。
焊接机是焊接过程中提供电源和电弧的设备,焊枪是将电弧集中在焊缝上的工具,电源是为焊接机供电的设备,而焊接辅助工具包括钳子、刷子等,用于加强焊接工作的进行。
四、焊接技术参数焊接技术参数包括焊接电流、焊接电压、焊接速度等。
这些参数的选择对于焊接质量起着至关重要的作用。
合适的焊接参数可以保证焊接接头的强度和外观质量。
五、焊接方法根据焊接材料和需求,可以选择不同的焊接方法。
常见的焊接方法有手工电弧焊、气体保护焊、激光焊等。
不同的焊接方法有其独特的优缺点,需要根据具体情况进行选择。
六、焊接缺陷与质量控制焊接过程中可能出现一些缺陷,如焊接接头的裂纹、气孔、未焊透等。
这些缺陷会影响焊接接头的强度和稳定性。
为了确保焊接质量,需要进行严格的质量控制,包括焊接前的准备工作、焊接过程中的实时监控以及焊后的检测。
七、焊接安全焊接作业涉及高温、明火以及有害气体的产生,因此焊接安全至关重要。
焊工在进行焊接作业时,应佩戴合适的防护设备,保证自身的安全。
同时,焊接区域应设置明确的警示标示,确保周围人员的安全。
总结:焊接技术知识包括焊接概述、焊接材料、焊接设备、焊接技术参数、焊接方法、焊接缺陷与质量控制以及焊接安全。

焊接工艺规程第一节焊接规程本工程钢结构制作焊接工作量较大,焊接的质量好坏直接关系到构件制作的质量,因此控制焊接质量是非常必要和关键的。
采取合理有效的焊接技术、焊接工艺和焊接质量保证措施是十分重要的。
1.焊接技术人员①焊接技术责任人员应接受过专门的焊接技术培训,取得中级以上技术职称并有一年以上焊接生产或施工实践经验。
②焊接质检人员应接受过专门的技术培训,有一定的焊接实践经验和技术水平,并具有质检人员上岗资质证。
2、焊工①参加本工程焊接的焊工应持有行业指定部门颁发的焊工合格证书。
严格持证上岗从事与其证书等级相应的焊接工作。
②重要结构装配定位焊时,应由持定位焊工资格证的焊工进行操作。
③持证焊工无论其原因如何,如中断焊接操作连续时间超过半年者,该焊工再上岗前应重新进行资格考试。
④焊工考核管理由质管部归口3、焊接工艺方法及焊接设备1.3.1、本钢结构工程主要构件有相贯面钢管桁架、钢柱等。
主要焊接方法有手工电弧焊、CO气体保护焊、埋弧焊等焊接方法。
21.3.2、为保证钢结构工程具有优良的焊接质量,本工程施工使用的主要焊接切割设备有:直流手工电弧焊机,交流手工电弧焊焊机,埋弧自动焊机,CO2气体保护半自动焊机(美国林肯公司和松下公司产)、双头电渣焊机、焊接材料烘培设备及焊条保温筒及上海伊萨切割机、日本产铣边剖口机等。
4焊接材料订购、进库、检验及管理要求。
焊接材料的订购、进库、检验及管理。
按公司制定的程序文件规定,并严格做到:4.1、焊材的选用必须满足本钢结构工程的设计要求并选用本钢结构工程技术规范指定的焊接材料。
4.2、本钢结构工程的焊接材料必须具有材料合格证书,每批焊接材料进厂后,应由公司质量部门按采购要求和检验标准进行检验,合格后方可使用。
4.3、焊接材料的贮存、运输、焊前处理(烘干、焊丝油锈处理等),烘焙和领用过程中都要有标识和记录,标明焊接材料的牌号、规格、厂检号或生产厂批号等。
焊接材料的使用应符合制作厂的说明书和焊接工艺评定试验结果的要求。